
ZUSAMMENFASSUNG
Beschreibung der notwendigen Arbeitsgänge sowie deren Werkzeuge für die Herstellung einer Doppelreibungs- oder Doppeldichtungskappe, die in Behältern zur Aufnahme von Farben oder ähnlichem verwendet wird.
VORSCHLAG
Es ist üblich, Farben und andere Produkte, die im Haushalt verbraucht werden, in Gläsern mit Verschlüssen zu verpacken, die eine mehrmalige Verwendung ermöglichen. Typische Beispiele sind Reibdichtungsbehälter, von denen es viele verschiedene Typen auf dem Markt gibt.
Wir haben dieses Thema bereits in anderen auf dieser Website veröffentlichten Arbeiten behandelt. Speziell zu den verschiedenen Arten von Reibdichtungen können Sie den Artikel lesen:
– Behälterverschlüsse zur Aufnahme von Lacken
Jetzt werden wir uns auf die Art und Weise der Herstellung eines Stopfens mit den Eigenschaften konzentrieren, die in diesen Verschlüssen verwendet werden. Konkret handelt es sich um einen doppelwandigen Dichtstopfen, der als Double Friction (DF) bezeichnet wird. Die hier gemachten Angaben führen die Arbeit fort und ergänzen sie:
– Werkzeuge für Bügel – Farbbehälter
in dem er in gleicher Weise, wie wir es hier für den Stopfen tun werden, die Arbeitsgänge und Stanzungen entwickelte, die für die Herstellung von Ringen für diese Arten von Verschlüssen notwendig sind. Mit anderen Worten: Beide Jobs können in einen integriert werden.
WERKZEUGE
Für die Herstellung des Stopfens mit doppelter Reibung ist es notwendig, ihn in zwei Phasen oder Arbeitsgänge zu unterteilen, die folgenden Zweck haben
– Erster Arbeitsgang: Ausschneiden und Ausstopfen einer Skizze des Stopfens
– Zweiter Vorgang: Vervollständigt die Konformation desselben und ermittelt die endgültigen Maße.
Wie bei den Reifen könnten diese beiden Arbeitsgänge auf einer Transferpresse oder auch auf einer Doppeleffektpresse durchgeführt werden, aber am einfachsten und wirtschaftlichsten ist es, sie auf zwei einfachen Schwanenhalspressen durchzuführen. Der erste ist mit einem Materialbandmagazin und der zweite mit einer Einzelstückzuführung ausgestattet.
ERSTE OPERATION
Der Stopfen muss perfekt zur Felge passen, daher hat er eine „U“-Form, die sich der Innenseite der Felge anpasst. Daher sind in diesem Bereich die Dimensionen von beiden miteinander verknüpft. In der vorgenannten Arbeit:
– Behälterverschlüsse zur Aufnahme von Lacken
werden die gemessenen Verhältnisse der entsprechenden Abmessungen angezeigt.
Abbildung 1 zeigt einen Ausschnitt aus dem Profil des ersten Betriebs des Steckers, den wir als Beispiel genommen haben. Es zeigt zwei Arten von Abmessungen, einige in Buchstabenform, die den Durchmessern entsprechen, die sich je nach Größe des Behälters ändern, und andere in Millimetern, die sich auf die Höhe des Stücks beziehen. Letztere sind für Behälterformate zwischen ½ und 1 Liter Inhalt geeignet. Bei größeren oder kleineren Dosendurchmessern variieren diese Höhen proportional, wie bei den Bügeln.
