
Quelques indications pour la réalisation de trous de presse-étoupe en plastique dans des récipients en métal.
PREAMBULE
L’utilisation de goulottes, de verseurs et de bouchons en plastique est très répandue dans les récipients métalliques utilisés pour contenir des liquides tels que les huiles alimentaires, les produits industriels, etc. Ils facilitent le versement de la même chose et l’utilisation partielle du produit.
C’est au métallurgiste qu’il incombe de préparer le couvercle du récipient afin que le goulot puisse y être placé ultérieurement. Pour ce faire, il faut faire un trou dans le couvercle, dans lequel on insère la glande. Il peut être monté sur le conteneur à différents moments :
– Sur le couvercle détaché, c’est-à-dire avant d’être fermé sur le corps du récipient. Dans ce cas, l’opération d’assemblage est effectuée par le métallographe. La couverture peut l’être par la suite :
ou fermé par le métallographe, puis l’emballeur le remplira par le bas et le fermera.
ou fermé par l’emballeur, une fois le récipient rempli. Dans ce cas, le métallographe a préalablement fermé le fond.
– Dans le conteneur une fois rempli. La boîte est fournie à l’emballeur avec le fond et le couvercle en place. Le remplisseur le remplit par le trou destiné à la glande, puis place la glande dans la glande. Dans cette option, l’emballeur évite la fermeture du couvercle ou du fond.
Il existe différentes façons de concevoir le trou au-dessus du couvercle pour la glande et dans cet article, nous allons en examiner quelques-unes.
LES TYPES DE LOGEMENT
La manière de fixer le presse-étoupe sur le couvercle définit le type de trou ou de logement à réaliser sur le couvercle. Les moyens les plus courants pour exécuter cette opération sont les suivants
– Pressurisé : le presse-étoupe/bouchon est forcé dans l’alésage et y reste en raison de l’interaction entre le presse-étoupe et l’alésage.
– Sertissage : Une jupe ou un épaulement du gland est serti mécaniquement avec la collerette de l’alésage.
Les variantes de ces deux systèmes de base sont nombreuses, tout comme les moyens possibles à utiliser. Nous en verrons ci-dessous quelques exemples.
1º.- POUR L’AUGMENTATION DE LA PRESSION
Les presse-étoupes montés sous pression se caractérisent par le fait qu’ils présentent, dans la zone où ils sont reliés au couvercle, une rainure où se loge avec force la bride du trou percé dans le couvercle, après avoir surmonté une saillie qui en empêche ensuite l’extraction. Le gland repose fermement sur la bride de l’orifice, grâce à une saillie située à l’extérieur de la gorge. La photo 1 montre un exemple de ce type de glande.
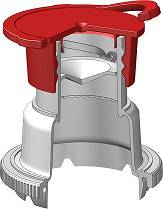
Figure n°1 : Glande d’enfoncement
Dans ce type de montage sous pression, on peut différencier deux variétés de trous :
1er : Alésage « sans bavure » :
Un exemple de ce premier type est présenté dans le dessin de la figure 2 :
Figure n°2 : Montage à la presse d’un presse-étoupe sur un trou sans bavure
Il se caractérise par la protection du bord tranchant de l’orifice, de sorte que le produit emballé ne peut pas entrer facilement en contact avec lui. Il est utilisé pour les garnitures agressives qui pourraient attaquer l’acier vu à la pointe, par exemple les liquides de frein. Pour y parvenir, nous avons recours à :
– Faire une entaille sur le couvercle avec le moins de bavures possible, d’où sa désignation. De cette façon, il y a moins de métal exposé et surtout le bord a une surface lisse et régulière.
– La glande a une saillie ou un pas d’accrochage très marqué, où le bord du trou est cloué, pour sa protection contre les attaques chimiques.
Par conséquent, le diamètre du trou et la hauteur de la jupe doivent être très précis et ce sont des mesures essentielles.
Nous présenterons un exemple concret de la manière de faire le trou, en avertissant qu’il ne doit être pris que comme une idée, car chaque fabricant de presse-étoupe doit indiquer concrètement, pour chaque type de ses produits, les dimensions et la manière appropriée de faire le trou.
Dans cet exemple, l’hébergement se fait en deux étapes. La première est simultanée à la fabrication du couvercle. En d’autres termes, il s’agit de doter la matrice de fabrication du couvercle des pièces nécessaires pour former une rainure circulaire, qui prépare la pièce où le trou sera fait lors de l’opération suivante.
La figure 3 montre un détail agrandi des dimensions de cette partie du couvercle nécessaire pour percer ensuite un trou de 23,8 mm de diamètre.
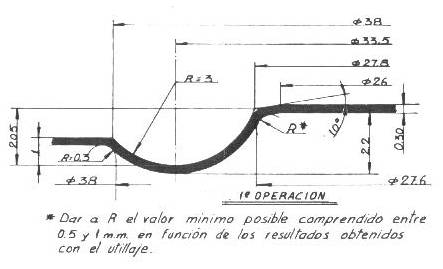
Figure no. 3 : 1ère opération sur la matrice de couverture de trou « sans bavure » pour presse-étoupe
La 2ème étape est réalisée sur une autre presse, équipée d’un margeur de bouchons, sur laquelle est monté un outil de coupe et de repassage, qui réalise le trou et marque correctement le contour du boîtier.
