
دراسة الخصائص والأبعاد والمعدات اللازمة لتصنيع قباب حاويات الأيروسول.
المقدمة
تعتبر حاويات الأيروسول جزءًا من حياتنا ، وطوال أي يوم ، سنستخدمها بالتأكيد في عدة مناسبات. مجالات التطبيق متعددة: النظافة الشخصية ، العطور ، تنظيف المنزل ، البستنة ، الاستخدامات الصناعية ، الصحة … هناك معدن – صفيح أو ألمنيوم – وزجاج. الأكثر استخدامًا هي الأولى في إصدارها من القصدير.
تتميز حاوية الأيروسول بغطاء علوي على شكل قبة يؤدي وظائف عديدة:
– يقدم مقاومة عالية للضغط الداخلي
– يعمل كدعم لصمام القياس
– استخدم كمرساة للغطاء البلاستيكي
– إعطاء تكوين جميل من الناحية الجمالية للكل.
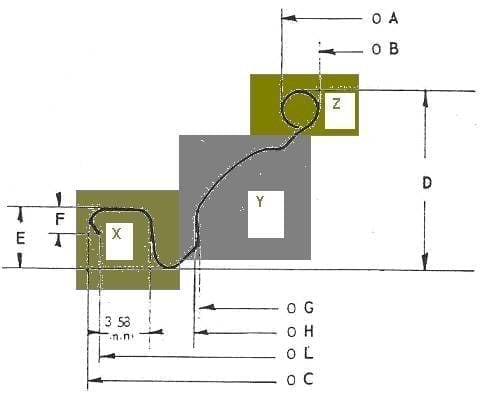
يُطلق على غطاء القبة هذا أيضًا اسم مخروط وتتميز فيه الأجزاء التالية:
– X.- منطقة الإغلاق ، والتي تشمل الجناح والوعاء ، تشبه تلك الموجودة في الغطاء التقليدي. يستعمل لعمل الإغلاق – الإتحاد – بالجسم. الغطاء البلاستيكي معلق على نفسه
– Y.-Dome نفسها مما يعطيها مقاومة كافية للضغط الداخلي
– Z.- فتحة مركزية قطرها بوصة واحدة – 25.4 مم – لإيواء الصمام.
انظر الشكل رقم 1:
سنقوم في هذا البحث بشرح مواصفات المواد الخام وعملية تصنيع هذه القباب ، مع التركيز حصريًا على حاويات الأيروسول المصنوعة من الصفيح.
تحديد
تتكون علب الهباء الجوي المصنوعة من القصدير باستخدام تقنية “3 قطع” من جسم أسطواني وقاع وقبة. في الوقت الحاضر ، يتم تصنيعها بالكامل تقريبًا من النوع المناسب ، أي مع تقليل كلا الطرفين. الأقطار الأكثر شيوعًا هي:
القبة السفلية للجسم
45 42 41
49 47 45
52 50 48
57 54 52
65 63 60
بمعنى آخر ، هناك خمسة أقطار مختلفة من القباب في السوق. السبب في أن قطرها أصغر من قطر قاع الحاوية هو أنه بمجرد وضع الغطاء البلاستيكي على القبة ، يكون القطر الخارجي للتجميع هو نفسه في جميع مناطق الحاوية.
تختلف مواصفات أقطار المخروط المختلفة عن بعضها البعض. دعنا نرى الأهم:
القصدير: يتم استخدام الصفيح المقصدري Low E 2.8 / 2.8 في تصنيعه ، حيث يتم دائمًا استخدام نفس الصفيح المطلي على كلا الجانبين. يجب أن يكون المزاج منخفضًا بسبب مستوى معين من الحشو ؛ T – 57 يعمل بشكل جيد. السماكات مرتبطة بالقطر. يمكن أخذ القيم الإرشادية:
سمك المخروط (مم)
41 0.28 – 0.30
45 0.28 – 0.30
48 0.29 – 0.31
52 0.30 – 0.32
60 0.33 – 0.35
التلميع:
الخارج : تم استخدام ثلاثة بدائل وهي بيضاء وذهبية وعديمة اللون.
