De nos jours, l’impression est de plus en plus basée sur la vitesse et l’efficacité, c’est pourquoi l’un des principaux facteurs clés est le réglage du décorateur.
Qu’il s’agisse d’un Rutherford ou d’un Concord, l’effet principal est le fait que le technicien utilise et entretient la machine.

Les deux machines font un très bon travail, l’une utilise le cylindre de transmission pour déplacer et imprimer une boîte à grande vitesse.
L’autre utilise une conception mécanique très bien étudiée pour imprimer une boîte de conserve, mais les deux utilisent la même forme d’impression.
Ils utilisent une couverture en caoutchouc pour transférer l’image négative sur l’étain brillant.
Lorsque l’image commence à être transférée sur une boîte brillante, les deux machines utilisent la pression pour presser l’image avec toutes les couleurs dans la boîte.
C’est ce que nous appelons la pression d’impression ; grâce à cette pression d’impression, nous pouvons organiser l’aspect de l’image sur une boîte.
Dans certains cas, il est nécessaire d’ajuster la pression d’impression en l’augmentant ou en la diminuant, parfois nous devons ajouter de la pression, cette pression d’impression plus élevée est généralement un signe que quelque chose n’est pas en bon état.
Dans l’impression en demi-teinte, en particulier dans la conception de fruits, la pression d’impression peut être réduite pour minimiser l’engraissement des points. L’effet d’engraissement du point provoquera des taches et des saignements de couleur ;
Le Décorateur doit donc maintenir une pression minimale.
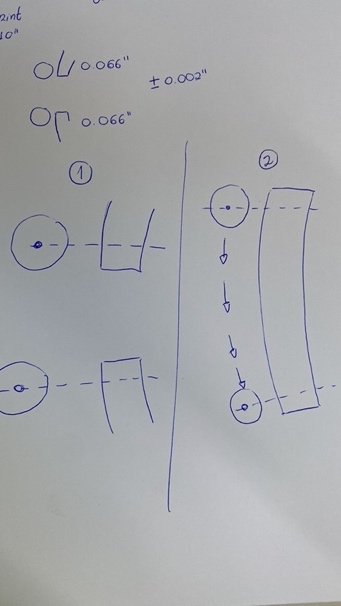
Il existe une formule pour calculer la pression réelle.
Nous prenons une épaisseur de couverture de 0,077″ et ajoutons l’épaisseur de la paroi de la boîte de 0,005″, ce qui donne 0,082″. Ensuite, nous utilisons l’espace entre le mandrin et le segment d’ours. Dans les cas normaux, cet espace est de 0,068″ sur un Concord et de 0,065″ sur un Rutherford. Nous prenons ensuite 0,082″ et soustrayons l’espace (0,068″ et 0,065″), ce qui nous donne une idée de la pression que nous créons à l’intérieur de la couverture.
Le Concord fonctionne avec une pression d’impression de 0,014″ et le Rutherford avec 0,017″.
Ces deux chiffres nous ont montré la petite différence d’impression, mais la chose la plus importante est notre suivi, le suivi est quelque chose dont nous aurons besoin à une vitesse plus élevée pour maintenir une impression égale sur tout le corps de la boîte.
Au fil des ans, on a constaté que cet effet devenait de plus en plus important à mesure que la vitesse augmentait. Dans le passé, la vitesse était assez faible, environ 1400-1800cpm, mais aujourd’hui nous visons à travailler à 2000-2200cpm en continu.
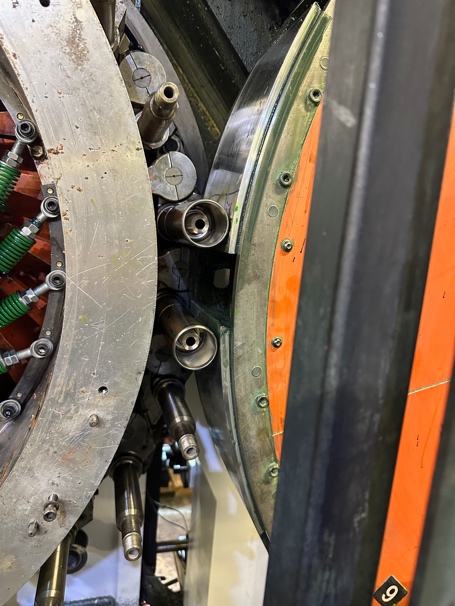
Pour votre information, si vous pouvez imaginer, la roue de blanchet tourne déjà au double de la vitesse de la roue de mandrin et du disque de broche et le temps pour réaliser une impression complète était juste correct, maintenant avec la vitesse élevée nous devons régler et maintenir les machines très bien pour maintenir une bonne qualité d’impression.