La figure suivante – n° 4 – montre la 2ème opération de forage d’un trou de 23,8 mm de diamètre, qui est la continuation de celle commencée ci-dessus.
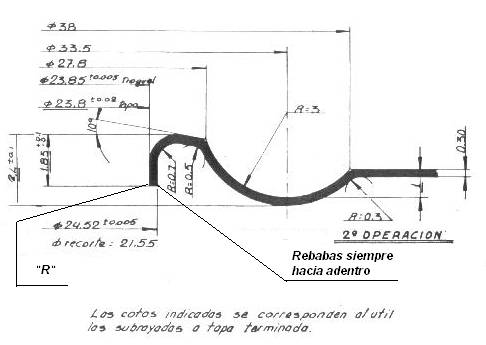
Figure n°4 : 2ème opération sur la matrice de couverture de trou « sans bavure » pour presse-étoupe
Pour obtenir un travail de qualité, les observations suivantes doivent être prises en compte :
– Lors de l’opération de coupe, l’outillage doit être en très bon état, de manière à générer un minimum de bavures vers l’intérieur.
– Le rayon « R » de l’arête de coupe doit être minimal. Sa valeur idéale est de 0,06 mm avec un nouvel outillage, la valeur maximale admissible sera de 0,20 mm. Il est contrôlé à l’aide d’un projecteur de profil.
– L’épaisseur idéale du métal est celle indiquée dans le dessin – 0,30 mm -, mais elle peut être réduite, en fonction du produit à emballer et des conditions de montage du presse-étoupe (sur couvercle amovible ou placé, température contrôlée ou non, etc.) Dans chaque cas, la valeur appropriée doit être déterminée expérimentalement.
– La matrice de la 2ème opération doit effectuer un repassage énergétique sur toute la silhouette et atteindre la fin du trait.
– Ces spécifications sont communes aux matériaux non vernis et vernis.
La figure n° 5 montre un couvercle rectangulaire, utilisé pour les récipients de liquide de frein, avec ses principales dimensions et une vue en coupe de la 1ère et de la 2ème opération.
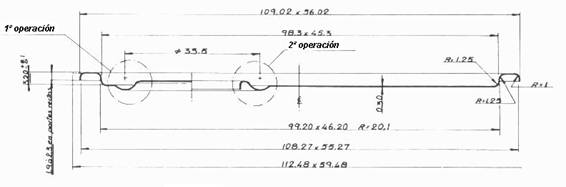
Figure n° 5 : Coupe d’un couvercle rectangulaire 99 x 46 avec un trou « sans bavure
Pour vérifier la qualité du trou une fois qu’il est terminé, vous pouvez préparer quelques jauges « passe – passe » de la hauteur de la jupe – dimension 1,85 dans la figure nº 4 – et du diamètre du trou – dimension 23,8 -. Pour vérifier ce dernier, le critère de vérification sera que la jauge « ne passant pas » passe également, mais le presse-étoupe peut être soulevé avec la jauge qui y est attachée.
2.- Orifice « avec bavures » :
Un exemple de ce type d’orifice est présenté à la figure 6. Son exécution est moins exigeante que le cas précédent, et il est utilisé pour des produits non agressifs, tels que les huiles végétales comestibles.
Figure n°6 : Montage à la presse d’un presse-étoupe sur un trou de bavure
Le processus de fabrication est similaire à celui de l’alésage « sans bavure », c’est-à-dire en deux opérations. Le premier est incorporé dans la matrice du couvercle. Le dessin n° 7 montre un modèle de ce type pour un trou de 23,8 mm.
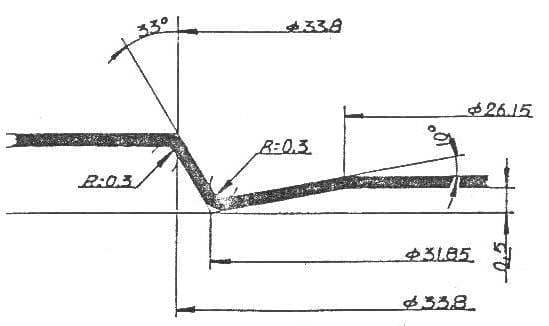
Figure no. 7 : 1ère opération sur la matrice de couverture de trou « bavure » pour presse-étoupe
La seconde est réalisée dans une presse indépendante équipée d’un margeur de bouchons et d’outils appropriés. Voir figure n° 8 :
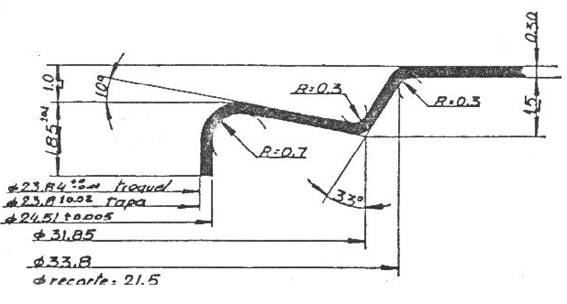
Figure nº 8 : 2ème opération sur la matrice de couverture de trou « bavure » pour presse-étoupe.