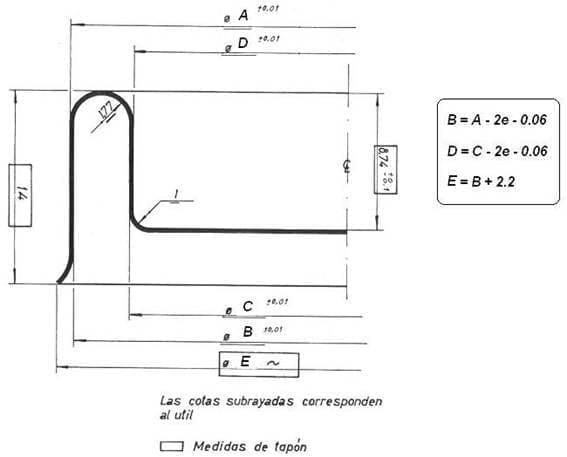
Bild Nr. 1: Ausschnitt der 1. Bedienung eines Peilsteckers
In der Zeichnung sind die verschiedenen Maße, einige sind innerhalb eines Rechtecks markiert, sie beziehen sich auf das fertige Stück, andere sind nur unterstrichen und mit Toleranzen, diese sind Maße des Werkzeugs und ihre Beziehung zwischen ihnen ist in der Tabelle der Formeln, die die Zeichnung nº 1 begleitet. Die in der Höhe angegebenen Durchschnittswerte, die sich auf ein Stück beziehen, sind als Richtwerte für einen Behälterdurchmesser von ca. 100 mm zu verstehen.
Der Durchmesser des Schnitts, der für die Bildung des Deckels notwendig ist, ist etwa 28 bis 32 mm größer als der Durchmesser A der Zeichnung, variierend mit dem Format des Behälters, all dies für Kapazitäten zwischen ½ und 1 Liter. Die Breite des „U“ des Doppelschlosses wird durch die oben erwähnte Abmessung des Rings bestimmt und beträgt in der Regel etwa 6 mm. Der Krümmungsradius des Metalls im „U“ wird durch die Werte der Reibungsdurchmesser definiert, siehe Abbildung Nr. 1.
Abbildung 2 zeigt ein Beispiel für eine Matrize für diese Kappe. Wir werden kurz auf seine Eigenschaften eingehen, da es sich um ein sehr konventionelles Werkzeug handelt.
Dieser Würfel führt die folgenden sequentiellen Aktionen aus:
– Schneidet eine Metallscheibe aus dem Band, das der Presse aus dem Bandmagazin zugeführt wird
– Reibungswände des Stopfens sind gefüllt
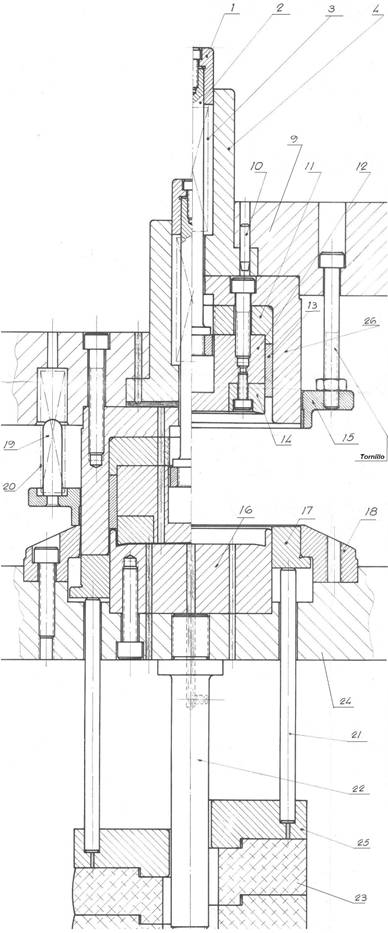
Bild Nr. 2: Matrize für die Erstinbetriebnahme von DF-Verschlüssen
Da es sich um eine Matrize handelt, die einen Schneidevorgang durchführt, ist es ratsam, dass sie geführt wird. Dies gewährleistet die Qualität des Schnitts und die Lebensdauer des Stempels, des Messers und anderer Teile, die denselben bilden. Es ist einem Bodenfertigungswerkzeug recht ähnlich, bei dem in der Mitte eine tiefe Zeichnung erzeugt wird und die Außenwand – die Flügellocke – viel größer ist. Um den zweiten Arbeitsgang zu erleichtern, sollte die äußere Schnittkante leicht gekrümmt belassen werden, siehe Abbildung Nr. 1, damit die äußere Krümmung bei diesem Arbeitsgang gut anläuft.
