
ZUSAMMENFASSUNG
Neue Arbeit, innerhalb einer Reihe von ihnen, für Produktivitätsverbesserungen. Hier geht es darum, wie man auf einfache Art und Weise eine Presse für den ersten Arbeitsgang in einer Fertigungslinie für Wurstverpackungen manuell beschicken kann, und zwar mit einer beträchtlichen Einsparung von Metall.
EINLEITUNG
Die herkömmliche Methode zur Herstellung eines tiefgezogenen Behälters mit niedriger Höhe besteht darin, ihn in zwei Arbeitsgängen zu fertigen. In der ersten wird die Scheibe geschnitten, das Tiefziehen und die Formgebung des Profils ihres Bodens durchgeführt, d.h. es wird praktisch der ganze Behälter hergestellt. Aufgrund der ungleichmäßigen Dehnung des Weißblechs oder TFS hat der Flansch oder Rand des Weißblechs jedoch ein ungleichmäßiges Aussehen. Daher ist zum Beschneiden dieser Kante ein zweiter Arbeitsgang erforderlich, damit sie die richtige Größe hat und in allen ihren Teilen gleichmäßig ist.
Bei niedrigen Produktionsraten wird der erste Arbeitsgang in einer manuellen oder automatischen Presse durchgeführt, die mit einem Kurbelwellenhub und einem für Tiefzieharbeiten geeigneten Niederdrucksystem ausgestattet ist. Diese Presse wird mit Weißblechstreifen gefüttert, die beschnitten oder mit Übermaß versehen werden müssen, um ihre Handhabung in Bezug auf den entsprechenden Zuschnitt zum Befüllen des Behälters zu erleichtern. Dieser Beschnitt ist sowohl über die Breite der Bahn als auch über die Länge der Bahn, d. h. zwischen den Schnitten, erforderlich. Neben anderen Funktionen ermöglicht es, die Rückstände in einem Stück vom Band abzusaugen, ohne dass es zu Verstopfungen kommt. Dieser Überschuss erhält im Metallografie-Jargon verschiedene Namen wie: Beschnitt, Skelett, Spike, etc. Wenn der gefüllte Behälter rund ist, ist der Materialverlust aufgrund dieses Konzepts sehr wichtig. Siehe Abbildung Nr. 1:
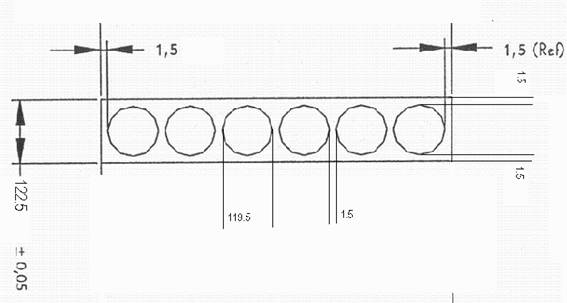
Abbildung Nr. 1 Beispiel für einen Ausschnitt in einem Streifen
Eine Möglichkeit, diesen Beschnitt zu reduzieren, besteht darin, die Bänder im Zickzack zu schneiden. Es ist die ideale, aber teure Lösung, da sie die richtigen Geräte und Werkzeuge erfordert. Es gibt noch eine andere, viel wirtschaftlichere Alternative, die wir nun näher erläutern. Er ist für kleine Installationen mit wenig Aktivität ausgelegt. Es müssen vier Elemente implementiert werden:
– Manuelle Presse in horizontaler Position.
– Streifen mit Sondermaßen geschnitten.
– Schwerkraftzuführung.
– Modifikation von Werkzeug und Anschlag.
Um dem Thema besser folgen zu können, werden wir dies anhand eines Beispiels tun. Nehmen wir an, dass wir eine Anlage zur Herstellung von Kleinserien eines tiefgezogenen Containers mit den Abmessungen RO 71,5 x 27 gemäß Zeichnung Nr. 2 herstellen wollen.