Une fois le trou percé sur le couvercle, quel qu’en soit le type, l’opération d’insertion du gland est facile. Il suffit d’un système d’orientation et de positionnement du presse-étoupe – par exemple au moyen d’un équipement de vibration et d’alignement utilisant des volets et des guides – et d’un bras ou d’une tête de poussée – par exemple pneumatique – pour le loger. Il existe sur le marché des équipements préparés pour ce travail qui peuvent être installés à la maison métallographique ou au remplisseur, selon le type de remplissage des conteneurs utilisés.
2º.- POUR L’ASSEMBLAGE PAR SERTISSAGE
Une autre façon de fixer le gland au couvercle est d’utiliser une pince à sertir. Dans cette option, le serrage ne se fait pas par pression, mais il y a une connexion à crochet de verrouillage entre la bride du presse-étoupe et la bride du boîtier. Cela nécessite un équipement de sertissage spécial pour effectuer l’opération de sertissage et d’écrasement des deux composants. Un modèle de ce type de glande est présenté sur la photo 9.

Figure no. 9 : Presse-étoupe typique pour le montage par sertissage
La forme de la zone de raccordement du presse-étoupe et de la bride du couvercle est d’une conception différente de celle du type précédent. Il existe de nombreuses variantes sur le marché. Nous présentons également à titre d’exemple quelques exemples de trous pour cette solution. Le dessin n° 10 est une alternative également réalisée en deux opérations similaires à celles présentées ci-dessus.
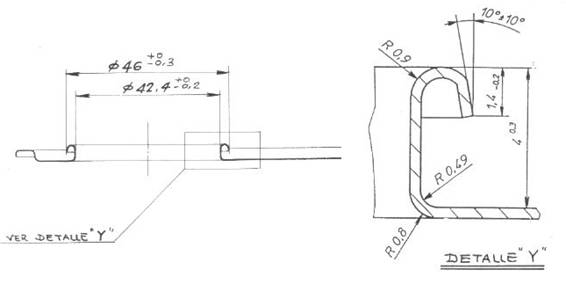
Figure no. 10 : Trou pour le montage du presse-étoupe par sertissage
Pour certains types de ces glandes, il est possible de préparer le trou dans le couvercle en une seule opération, c’est-à-dire en incorporant le trou dans la matrice de fabrication du couvercle, comme l’option présentée dans la figure nº 11.
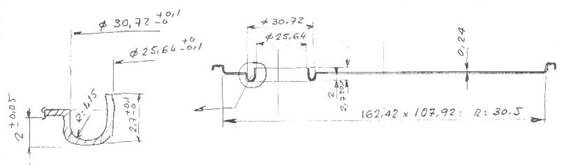
Figure nº 11 : Trou réalisé en une seule opération
En tout état de cause, cette tâche doit être effectuée par le métallurgiste en suivant les instructions du fabricant de presse-étoupe, qui possède l’expérience nécessaire.
 Calcul théorique du volume de caoutchouc nécessaire à la fermeture d’un récipient métallique.
Calcul théorique du volume de caoutchouc nécessaire à la fermeture d’un récipient métallique.
 LA BOUCLE DANS LES CASQUETTES
LA BOUCLE DANS LES CASQUETTES
 PERÇAGES DE PRESSE-ÉTOUPE/BOUCHONS
PERÇAGES DE PRESSE-ÉTOUPE/BOUCHONS
 LES CAPUCHONS ET BOUCHONS À PRESSION POUR LES CONTENEURS MÉTALLIQUES
LES CAPUCHONS ET BOUCHONS À PRESSION POUR LES CONTENEURS MÉTALLIQUES
 L’INFLUENCE DE LA BRIDE INFÉRIEURE OU DU COUVERCLE SUR LE DOUBLE JOINT
L’INFLUENCE DE LA BRIDE INFÉRIEURE OU DU COUVERCLE SUR LE DOUBLE JOINT
 FICHE TECHNIQUE DU PRODUIT : COUVERCLES
FICHE TECHNIQUE DU PRODUIT : COUVERCLES
 LA DÉTERMINATION DE LA LIMITE INFÉRIEURE D’UN PLAFOND
LA DÉTERMINATION DE LA LIMITE INFÉRIEURE D’UN PLAFOND
 DIMENSIONS DES DÔMES D’AÉROSOLS DENTELÉS
DIMENSIONS DES DÔMES D’AÉROSOLS DENTELÉS
 DOMAINES AEROSOLES
DOMAINES AEROSOLES
 PROFILS DE COUVERCLES POUR LES CONTENEURS RONDS
PROFILS DE COUVERCLES POUR LES CONTENEURS RONDS




0 commentaires