
Es wird eine Methode zur Erstellung eines „Produktblattes“ entwickelt, die es ermöglicht, die entsprechenden Informationen für die korrekte Herstellung eines Behälters des Typs „Wurst“ mit niedriger Höhe zu erhalten.
EINLEITUNG
Wir haben bereits die Gründe besprochen, warum es sehr interessant ist, ein „Produktblatt“ zu haben, deshalb werden wir sie nicht noch einmal wiederholen, darüber können Sie die Arbeit konsultieren:
– Product Data Bulletin: Dreiteilige Verpackung
Aus Sicht der Produktion wird ein einfaches Material an der Maschine benötigt, aber mit möglichst vollständigen Informationen über das Produkt, das in diesem Moment hergestellt wird. Um diesen Bedarf zu decken, erstellt das Technische Büro das „Produktblatt“, in dem die erforderlichen Daten angegeben sind, damit in jeder Phase oder bei jedem Vorgang die notwendigen Informationen zur Verfügung stehen, um ihn ordnungsgemäß durchzuführen.
Im Falle der Herstellung eines Behälters vom Typ „Low Height Wurst“ wird er z. B. die Daten des Rohmaterials wiedergeben, von dem er ausgeht, und die Maßnahmen zur Herstellung des Behälters. In einigen Fällen haben diese Durchschnittswerte eine engere Toleranz, die bei der Einstellung der Maschine beachtet werden muss. Bei Serienfertigung ist ein größerer Toleranzbereich im gleichen Maß zulässig.
Ein wichtiges Kriterium, das bei der Erstellung des „Produktblattes“ beachtet werden muss, ist, dass die Maße oder Werte, die darin erscheinen und die während der Produktion von den Bedienern der Linie oder zuvor von den mechanischen Aufbereitern überwacht werden müssen, leicht zu bestimmen sind, ohne dass komplexe Geräte verwendet werden müssen, die eine gewisse Hingabe oder viel Zeit erfordern, da die Bediener in der Regel nicht über diese verfügen.
Auf die Definition eines „Produktblattes“ gehen wir im Detail ein. Dazu werden wir einen konkreten Fall verwenden.
PRODUKTBLATT EINER WURSTVERPACKUNG
Das Beispiel, das wir entwickeln werden, ist das eines sehr typischen Behälters für Fischkonserven: RO 170, d.h. er hat ein Fassungsvermögen von 170 c.c. mit einem Körperdurchmesser von 83 mm und einer Höhe von 37,5 mm. Der Wert 83 des Durchmessers ist nominal, da er tatsächlich nahe bei 83,7 mm liegt.
Abbildung Nr. 1 zeigt eine Übersicht über das „Produktblatt“ dieser Verpackung. Später werden wir auf die Details der einzelnen Abschnitte eingehen, aus denen es sich zusammensetzt. Bleiben wir vorerst bei der allgemeinen Konfiguration. Ein einziges Dokument spiegelt die grundlegenden Daten wider, die bei jedem der Schritte, die während des gesamten Prozesses durchgeführt werden, zu berücksichtigen sind, wie z. B.: Abschneiden des Blechs vom Coil, Schneiden in Streifen, Ziehen und Verpacken. In allen Fällen handelt es sich um Werte, die an den erhaltenen Elementen erreicht werden sollen und daher, obwohl sie direkt mit den Abmessungen der Werkzeuge verbunden sind, nicht unbedingt genau mit diesen übereinstimmen. Komplexere zu ermittelnde Daten, wie z. B. Lackbelastung, Schmierung usw., sind nicht vorgesehen. Diese Aufgaben sind eher für die Qualitätskontrolle geeignet.
Es gibt bestimmte Maße oder Werte, die doppelt berücksichtigt werden, einige, die bei der Einstellung der Maschine verwendet werden, und andere, die im Laufe der Fertigung erfüllt werden müssen. Diejenigen, die der Einstellung entsprechen, sind in der Zeichnung besonders gekennzeichnet. Die Maßnahmen, die in jedem Schritt als kritisch angesehen werden, sind mit einem Dreieck gekennzeichnet.
