
مقدمة إلى النحاس واير
مع إدخال اللحام الكهربائي كيف وسيلة مناسبة لحام اللحام الجانبي في أجسام الحاويات “ثلاثية القطع” أصبح النحاس مادة خام مهمة لهذه الصناعة.
اليوم ، ينتشر استخدامه على نطاق واسع في آلات اللحام ، المستخدمة لتصنيع أجسام الحاويات ، المستخدمة لاحتواء المنتجات المعلبة أو المعالجة أو المضغوطة التي تتطلب درجة عالية من الضيق إنها مادة باهظة الثمن ، لذا يجب أن تكون مراقبة كميتها وجودتها صعبة للغاية .
الخصائص العامة لسلك الشركة بري
النحاس ، برمزه Cu ، هو أحد المعادن الأكثر استخدامًا من قبل الإنسان ، وله مظهر معدني ولونه بني محمر. تبلغ درجة انصهاره 1،083 درجة مئوية وكثافة 8.9 جم / سم 3.
من بين خصائصها ، لها الموصلية العالية الحرارة والكهرباء ، المقاومة للتآكل وكذلك ليونة وليونة . بسبب الموصلية الفائقة للنحاس ، التي تأتي في المرتبة الثانية بعد الفضة ، فإن الاستخدام الأكثر انتشارًا للنحاس هو في الصناعة الكهربائية. تسمح ليونتها بتحويلها إلى كبلات من أي قطر من 0.025 مم. تبلغ قوة الشد للسلك النحاسي المسحوب حوالي 4200 كجم / سم 2.
استغلال من سلك الشركة بري
يتم توفير النحاس المستخدم في قطاع الرسم المعدني على شكل سلك ذو مقطع دائري. يتم استخدامه بأقطار مختلفة. الأكثر شيوعًا هي:
– قطر 1.50 مم. (القسم 1.76 مم 2). يتم استخدامه في آلات الجيل الأول اليدوية أو شبه الأوتوماتيكية.
– قطر 1.38 ملم. (القسم 1.50 مم 2). شائع في آلات الجيل الثاني. نوع تلقائي وسرعة إنتاج متوسطة.
– قطر 1.20 مم. (القسم 1.13 مم 2). يتم استخدامه في الآلات الأوتوماتيكية عالية السرعة من الجيل الثالث.
يعمل كقطب كهربائي متحرك ، يتحرك بنفس سرعة الحاوية. في ال الشكل رقم 1 يتم تمثيل مسار الأسلاك النحاسية بشكل تخطيطي ، من الملف “A” إلى حزمة اللحام الداخلية “B” ، باتباع الحزم الخارجي “E” ، إلى ترسب السلك المفروم “D”. المنطقة “C” تتوافق مع منطقة اللحام في جسم الحاوية.
الشكل رقم 1. رسم تخطيطي عام لمسار السلك في آلة اللحام
لزيادة سطح التلامس ، تم تحديده في آلة لحام ، قبل منطقة اللحام. وبهذه الطريقة يتحول قسمها من دائري إلى بيضاوي الشكل ، أو بالأحرى مستطيل بزوايا دائرية. يتطابق هذا الشكل مع أخاديد عجلتي اللحام.
نفس السلك يمر عبر نقطة اللحام مرتين. أ من الداخل والآخر من الخارج ، في كل مرة يظهر وجه مختلف. الدائرة الفعلية التي يديرها معقدة للغاية. في ال الشكل رقم 2 يتم تمثيل الدائرة التي يغطيها السلك كما هي في الواقع في آلة أوتوماتيكية نموذجية (نوع Soudronic FBB)
الشكل رقم 2. دائرة الأسلاك الحقيقية في آلة اللحام
في ذلك ، يمكن تمييز سلسلة من الآليات ، مثل ، من بين أمور أخرى:
– فرامل الخيط: البكرات 1 و 2 و 3.
– منظفات الخيط (2): الأجهزة 4 و 10.
– مكشطة القصدير: الجهاز 18
– جهاز التعريف الإهليلجي: جهاز بين البكرتين 6 و 7.
– المعوض المتحرك: بكرة 8.
– نظام تبريد الأسلاك: بكرة 22.
– تعديل. بكرة مدببة 26.
– الموتر المتحرك: بكرة 31
– مفرمة الخيط: بكرة 33
خصائص محددة لصناعة التعبئة والتغليف
النحاس المستخدم في آلات لحام الحاوية الكهربائية يجب أن يفي بخصائص خاصة من النقاء والصلابة والمقاومة والنظافة . هم مرتبطون بـ:
– وظيفتها كقطب لحام: المقاومة الكهربائية ، التمدد ، التنظيف ، إلخ.
– وظيفتها كعنصر ميكانيكي في الحركة تخضع للجهود: الصلابة ، الحد المرن ، الاستطالة …
كما هو موضح في الشكل 2 ، المسار معقد للغاية ، لذلك إذا انكسر الخيط ، فإنه يعد مضيعة للوقت لإعادة الخيط ، لذلك من المهم للغاية أن تكون جودته مناسبة هذه المهمة. لذلك ، يجب أن تكون خصائصها معروفة تمامًا ومطلوبة من المورد.
تنعكس بطريقة مبسطة في ما يلي.
