
ملخص
وصف تصميم وأبعاد رأس لفلانجر – آلة حز بالإجراءات الروتينية.
المقدمة
أقدم طريقة لتقليل نهايات جسم الحاوية ذات الشكل الدائري هي استخدام السدادة القطنية. لقد قمنا بالفعل بتغطية هذا الإجراء في المقالة العامة حول الإحراز:
بهذه الطريقة ليست الطريقة الوحيدة ، فمن الممكن تنفيذ هذه الطريقة عن طريق إجراء آخر. وهو يتألف من تطبيق خارجي ، في نهاية الجسم ، بكرة أو لفة بمظهر جانبي خاص ، مما يشوه المعدن إلى الداخل ، ويطوي فوق الرأس. مع هذا الإجراء ، يتم إجراء تقليل قطر فوهة الحاوية وشفة الحافة في وقت واحد لإغلاقها لاحقًا. انظر الشكل رقم 1. في العمل “حاويات جاهزة” المذكورة أعلاه ، ناقشنا بالفعل بإيجاز طريقة التحزيز هذه ، والآن سنقوم بذلك من وجهة نظر تصميم الأدوات الخاصة بك.
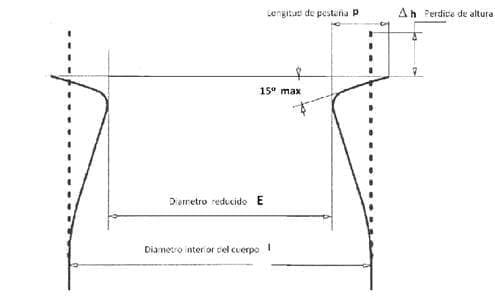
الشكل رقم 1: حاوية مسننة وشفة للفة
يتم تثبيت أسطوانة الدفع على ذراع متأرجح ، والذي يقترب في كل دورة من جسم الحاوية ليتم تحزيزه وتدويره على محوره.
يتكون الرأس من القطع التالية:
– حلقة خارجية لها درجة على وجهها الداخلي مما يحد من طول الشفة وذلك بعمل نفس التوقف في هذه الخطوة.
– مغزل مركزي ، يتم تركيب نهاية الحاوية عليه في بداية الدورة.
– دعامة داخلية ، على شكل مخروط مقطوع ، يحد وجهه الجانبي من القطر المخفض (R) للحاوية وتستند عليه المادة المدفوعة بواسطة الأسطوانة.
انظر الشكل رقم 2
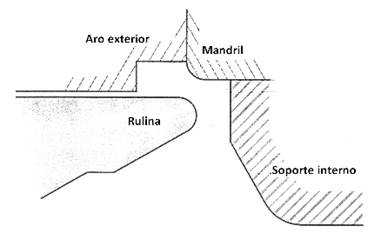
شكل رقم 2: مخطط رأس التحزيز والتشفيه لكل لفة
التطبيقات
التطبيق الأكثر استخدامًا هو تصنيع الحاويات التي تحتوي على المشروبات ، وهي العبوات الشعبية “المكونة من قطعتين”. في نفوسهم من الضروري فقط الشق والحافة نهاية واحدة. سواء كانت مصنوعة من الصفيح أو الألومنيوم ، فمن الممكن تطبيق هذه التقنية. يعمل الفريق الذي يقوم بالعملية مع الحاوية في وضع عمودي.
كما أنها تستخدم في بناء حاويات الأيروسول من “ثلاث قطع” ، وفي هذه الحالة عند كلا الطرفين ، مما يسهل احتمالية أن يكون لكل منهما قطر مختلف. هنا ، الشيء الطبيعي هو أنها آلات تعمل مع الحاويات في وضع أفقي.
عملية حسابية
يشار إلى الأبعاد الرئيسية التي تحدد رأس شفة في الرسم رقم 3. القيم التي تسمح بتعريفها هي:
قائمة التدريب:
الراديو ر يمكن أن تحتوي أعمال هذه اللفة على المبالغ التالية:
– للحاويات ذات القطر الاسمي 2.45 فلانشة< من 83. R = 1 مم
– للحاويات ذات القطر الاسمي 2.70 فلانشة > من 83. R = 1.4 مم
رئيس:
– الطوق الخارجي:
o قطر خطوة التحديد د 2 :
- D2 = القطر الاسمي للحاوية (E) + 2 ضعف طول الشفة (ع). (انظر الشكل رقم 1)
س ارتفاع الخطوة H2 :
- H2 = 0.25 مم للحاوية ذات القطر الاسمي< 83 ملم
- H2 = 0.40 مم للحاوية ذات القطر الاسمي> 83 ملم
– توسيط تشاك:
س القطر الخارجي للظرف د 3 :
- D3 = القطر الداخلي لجسم الحاوية (I) + 0.08 مم
o فرق الارتفاع بين المغزل والحلقة الخارجية H1 :
- H1 = 0.10 مم للحاوية ذات القطر الاسمي< 83 ملم
- H1 = 0.20 مم للحاوية ذات القطر الاسمي> 83 ملم
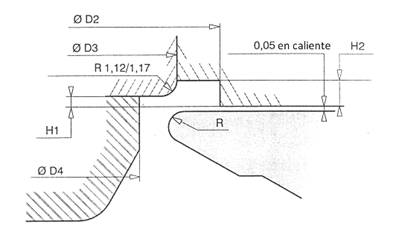
شكل رقم 3: الأبعاد الأساسية لرأس الحافة لكل بكرة
– الدعم الداخلي:
س القطر الخارجي د 4 :
- D4 = القطر الاسمي للحاوية – 0.10 مم
يتم فرض باقي القياسات من خلال أبعاد الماكينة والذوق الرفيع للمصمم.













0 Comments