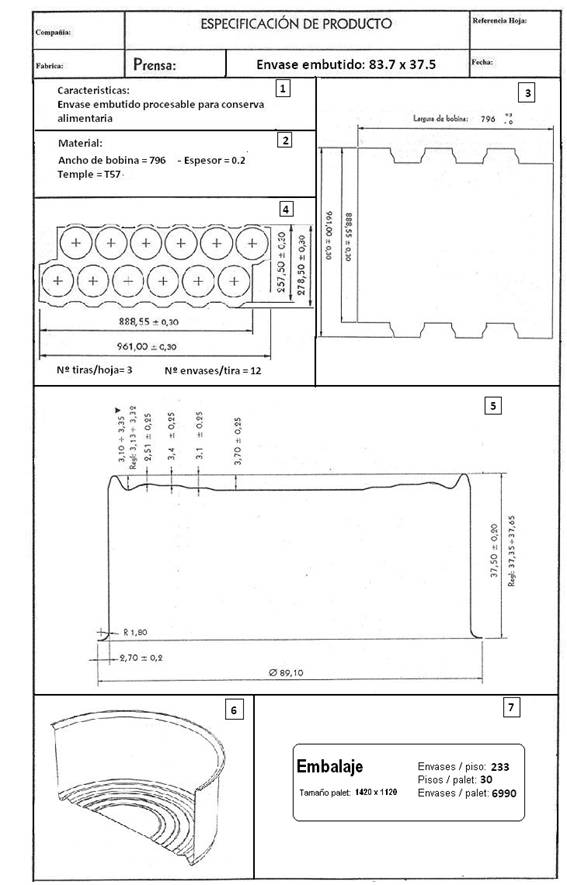
Abb. Nr.: Produktblatt des RO 170 Containers
Lassen Sie uns auf die Details der einzelnen Operationen eingehen.
In den ersten Feldern können Sie Identifikationsdaten eingeben, wie z. B.: Firma, Werk, Referenznummer des Blattes, Datum…
Das mit 1 gekennzeichnete Feld definiert das herzustellende Produkt und 2 definiert die Eigenschaften des Rohmaterials, d.h. des gewalzten Metallcoils.
SCHNEIDEN VON METALLSPULEN
Der erste Arbeitsgang besteht darin, das Coil in Bleche mit den richtigen Abmessungen zu schneiden. In der Beispielkarte ist das entsprechende Feld mit der Zahl 3 gekennzeichnet. Um die Schnittlinie auf die entsprechenden Maße einzustellen, sollte dieser Abschnitt angezeigt werden:
– Abmessungen und Dicke des Plattenmaterials
– Toleranzen, die angenommen werden können. Die Breite des Blechs stimmt mit der Breite des vom Stahlwerk gelieferten Coils überein.
Um die Qualität der Arbeit an einer Coil-Schneidanlage zu verfolgen, empfehlen wir Ihnen, den Artikel zu lesen:
Qualitätskontrolle an Bandspaltanlagen
BLADE SCHNEIDEN
Die lackierten und/oder lithographierten Bogenpakete gelangen in die Produktionslinie, wo der erste Arbeitsgang darin besteht, den Bogen in „gescrollte“ – zickzackförmige – Streifen zu schneiden, vorausgesetzt, die Linie ist mit einer Schere vom Typ „scroll“ ausgestattet. Dieser Vorgang kann separat oder auch auf einer Kreisschere in geraden Streifen durchgeführt werden.
In jedem Fall ist es notwendig, die detaillierten Eigenschaften des zu erhaltenden Bandes zu kennen. In unserem Beispiel sind sie in Feld Nr. 4 zu sehen. Der mittlere Streifen wird darauf gezeichnet, die an den Enden können eine gerade Kante haben.
Es kann auch vorkommen, dass die Presse mit einem vollen Bogen arbeitet, in diesem Fall gibt es diesen Vorgang nicht.