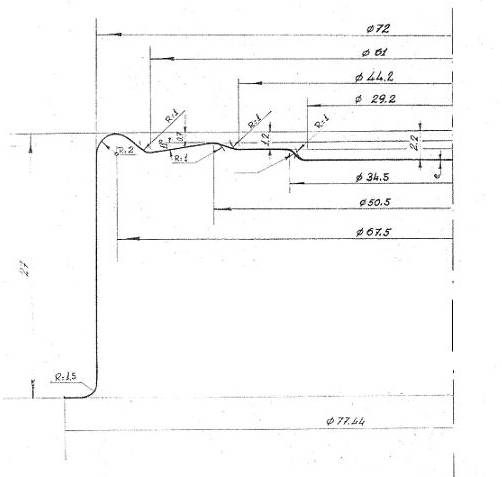
Bild Nr. 2: Tiefgezogener Container RO 71,5 x 27
PRESSE
Für den ersten Arbeitsgang benötigen wir eine Handpresse von ca. 40 Tm, mit einem Hub von mindestens 75 mm, ausgestattet mit einem pneumatischen Kissen, installiert in einer horizontalen Position. Letzteres ist für unseren Fall grundlegend. Die horizontale Position ist notwendig, um einen Bandvorschub in einer vertikalen Ebene zu ermöglichen, wie später noch erläutert wird.
Nicht alle Pressen können in die horizontale Position gekippt werden, aber mit einigen Modifikationen kann dies erreicht werden. Zum Beispiel durch Hinzufügen von hinteren Stützen oder Beinen, auf denen der hintere Teil des Pressenkörpers ruht.
Auf die übrigen Maschinen der Baureihe gehen wir nicht ein, da sie keine Besonderheit darstellen. Ein Beispiel für diese Art der Installation ist in Zeichnung Nr. 3 zu sehen.
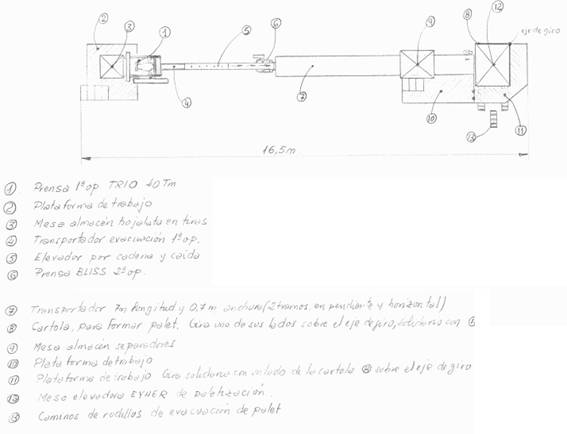
Abbildung Nr. 3: Kleine Wurstverpackungslinie
WEISSBLECHSTREIFEN-DESIGN
Um die Abmessungen des Blechs zu definieren, werden wir Folgendes berücksichtigen:
– Die Breite des Bandes wird kleiner sein als der Schnittdurchmesser des Tiefziehwerkzeugs. Ein akzeptables Lineal ist 1 mm weniger als der Schnitt. Da in unserem Beispiel der Schnitt 119,5 mm beträgt, sollte der Streifen 118,5 mm betragen. Das bedeutet eine wichtige Einsparung, denn unter normalen Bedingungen wäre es der Schnitt plus 3 mm. Dies entspricht einer Einsparung von 3,4 % in der Breite.
– Der Abstand oder Schritt zwischen Schlag und Schlag, wird genau der Schnitt sein. Das erspart uns das übliche Trimmen zwischen den Schnitten. Dies bedeutet eine Reduzierung von 1,25 % des Materials in der Länge.
– Mit diesen Voraussetzungen ermitteln wir das Schnittdiagramm und die passende Messergröße. In der Abbildung Nr. 4 stellen wir den unserem Beispiel entsprechenden dar.