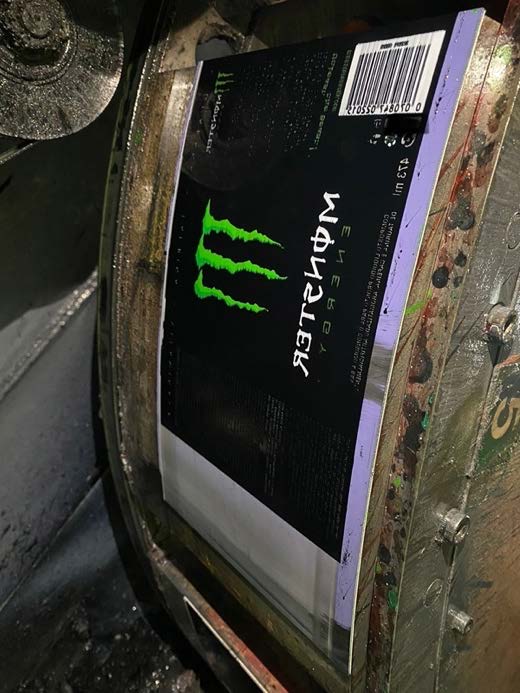

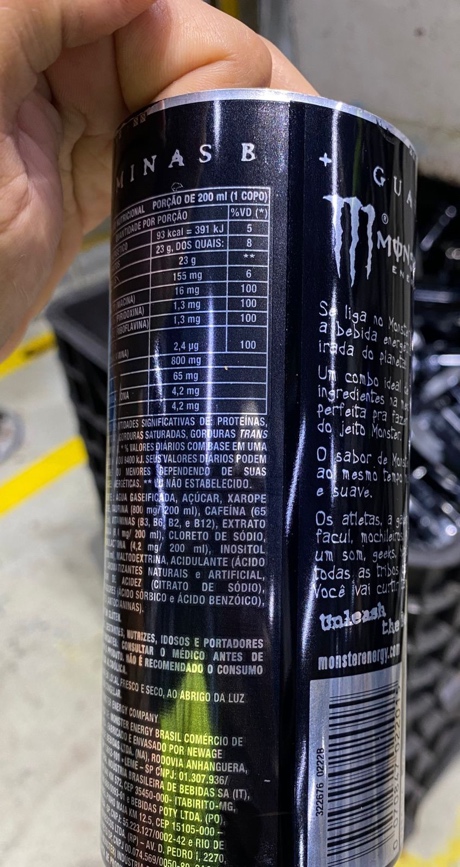
Ce qui peut arriver si notre suivi change, cela peut causer des problèmes d’impression, en particulier sur les boîtes de conserve sombres, nous verrons cet effet immédiatement.
Mais comment cela est-il possible ? Dans la plupart des cas, cela est dû à un manque d’entretien, à un mauvais alignement ou à des pièces cassées.
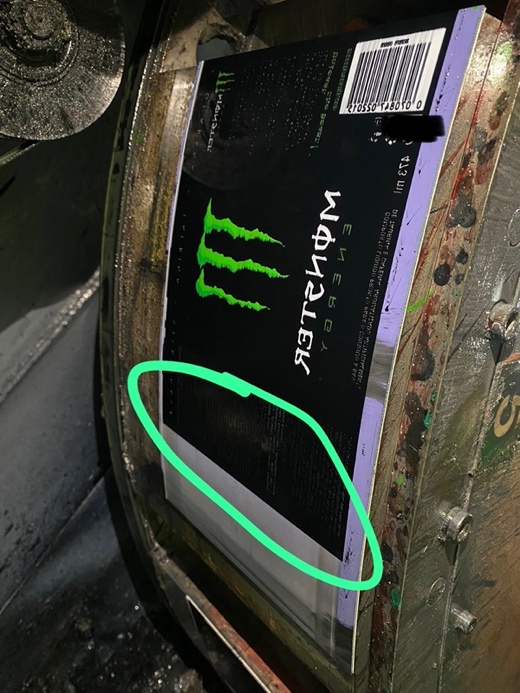
Un seul exemple, et c’est un cas réel, un service urgent parce que le client se battait depuis longtemps avec Rutherford Deco pour obtenir la même étiquette sur les deux côtés du décorateur.