EMBUTITION
Unabhängig davon, ob es sich um eine Presse mit mehreren Werkzeugen oder um eine Einzelwerkzeugpresse handelt, ist es notwendig, die Maße zu kennen, mit denen man auf das Gerät einwirken kann. Im Falle eines tiefgezogenen Behälters reduzieren sich diese praktisch auf die Höhen, sowohl des Behälters als auch der verschiedenen Formteile des Bodenprofils des Behälters. Der Rest wird durch das Werkzeug bestimmt, und es ist nicht die Aufgabe der Produktionsabteilung, darauf einzuwirken.
Auf der Zeichnung Nr. 5 der Karte werden die verschiedenen Höhen notiert. Es ist zu beachten, dass die Gesamthöhe und die Tiefe des Bodenprofils einen doppelten Wert und eine doppelte Toleranz haben, die den Einstell- bzw. Produktionsdaten entsprechen.
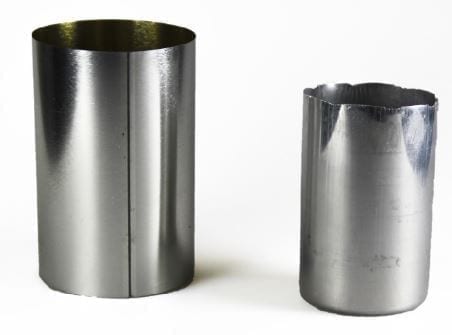
Das Tiefenmaß des Bodenprofils ist mit einem Dreieck gekennzeichnet, um darauf hinzuweisen, dass es sich um eine kritische Messung handelt. In diesem Fall, weil das Verhalten des Bodenprofils während des Prozesses mit seinem Entlastungsniveau verbunden ist.
Der Vorgang des Abschneidens des überschüssigen Materials, der den Außendurchmesser des Behälterflansches und den Wert des Flansches selbst definiert, kann ein nachfolgender und unabhängiger Vorgang sein, der sich in einer anderen Presse befindet, oder kann im gleichen Montagevorgang durchgeführt werden, wenn das Montagewerkzeug doppeltwirkend ist. Im Beispiel haben wir den zweiten Fall betrachtet und seine Daten werden in die Zeichnung des Zeichenvorgangs übernommen.
KOMPLEMENTE
Das Produktblatt kann mit einer Zeichnung des zu beschaffenden Behälters, siehe Kasten 6, und mit Angaben zu seiner Verpackung, siehe Kasten 7, ergänzt werden.
Es können auch andere Daten aufgenommen werden, wie z. B.: Schnittwert der Ziehmatrize, zu verwendende Schmierung (Art und Belastung), usw.
 ECOEMBES ENTWICKELT EINEN NEUEN INTELLIGENTEN GELBEN CONTAINER
ECOEMBES ENTWICKELT EINEN NEUEN INTELLIGENTEN GELBEN CONTAINER
 VUELCA FACIL® , EINE NEUE REVOLUTION IN DER WELT DER VERPACKUNG
VUELCA FACIL® , EINE NEUE REVOLUTION IN DER WELT DER VERPACKUNG
 Maschinen Dosen Spam
Maschinen Dosen Spam
 MATRIZEN FÜR WURSTVERPACKUNGEN
MATRIZEN FÜR WURSTVERPACKUNGEN
 PRODUKTDATENBLATT: VERPACKUNG „DREI STÜCK“.
PRODUKTDATENBLATT: VERPACKUNG „DREI STÜCK“.
 DICHTUNGEN FÜR WURSTBEHÄLTER
DICHTUNGEN FÜR WURSTBEHÄLTER
 DWI ZWEITEILIGE BEHÄLTER
DWI ZWEITEILIGE BEHÄLTER
 VERGLEICH ZWISCHEN 2- UND 3-TEILIGER VERPACKUNG
VERGLEICH ZWISCHEN 2- UND 3-TEILIGER VERPACKUNG
 ÜBERKAPPEN UND STÜLPDECKEL FÜR METALLBEHÄLTER
ÜBERKAPPEN UND STÜLPDECKEL FÜR METALLBEHÄLTER
 PRODUKTDATENBLATT: DECKEL
PRODUKTDATENBLATT: DECKEL



0 Comments