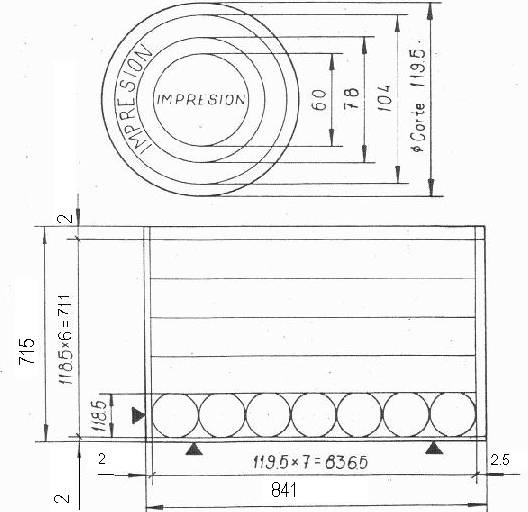
Bild Nr. 4: Schnittschema und Abmessungen von RO 71,5 x 27 Weißblech.
Wenn wir in diesem Fall diese Blechabmessung mit der vergleichen, die wir mit konventionellen Zuschnitten erhalten würden, übersteigt die Ersparnis 4,5 %, was ziemlich viel ist, wenn wir über die Kosten des Basisrohstoffs sprechen.
PRESSEFÜHRUNG
Um die Streifen der Presse zuzuführen, in unserem Beispiel mit den Maßen 118,5 x 836,5 mm, müssen wir folgende Aktionen durchführen:
– Bereiten Sie eine Plattform für den Bediener vor, die hoch genug ist, damit die Presse auf einem niedrigen Niveau steht. Das Werkzeug sollte etwa auf Kniehöhe sein. Auf diese Weise muss der Bediener, wenn er den Weißblechstreifen von der Palette nimmt, um ihn im Zuführkanal abzulegen, seine Arme nicht anheben, da dies zusätzliche Ermüdung verursachen würde.
– Der Bandeinzugsschacht oder -trichter wird vertikal montiert. Die vertikale Vorschubebene wird durch die Schnittkante des Einbaumessers definiert. Dieser Kanal wird durch einfache Führungen gebildet, die das Band in alle Richtungen außer nach unten steuern. Seine obere Öffnung hat die Form eines Trichters, um das Einführen des Bandes zu erleichtern. Der Bediener legt das Band im Korpus ab und lässt es dann los; das Band senkt sich bis zu einem Anschlag, zu dem es dann zurückgeführt wird. Wenn das Band sehr schwer ist, benötigt es möglicherweise leichte Bremsen, um seinen Fall abzufedern. Sie werden aus einem Material hergestellt, das den Lack des Bandes nicht zerkratzt oder beschädigt, wie z.B. Filz, Leder, usw… Abbildung Nr. 5 zeigt schematisch alle diese Komponenten.
– Auf der Plattform wird ein Tisch zur Aufnahme der Palette mit den geschnittenen Streifen aufgestellt. Der Bediener nimmt die Streifen einzeln auf und wirft sie in den Trichter. Es ist nicht notwendig, seinen Fall zu synchronisieren, denn wenn er zu früh fällt, stolpert er über den Stempel, der in diesem Moment den letzten Behälter des vorherigen Streifens füllt, und wartet, bis er sich erhebt, um sich über der Matrize zu positionieren. Wenn es ankommt, wenn der Stempel aufgeht. Der Anschlag stoppt ihn und er bleibt in der richtigen Position.
– Ein Behälter wird unter die Presse gestellt, um die herausfallenden Schnittteile aufzufangen.
– Eine Entladeführung nimmt die Behälter beim Verlassen der Matrize auf und legt sie auf dem Entladeband ab.