أبيض :
ورنيش تثبيت إيبوكسي تمريرة أولى (وزن الفيلم حوالي 1.2 جرام / م 2)
طلاء أكريليك أبيض تمرير ثاني (وزن الفيلم حوالي 13 جرام / م 2)
يمكن طباعة نصوص الطباعة الحجرية أو الزخارف البسيطة الأخرى ، دائمًا في الجزء السفلي من القبة ، حيث يكون التشوه أثناء الرسم أقل
ورنيش تشطيب إيبوكسي للمرحلة الثالثة (وزن الفيلم حوالي 4 جرام / م 2)
ذهبي:
ورنيش إيبوكسي فينول ذهبي ممر واحد (وزن الفيلم حوالي 6.5 جرام / م 2)
عديم اللون:
ورنيش إيبوكسي يوريا عديم اللون (وزن الفيلم حوالي 5.5 جرام / م 2)
داخل: يمكن أن يكون دائمًا ذهبيًا
الورنيش الذهبي الايبوكسي الفينول التمريرة الأولى (وزن الفيلم حوالي 5.5 غرام / م 2)
الورنيش الذهبي الايبوكسي الفينول التمريرة الثانية (وزن الفيلم حوالي 5.5 غرام / م 2)
مشمع :
بمجرد أن يتم تشحيم عبوات الصفيحة المطلية بالورنيش بالبارافين على جانبي الورقة لتحمل عملية السحب بشكل جيد. يتم ذلك في آلة البارافين التي تضع طبقة رقيقة من الشمع المنصهر من خلال فوهات الرش التي تعمل بالهواء المضغوط. الحمل المناسب للتطبيق هو 0.14 غرام / م 2 + 0.4
محكمة:
اعتمادًا على المعدات المتاحة للتصنيع ، يتم تقطيع الألواح إلى شرائح ملفوفة لتثقب في أدوات مفردة أو مزدوجة أو متعددة. الحالة الأكثر طبيعية هي شريط مزدوج لتغذية مكبس العملية الأول – أو السحب العميق – والذي بدوره سيوفر أجزاء لمكابس النقل.
عمليات التصنيع :
يتم تكوين القباب بشكل تدريجي ، في العديد من العمليات ، من شرائح المواد المسطحة. يختلف عدد الخطوات حسب التصميم نفسه وحجمه. الشيء الأكثر شيوعًا هو أنه يتم تنفيذه في حوالي 7 أو 8 مراحل ، منها الأولى هي عمل رسم مرسوم في المطبعة ، أما الخمس أو السادسة التالية – التي يتم تنفيذها عند النقل – فتشكل القبة وآخر تجعيد الشعر الحافة. في وقت لاحق يتم تنفيذ التهام الجناح. يوضح الشكل 2 الدورة الكاملة في جميع عملياتها.
![]()
شكل رقم 2: تسلسل تصنيع القبة
لمتابعة كل مرحلة من هذه المراحل خطوة بخطوة ، سنأخذ مثالًا ملموسًا على القبة. لقد اخترنا النوع الذي يبلغ قطره الاسمي 48 ملم لأنه من أكثر الأنواع استخدامًا في السوق.
العملية الأولى :
يتم تنفيذه كما أشرنا بالفعل في مكبس تصنيع غطاء أوتوماتيكي تقليدي ، يتم تغذيته بشرائط. يتعلق الأمر بحشو وعاء معدني ، والذي يكون بمثابة رسم تخطيطي ، بما يكفي من المواد لتهيئة القبة بالحشوة الضرورية التي تتطلبها. يقدم الشكل 3 تصميمًا محتملاً لهذه المرحلة.
الشكل 3: عملية القبة الأولى ضياء. 48
العملية الثانية:
عادة ما يكون هذا هو أول ما يتم إجراؤه على مكبس النقل. في ذلك ، يتم تشكيل الكأس المخروطي – والذي يتم من خلاله تحديد الحجم الاسمي للمخروط – ، بالإضافة إلى ذلك ، يبدأ شكل قبة الجزء ومنطقة تثبيت الصمام. لها تشابه معين مع قبعة. انظر الشكل 4.
الشكل 4: اليوم الثاني لعملية القبة. 48
العملية الثالثة
العملية التالية على النقل ، حيث يتم الانتهاء من منطقة القبة ويتم الانتهاء من نقش “المدخنة” العلوية ، والتي ستؤدي إلى موقع الصمام. تظل منطقة الجرافة دون تغيير. في هذه العملية ، يتم الوصول إلى الحد الأقصى المتوقع للحشو. انظر الرسم 5.
الشكل 5: يوم عمل القبة الثالث. 48
العملية الرابعة
ثالثًا في النقل ، يهدف إلى عمل ثقب في الجزء الأفقي العلوي من “المدخنة”. في حالتنا ، يبلغ قطرها 23.37 مم وتنتهي بكامل محيطها بنصف قطر 1.5 مم تقريبًا ، والذي يتصل بالجدار العمودي. من هذا سيتم إعداد مقعد الصمام. انظر الشكل 6. من المهم جدًا أن يتم قطع هذه الفتحة بشكل نظيف ، دون توليد نتوءات على حافتها.
الشكل 6: يوم عمل القبة الرابعة. 48
تتم إزالة قرص القطع من أسفل الأداة. لتسهيل خروجه ، يتم ضربه في منتصفه وقت القطع بحيث يأخذ شكل وعاء وبالتالي يقلل قطره.