Die Abmessungen der Wände des „U“ haben sowohl im ersten als auch im zweiten Vorgang den gleichen Wert. Um das Gesetz der Bildung der Durchmesser, die diese Wände bilden, zu sehen, beziehen wir uns zurück auf die Arbeit:
– Behälterverschlüsse zur Aufnahme von Lacken
Wie bereits beim Ring erwähnt, muss bei der Dimensionierung der Teile des Werkzeugs berücksichtigt werden, dass es aufgrund der Elastizität des Steckers im Verhältnis zu den Abmessungen des Werkzeugs immer eine leichte Verformung gibt. Dies gilt insbesondere für die Durchmesser der Reibungswände. Da die Passung zwischen Ring und Kappe sehr präzise sein muss, um eine effektive Dichtung zu erhalten, muss diese Materialrückgewinnung berücksichtigt werden, so dass die Abmessungen der Matrize nicht mit denen übereinstimmen, die Sie auf dem Teil erhalten möchten.
ZWEITE OPERATION
Die im ersten Arbeitsgang gewonnenen Skizzen fallen in einen Auslauf, der sie auf einen magnetischen Elevator ablegt, der sie wiederum in einen Schwerkraftfall versetzt, der sie der Presse des zweiten Arbeitsgangs näher bringt. Sie muss mit einem automatischen Teilezuführsystem ausgestattet sein, das mechanisch oder pneumatisch betätigt wird und mit dem Hub der Matrize synchronisiert ist.
Der zweite Vorgang beendet den Stecker und wandelt den anfänglichen Entwurf um. Abbildung 3 zeigt das aus dieser zweiten Operation resultierende Teil. Die Aufgaben dieser Operation sind wie folgt:
– Kalibrieren Sie die Wände des „U“ neu, um die korrekten Messungen zu bestätigen.
– Drehen Sie den äußeren Rand des Stopfens, so dass eine ringförmige Krümmung entsteht, die die Handhabung erleichtert, insbesondere beim Öffnen des Behälters, da sie als Hebel verwendet werden kann, um den Stopfen aus seiner Aufnahme im Ring zu ziehen.
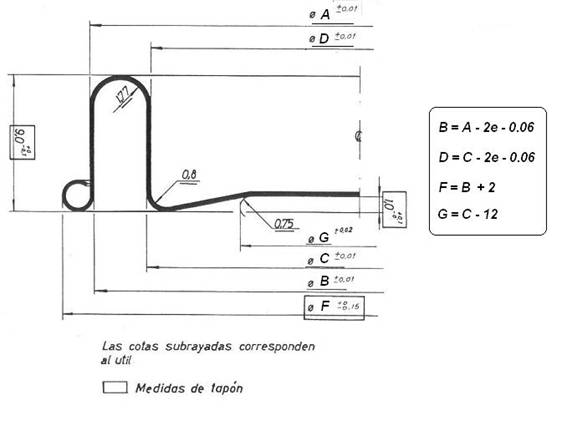
Bild Nr. 3: Ausschnitt der 2. Bedienung eines Peilsteckers
Auf der Zeichnung Nr. 3 wurden die verschiedenen Durchmesser mit den gleichen Buchstaben wie in der Zeichnung Nr. 1 bemaßt, mit Ausnahme des Außendurchmessers und der Mittelplatte, die unterschiedlich sind.
Rechts neben der Zeichnung befinden sich die Formeln für die Bestimmung der einzelnen Durchmesser, die teilweise mit denen der ersten Operation übereinstimmen. Die für dieses Beispiel geeigneten Höhen, die sich auf die für den ersten Vorgang angewandten beziehen, sind ebenfalls angegeben.
Sobald das Profil des Steckers definiert ist, fahren wir mit der Konstruktion des entsprechenden Werkzeugs fort. Es hat die oben genannten Aufgaben zu erfüllen. Abbildung Nr. 4 zeigt einen vertikalen Schnitt davon.