معالجة الأسلاك النحاسية
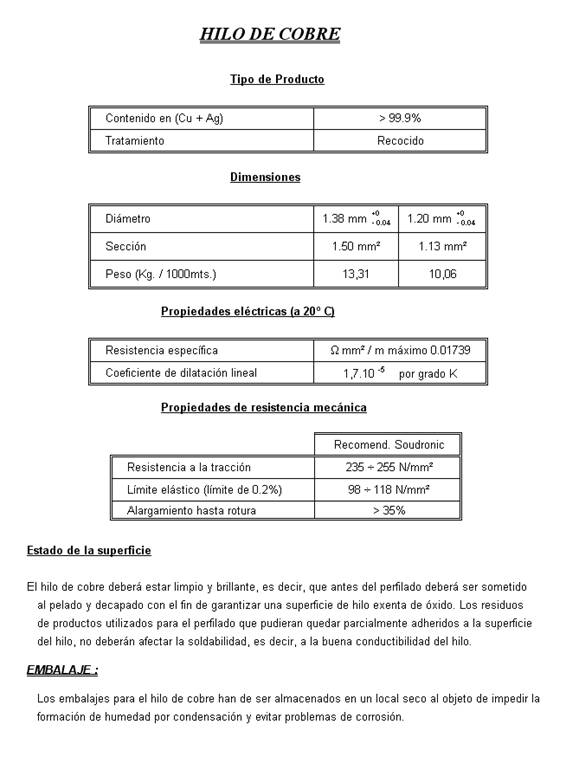
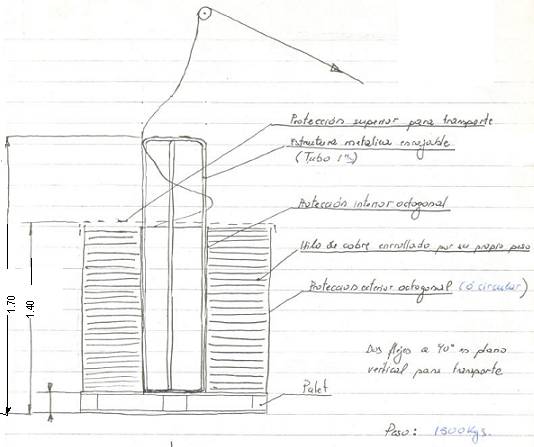
عادةً ما يقوم مصنعو الأسلاك النحاسية بتزويدها في شكل ملفات محمية بالكرتون والعبوات البلاستيكية ، يتم ترسيبها على منصات نقالة. انظر الشكل رقم 3

الشكل رقم 3 – ملف معبأ
يتم وضع هذه الملفات في رأس الخطوط ، حيث يسهل الوصول إليها ، ومن هناك ، من خلال البكرات الهوائية ، يتم نقلها إلى آلة اللحام. انظر الشكل 4.
الشكل رقم 4. مخطط لفائف على رأس الخط
لتجنب السحب المفاجئ للسلك ، أثناء بدء تشغيل آلة اللحام وتشغيلها ، مما قد يؤدي إلى كسرها ، من الضروري القيام بذلك قم بتمرير الخيط ، عند مخرج الملف ، عبر بكرة مثبتة على شداد مرن ، محملة على نوابض . بهذه الطريقة يصبح الركوب أكثر سلاسة ، حيث تمتص الينابيع الاهتزازات في الدائرة. انظر الشكل رقم 5
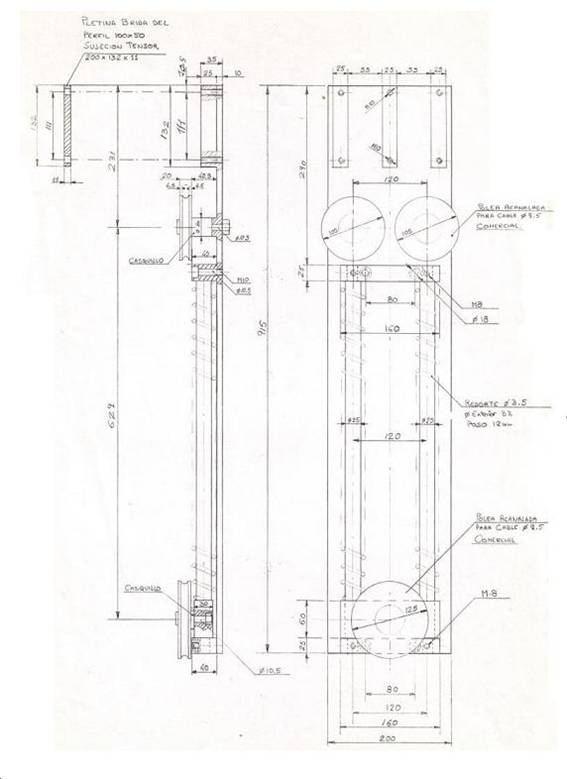
الشكل رقم 5. الموتر المرن
بعد الاستعمال، يتم تقطيع الغزل وتخزينه في عبوات مناسبة . التكلفة العالية للخيط تعني أن الخردة الناتجة يتم الاعتناء بها بعناية ، ضمان إعادتها في ظروف مناسبة إلى المسترد ، الذي سيتقاضى عادةً سعرًا لكل Kgr مسترد ، بالإضافة إلى مقدار الخسائر الناتجة عن الخسائر في العملية ، معبرًا عنها كنسبة مئوية من الكمية.














0 تعليق