
INTRODUCTION
L’une des techniques les plus classiques pour former les rebords ou les bords des extrémités des corps des conteneurs, est celle qui utilise des dés ou des tampons pour les fabriquer. Ces tampons sont constitués de :
– Une matrice qui centre le corps du conteneur, une fois alimenté, à sa position correcte, puis arque son bord pour former la bride.
– Un anneau ou une bague de retenue qui sert de butée maximale pour la bride formée.
Voir figure nº 1.
Figure n°1 : Technique de cils tamponnés
La bride ne touche normalement pas cet anneau de retenue, la valeur de son diamètre extérieur est un peu plus faible que le diamètre de cet anneau, mais elle peut le toucher en un point quelconque du bord du récipient, par exemple si la soudure du joint latéral présente une certaine disparité dans ses extrémités.
L’ensemble formé par la matrice logée dans son anneau est monté par paires sur des têtes opposées.
Les machines qui effectuent ce travail sont appelées machines à tabuler, elles peuvent être manuelles ou automatiques, ces dernières ont généralement plusieurs paires de têtes, en fonction de la vitesse de fonctionnement. Voir figure nº 2
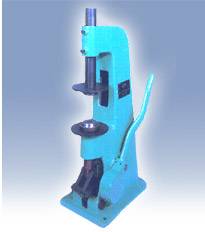
Figure n°2 : Récolteuse manuelle
USO
Avec l’utilisation de matériaux minces et très durs, la technique de bridage des tampons est de moins en moins utilisée, car elle provoque des cassures ou des fissures au bord des brides, surtout dans les récipients de petit diamètre.
Toutefois, cette technique est toujours en vigueur, car son application est très valable pour :
– Les récipients de grand diamètre, c’est-à-dire supérieurs à 99 mm, même si des matériaux de haute dureté sont utilisés pour ceux-ci, car aucune rupture de bride n’est générée dans ces cas.
– Tout type de récipient rond fabriqué avec des matériaux de dureté faible ou normale.
L’avantage de cette technique est que les machines et les outils sont moins chers que ceux utilisés dans d’autres méthodes.
CALCUL
La matrice a une forme conique pour faciliter l’entrée et le guidage du corps du conteneur en position de bridage. Si le joint latéral est du type serti – ou serti -, une marche avec des rayons d’entrée et de sortie lisses est ajoutée pour économiser l’épaisseur du joint, qui augmente lorsqu’il dépasse la zone du rabat extrême.
Le dimensionnement de la filière et de l’anneau est une tâche facile, car il existe une série de mesures qui peuvent être maintenues constantes quel que soit le diamètre du récipient à brider. En entrant dans les détails, vous pouvez faire des commentaires :
Hauteurs : les deux pièces peuvent être maintenues fixes pour n’importe quelle taille de récipient, bien qu’elles puissent être légèrement réduites pour les petits diamètres. La figure 3 présente une section de l’ensemble du dado-aro, dans laquelle sont délimitées quelques hauteurs d’orientation de base.
Angles : l’angle de la bride et l’angle d’entrée de la matrice restent constants quelle que soit la taille. La valeur recommandée est de 7º 30′. Voir figure nº 3
Rayon : L’arc principal de l’outillage est celui qui façonne le cil, la valeur appropriée de son rayon est de 2 mm, sauf pour les grands cils – supérieurs à 3 mm – qui sont augmentés. Voir figure nº 3.
Diamètres : ce sont les dimensions qui changent dans chaque cas, étant les mêmes en fonction du diamètre du récipient. Il existe deux diamètres de base :
1º – Celui du point où le conteneur s’ajuste ou s’ajuste précisément à la matrice, appelé « diamètre d’ajustement du corps du conteneur », que nous appellerons D1. Il est lié au diamètre intérieur théorique du corps du conteneur. En réalité, elle correspond à cette valeur plus un petit jeu, pour tenir compte des tolérances et de la surépaisseur du joint soudé du corps. Voir figure nº 3
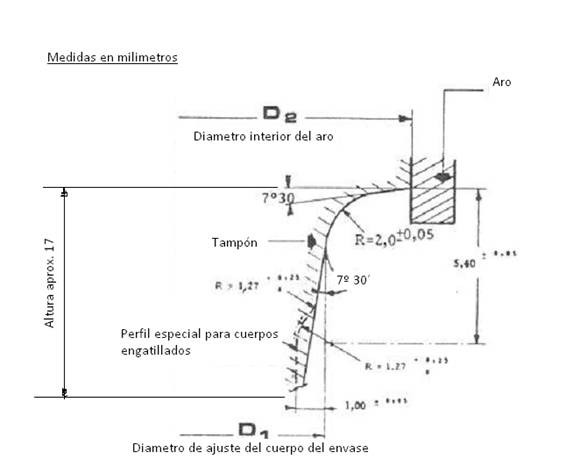
Figure nº 3 : Conception d’un outil de battage de tampons.