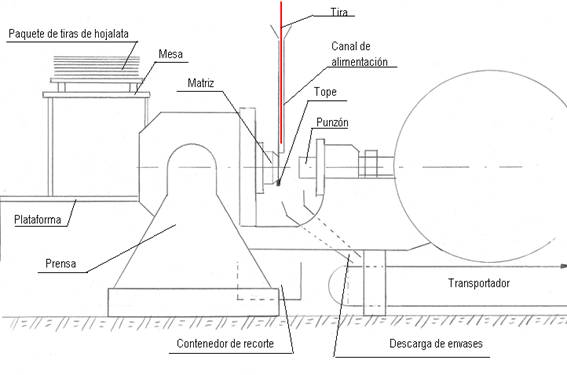
Bild Nr. 5: Presseinstallationsschema 1. Betrieb
Die Presse muss mit den entsprechenden Schutzvorrichtungen ausgestattet sein, um ihre Sicherheit zu gewährleisten, sowie mit einem Behälterauslass oder einer Staukontrolle.
ÄNDERUNG VON WERKZEUG UND ANSCHLAG
An der Unterseite des Werkzeugs muss ein Anschlag genau in Höhe der Schneide des Messers angebracht werden. Siehe Abbildung Nr. 5. Beim Absenken des Stempels reibt er sanft daran, ohne seine Schneidkante zu beschädigen. Auf diese Weise wird der Streifen bei jedem Stempelhub an drei Punkten unterbrochen. Ein Punkt wird mit der Oberseite zusammenfallen, d.h. im unteren Teil desselben, da bei der Herstellung des Schnittes, da es keinen Schnitt gibt, der Bruch erzeugt wird. Die beiden anderen Punkte werden auf beiden Seiten des Streifens positioniert, da ihre Breite kleiner ist als der Schnittdurchmesser.
Dadurch entstehen zwei Weißblechzuschnitte in Form von gebogenen Dreiecken, die unter den Entladeführungen des Containers in den Sammelbehälter fallen.
Wenn der Stempel angehoben wird, fällt der Weißblechstreifen wieder nach unten, und zwar auf einem Weg, der dem Schneiddurchmesser entspricht, bis der Stopper ihn stoppt, und der Zyklus wird wiederholt.
ERGEBNISSE
Auf diese einfache Weise wird ein doppeltes Ziel erreicht:
– Erzielen Sie akzeptable Materialeinsparungen
– Stellen Sie sicher, dass der Bediener kontinuierlich und komfortabel mit einem Trittpedal arbeitet, da sich seine Aufgabe darauf beschränkt, Streifen in den Führungstrichter fallen zu lassen. Dadurch ist es möglich, mit der maximal zulässigen Geschwindigkeit der Presse zu arbeiten.
 Zweite Hand vertikale Dosenwulstmaschine
Zweite Hand vertikale Dosenwulstmaschine
 AUTOMATISCHER BATTERIEDECKELAUSRICHTER
AUTOMATISCHER BATTERIEDECKELAUSRICHTER
 ZUFÜHRUNG ZUM AUTOMATISIEREN EINES MANUELLEN DOSENVERSCHLIESSERS FÜR BEHÄLTER ODER DOSEN
ZUFÜHRUNG ZUM AUTOMATISIEREN EINES MANUELLEN DOSENVERSCHLIESSERS FÜR BEHÄLTER ODER DOSEN
 MATRIZEN FÜR WURSTVERPACKUNGEN
MATRIZEN FÜR WURSTVERPACKUNGEN
 LINIE FÜR „FIESTA“-VERPACKUNGEN
LINIE FÜR „FIESTA“-VERPACKUNGEN
 VERPACKUNG AUF KLEINEN WURSTVERPACKUNGSLINIEN
VERPACKUNG AUF KLEINEN WURSTVERPACKUNGSLINIEN
 TIEFZIEHEN DURCH INVERTIERTES SYSTEM
TIEFZIEHEN DURCH INVERTIERTES SYSTEM
 VERPACKUNGSLINIE „ZWEI STÜCK DRD“.
VERPACKUNGSLINIE „ZWEI STÜCK DRD“.
 U-FÖRMIGE LINIE FÜR RECHTECKIGE KULISSEN
U-FÖRMIGE LINIE FÜR RECHTECKIGE KULISSEN
 BODENKRÄUSELUNG AN DER KLEBEMASCHINE
BODENKRÄUSELUNG AN DER KLEBEMASCHINE



0 Comments