العملية الخامسة
الرابع حول النقل. يتم تنفيذ عملين فيه:
- أ) قم بقص المادة الزائدة التي ظلت بشكل غير منتظم على الحافة الخارجية للقطعة خارجيًا. أثناء الرسم ، واتباع اتجاه التدحرج للصلب ، حدث استطالة للحبيبات ، والتي تنعكس في عدم انتظام حافة القطع الخارجية. المخالفات التي يتم التخلص منها عند قص هذا الفتح على شكل حلقة. لإخلاء هذه الحلقة ، يتم تزويد القالب لهذه العملية بشفرات خارجية صغيرة تقطعها إلى عدة قطع تسقط على جوانب المكبس ،
- ب) قف في وضع مستقيم ، وقم بالحديد وقم بتصفيح حافة القطع الداخلية برفق لتحضيرها للعملية التالية. عادة ما يكون هذا الإجراء حاسمًا للسماح بتجعيد الشعر جيدًا بعد ذلك.
انظر الشكل رقم 7.
شكل رقم 7: يوم عمل القبة الخامسة. 48
العملية السادسة
إنها الخطوة الأخيرة في مكبس النقل. يتم تقديم عرضين فيه:
- أ) الجناح الخارجي للقبة ، والذي ظل مستويًا حتى الآن ، منحنٍ عند 90 درجة ، مشكلاً التفافًا خارجيًا للمخروط. إنها عملية مماثلة لتلك التي يتم إجراؤها على غطاء أي حاوية معدنية.
- ب) يلتف الجدار العمودي لـ “المدخنة” للخارج ، مكونًا حلقة يتم تركيب صمام الناشر عليها على أرضية حشو الحاوية. الثقب الذي تحدده هذه الحلقة معياري بقيمة بوصة واحدة (25.4 مم)
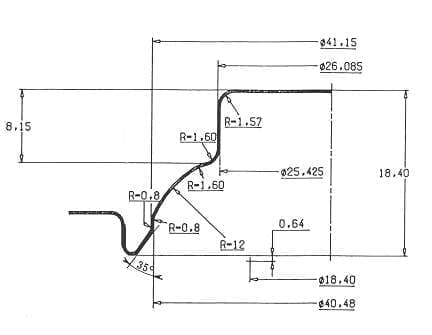
يوضح الشكل 8 تفاصيل الجزء الذي يخرج من مكبس النقل ، بمجرد تنفيذ هذه العملية.
الشكل رقم 8 : يوم عمل القبة السادسة. 48
العملية السابعة
ميكانيكيًا ، لتشكيل المخروط ، يبقى فقط إمالة الضفيرة الخارجية إلى الداخل. يتم تنفيذ هذه المرحلة في آلة تجعيد مطبقة عند خروج مكبس النقل. في حالة القبة الـ 48 التي نتبعها ، ستعطينا قطرًا خارجيًا يبلغ 57.80 ملم بارتفاع ملتف يبلغ 2.1 تقريبًا. الملف الشخصي المناسب لحلق الأداة لعمل تجعيد المخروط هو الموضح في الشكل 9.
الشكل رقم 9: ملف تعريف لف القباب
العملية الثامنة
يبقى فقط تطبيق المركب على الجزء الداخلي من الجناح في علكة مثبتة بعد مكواة الشباك. عادةً ما تكون العلكة المستخدمة من النوع “المعتمد على الماء” ، وتحتوي على نسبة عالية من المواد الصلبة ، والتي تحتاج فقط إلى حزام رباط مخبوز للتجفيف.
التثبيت للتصنيع
لقد قمنا بالفعل بإدراج كل الآلات الضرورية في وصف مواصفات كل مرحلة من مراحل تصنيع القباب. لكننا الآن سنعود إليهم ، مع التركيز أكثر على خصائص الآلات.
يتطلب إنتاج الأقماع مجموعتين من المعدات:
– مرافق الاستخدام الشائعة لتطبيقات مختلفة:
o خط قطع لفائف الصفيح
o خطوط التلميع والطباعة
o البارافين
س التمرير المقصات
نظرًا لأنها معدات عامة ، لها تطبيقات متعددة ، فلن ندخلها لأنها معروفة جيدًا.
– مرافق خاصة بصناعة القباب
o مكبس تلقائي غريب الأطوار
س نقل الصحافة
أو حديد الشباك
يا جومر
تتطلب هذه الفرق خصائص خاصة سنشرحها بالتفصيل أدناه.
مع كل منهم ، يتم تركيب خط تصنيع مخروطي ، يمكن أن يكون موقعه كما هو موضح في الشكل 10.