Alors que j’essayais de comprendre la situation, le client m’a dit qu’il avait fait presque tout ce qui était possible pour résoudre ces problèmes. Ils ont presque tout fait pour résoudre ces problèmes, mais ils n’ont pas réussi à le trouver et, après deux semaines de lutte, ils ont fait appel à un expatrié pour l’examiner.
Il s’agissait d’une étiquette verte et ils ont même fait appel à un expert du fabricant d’encre pour installer l’encre verte sur une machine spéciale afin de réaliser la production.
Nous avons eu un bref entretien et j’ai interrogé le technicien sur l’entretien et les réglages.
Et, d’accord, tout allait bien, mais j’ai quand même commencé à faire mes vérifications, d’abord la pression d’impression et ensuite le suivi.
J’ai tout de suite vu qu’il y avait de l’usure, car le bord d’attaque était plus serré que le bord de fuite. J’ai ensuite demandé à l’équipe de vérifier l’état des plaques d’usure (Rutherford a des plaques d’usure à l’endroit où le chariot se déplace d’avant en arrière).
Nous avons donc soulevé la voiture et nous avons tous constaté que l’une des plaques d’usure était cassée, la plaque d’usure était endommagée à l’arrière, qui est plus lourd.


Pour moi, il s’agissait d’une solution rapide, après avoir changé la plaque et ajusté la hauteur du chariot, le problème a été résolu.
Ce n’est qu’un exemple de ce qui peut arriver si le contrôle n’est pas correct et n’a pas été effectué correctement.
de prendre soin de la machine, qu’il s’agisse de Concord ou de Rutherford.
Les deux machines nécessitent un bon entretien et des techniciens bien formés et qualifiés.

 gonflement dur des boîtes de conserve
gonflement dur des boîtes de conserve
 NESTLÉ SORT SA NOUVELLE BOÎTE ROUGE POUR NOËL
NESTLÉ SORT SA NOUVELLE BOÎTE ROUGE POUR NOËL
 UN ALLIAGE D’ALUMINIUM HAUTEMENT RÉSISTANT AUX RADIATIONS SPATIALES A ÉTÉ RÉALISÉ
UN ALLIAGE D’ALUMINIUM HAUTEMENT RÉSISTANT AUX RADIATIONS SPATIALES A ÉTÉ RÉALISÉ
 RÉAMÉNAGEMENT DE L’INTÉRIEUR DE LA COUPOLE
RÉAMÉNAGEMENT DE L’INTÉRIEUR DE LA COUPOLE
 Des choses simples peuvent faire une grande différence
Des choses simples peuvent faire une grande différence
 LE SOMMET DE LA MISE EN CONSERVE DÉBAT DE LA NÉCESSITÉ D’ASSURER LA SÉCURITÉ DU TH TH EN ET DE LA S S SARDINE
LE SOMMET DE LA MISE EN CONSERVE DÉBAT DE LA NÉCESSITÉ D’ASSURER LA SÉCURITÉ DU TH TH EN ET DE LA S S SARDINE
 des boîtes de conserve avec le motif imprimé sur la boîte
des boîtes de conserve avec le motif imprimé sur la boîte
 PROCÉDÉS DE FORMAGE DANS UNE LIGNE DE PRODUCTION DE CANETTES DE BOISSON EN ALUMINIUM
PROCÉDÉS DE FORMAGE DANS UNE LIGNE DE PRODUCTION DE CANETTES DE BOISSON EN ALUMINIUM
 Liste de contrôle opérationnelle
Achat d’emballages pour les usines de peinture
Liste de contrôle opérationnelle
Achat d’emballages pour les usines de peinture