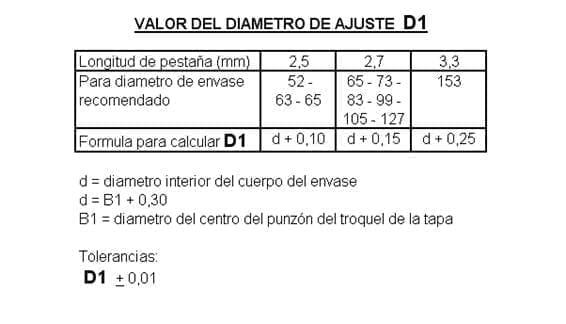
Le tableau suivant comprend les formules permettant de calculer la valeur de D1, en tenant compte :
– La longueur du cil que nous voulons obtenir
– Le diamètre du récipient
Dans chaque option, la formule est donnée par la valeur du diamètre intérieur du corps du récipient – d – plus une constante qui varie en fonction des données de départ. Il est bon de rappeler que le calcul du diamètre intérieur du corps du récipient est fonction de la mesure du centre du poinçon de la matrice utilisée pour fabriquer le couvercle correspondant. C’est-à-dire que la mesure fondamentale, à partir de laquelle sont déterminées toutes les autres mesures du jeu de bouchons, est le diamètre susmentionné du centre du poinçon de la matrice, nous le désignons sous le nom de B1 et, à quelques exceptions près, l’expression reliant d et B1 est :
d = B1 + 0,30
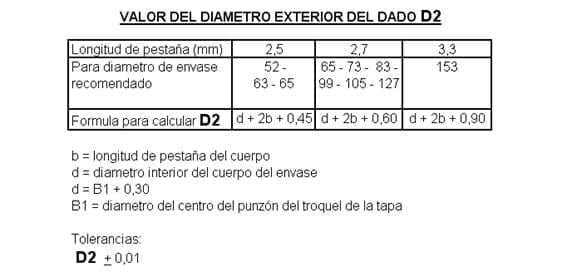
2º – Diamètre de l’ajustement entre l’anneau et la matrice, ou ce qui est identique à l’extérieur de la matrice. Elle représente la valeur théorique maximale de la bride, bien que celle-ci ne soit jamais atteinte comme expliqué ci-dessus. Une bonne conception doit toujours prévoir un espace entre le bord du rebord et la jante pour absorber les petites irrégularités du bord, les bavures, les disparités dans la couture latérale du corps et les différences de hauteur de coupe dans les corps.
Nous désignerons ce diamètre par D2 et sa dimension varie également en fonction :
– La longueur de l’onglet que nous sommes près d’obtenir
– Le diamètre du récipient
L’expression qui nous donne sa valeur est liée au diamètre intérieur du corps du récipient – d – et à la longueur de la bride à réaliser – p -.
Le tableau suivant résume ces paramètres et leurs formules.
COMMENTAIRES UTILES
– Les tampons, la matrice et la bague doivent être en acier à outils traité de haute dureté.
– La finition de la surface doit être très bonne, meulée et polie.
– Dans le cas d’un flasque à plusieurs têtes, la distance entre chaque paire de têtes doit être précise afin de maintenir une hauteur et une longueur de flasque uniformes pour le conteneur.
 Calcul théorique du volume de caoutchouc nécessaire à la fermeture d’un récipient métallique.
Calcul théorique du volume de caoutchouc nécessaire à la fermeture d’un récipient métallique.
 LE CALCUL DU COÛT STANDARD D’UN PAQUET « TROIS PIÈCES
LE CALCUL DU COÛT STANDARD D’UN PAQUET « TROIS PIÈCES
 MOURIR POUR DES RAISONS DE FOND
MOURIR POUR DES RAISONS DE FOND
 LA DÉPALETTISATION MANUELLE DES CONTENEURS MÉTALLIQUES
LA DÉPALETTISATION MANUELLE DES CONTENEURS MÉTALLIQUES
 PLAQUES DE COMPRESSION POUR LES SERTISSEUSES DE BOÎTES/MACHINES DE MISE EN CONSERVE
PLAQUES DE COMPRESSION POUR LES SERTISSEUSES DE BOÎTES/MACHINES DE MISE EN CONSERVE
 OUTILLAGE POUR LES CORDONS DE SÉCURITÉ
OUTILLAGE POUR LES CORDONS DE SÉCURITÉ
 CRANTÉ PAR ROULEAU
CRANTÉ PAR ROULEAU
 LES MESURES D’UN OUTILLAGE DE BRIDAGE DE « SPIN
LES MESURES D’UN OUTILLAGE DE BRIDAGE DE « SPIN
 CALCUL D’UN PROFIL DE COUPE DE DÉFILEMENT
CALCUL D’UN PROFIL DE COUPE DE DÉFILEMENT
 DIMENSIONS DES DÔMES D’AÉROSOLS DENTELÉS
DIMENSIONS DES DÔMES D’AÉROSOLS DENTELÉS



0 Comments