Es handelt sich um ein Umformwerkzeug, ohne Schneidfunktion. Dies vereinfacht seine Konstruktion etwas. Das 1. Arbeitsteil, das mit Hilfe des Vorschubs auf den unteren Teil des Werkzeugs geschoben wird, wird mit Hilfe eines Paares von Anschlägen, die die Trägheit der Bewegung der Skizze stoppen, richtig auf ihm positioniert. Siehe Teile Nr. 17 bis 21 in der Zeichnung. Diese beiden Anschläge befinden sich auf der gegenüberliegenden Seite des Werkstücks und sind 90º voneinander entfernt. Beim Absenken des Werkzeugoberteils werden sie durch die Wirkung einer schrägen Ebene, die sich an der Außenfläche von Teil Nr. 6 des Werkzeugoberteils befindet, zurückgezogen. Am Ende des Zyklus kehren sie durch die Wirkung der Feder Nr. 11 in ihre Ausgangsposition zurück.

Bild Nr. 2: Matrize für die zweite Operation der DF-Schließungen
Das Stück Nr. 16, das die äußere Locke bildet, kann mit einer Karkasse auf beiden Seiten hergestellt werden, um es umzudrehen, wenn die Karkasse bei der Arbeit verschleißt, wodurch die Lebensdauer der Karkasse verdoppelt wird. Teil Nr. 5 ist eine Unterlegscheibe, die es ermöglicht, durch Einwirkung auf ihre Höhe die Wirkung von Teil Nr. 7, dem Bügelauswerfer des Tampons, genau einzustellen.
Die Funktionsweise der Matrize ist relativ einfach und kann mit dem Studium der Zeichnung Nr. 4 nachvollzogen werden.
METALL
Unter Wiederholung dessen, was bereits für Ringe gesagt wurde, muss das für die Herstellung von Stopfen verwendete Weißblech oder TFS von geringer Härte und Dicke sein, um das Risiko von Rissen, Brüchen und übertriebenen Verformungen aufgrund innerer Spannungen dieses Materials auszuschließen. Für Verschlüsse von Behältern, die ½ bis 1 Liter Produkt enthalten sollen, wären geeignete Werte: T2-Härtung, Kaliber 0,24 bis 0,27 mm, d.h. zwei oder drei Hundertstel weniger als das für Ringe verwendete Material, da in diesem Fall die an das Metall gestellten Anforderungen etwas geringer sind. Die Beschichtung ist abhängig von der Aggressivität des einzuschließenden Produktes.
 Je nachhaltiger die Vorteile einer Dosenverpackung sind, desto eher wird sie vom Verbraucher gewählt.
Je nachhaltiger die Vorteile einer Dosenverpackung sind, desto eher wird sie vom Verbraucher gewählt.
 Empfehlungen für die Verwendung von leicht zu öffnenden Dosen
Empfehlungen für die Verwendung von leicht zu öffnenden Dosen
 STERBEN FÜR HINTERGRÜNDE
STERBEN FÜR HINTERGRÜNDE
 VERPACKUNG VON DECKELN UND BÖDEN
VERPACKUNG VON DECKELN UND BÖDEN
 SPRITZGIESSEN VON RUNDEN BÖDEN
VORBEUGENDE WARTUNG EINER KAPPENMATRIZE
SPRITZGIESSEN VON RUNDEN BÖDEN
VORBEUGENDE WARTUNG EINER KAPPENMATRIZE
 SPEZIALSTEMPEL FÜR HINTERGRÜNDE MIT EINGEARBEITETER LOCKE
SPEZIALSTEMPEL FÜR HINTERGRÜNDE MIT EINGEARBEITETER LOCKE
 VERWENDUNG VON UV-FARBEN
VERWENDUNG VON UV-FARBEN
 PRAKTIKEN FÜR DIE VERWENDUNG VON TFS
PRAKTIKEN FÜR DIE VERWENDUNG VON TFS



0 Comments