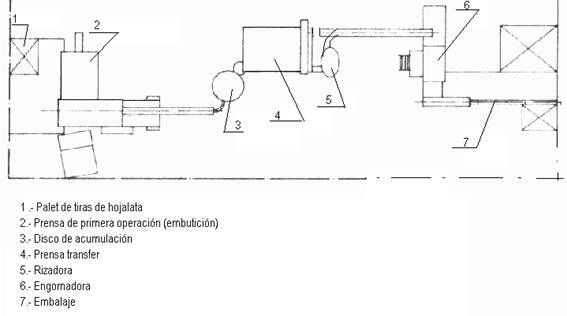
الشكل رقم 10: تنفيذ خط تصنيع القبة
في الصورة رقم 11 ، يتم تقديم إمكانية أخرى للتثبيت. في هذه الحالة ، يتم دمج مقص التمرير في الخط بتفانٍ حصري – الآلة في المقام الأول – ويتم الاستغناء عن مكبس التشغيل الأول ، حيث يتم تنفيذه على مكبس النقل الذي يتم تغذيته مباشرةً من نطاقات من مقص التمرير. تظهر مكبس النقل في وسط الصورة. في الجزء السفلي منه يمكنك رؤية العلكة.

شكل رقم 11: تركيب مبسط لتصنيع القبة
الصحافة العملية الأولى:
لتنفيذ عملية الحشو الأولى – كما هو مذكور أعلاه – من المعتاد استخدام مكبس أوتوماتيكي ذي رأس منحنية ، مزود بوحدة تغذية شريط المواد ، والأسباب مختلفة:
– نظرًا لكونه جهازًا سريعًا ، فمن الممكن بضغطة واحدة تغذية القطع بعدة عمليات نقل لأن الأخير يكون أبطأ بكثير.
– يبسط خصائص مكابس النقل الضرورية. هذه الأخيرة هي معدات باهظة الثمن وبسبب عدم إجراء عملية الحشو عليها ، فإنها تقلل من احتياجها للطاقة وعدد العمليات ، مما يجعل المعدات أرخص.
يجب أن يكون لمكبس التشغيل الأول ضربة عالية للسماح بحشو الجزء وإخراجه بشكل صحيح ، وهذا هو السبب في أن مكبس تصنيع الغطاء القياسي لا يستحق ذلك في العادة. يمكن أن تعمل بأداة ثقب مزدوجة ، مما يزيد من قدرتها على التوريد لعدة عمليات نقل.
تحويل
إنها الآلة الأساسية لهذا التثبيت. التغذية من مكبس التشغيل الأول ، مع مخزن مؤقت للقطع الوسيطة للتعويض عن التوقفات الصغيرة ، يجب أن تحتوي على 5 خطوات على الأقل.
يمكن أن تكون الخصائص الأساسية لهذه المطبعة:
– قوة 40 متر
– عدد المحطات من 6 الى 10
– المسافة بين المحطات 125 إلى 150 مم
– شوط 130 ملم
– السرعة من 100 إلى 140 ضربة / دقيقة
يمكنك أيضًا اختيار الاستغناء عن عملية الضغط الأولى والتغذية مباشرة إلى نقل الحزام كما هو موضح بالفعل. يمكن أن يكون هذا الحل جيدًا عندما تتم تغطية احتياجات الإنتاج بضغطة نقل واحدة. تُظهر الصورة 12 ضغطًا على هذه الخصائص ، مع مجلة شريطية مدمجة.

الشكل رقم 12: مكبس نقل بخزنة شريطية.
مكواة التجعيد
تقع عند مخرج مكبس النقل ، وتجمع إنتاجها عن طريق انخفاض الجاذبية. لا يتطلب أي خصائص معينة.
جومر
يجب أن تكون هذه الآلة معدة بشكل خاص للسماح بالعمل مع العناصر الطويلة جدًا. مجلتها ومخالب الموزعة وقضبان التغذية والألواح مخصصة للقباب. يحدث الشيء نفسه مع فرن الاستخراج ، حيث يجب أن تكون المثاقب العلوية والسفلية خطوة أكبر للسبب نفسه.
إذا تم استخدام مطاط عالي الصلابة ، فإن وقت التجفيف ودرجة الحرارة سيكونان معتدلين.
أدوات
يجب أن يكون الختم من نوعية جيدة. في ذلك ، تعتبر أنظمة الضغط المنخفض مهمة للغاية ، والتي يجب أن تكون متوائمة بشكل جيد للغاية ويتم صيانتها.
 يقوم باير بإزالة بعض منتجاته من الهباء الجوي بسبب وجود البنزين
يقوم باير بإزالة بعض منتجاته من الهباء الجوي بسبب وجود البنزين
 علبة الهباء الجوي 211×604
علبة الهباء الجوي 211×604
 كيف يجب أن نتعامل مع الهباء الجوي حتى لا نخاطر
كيف يجب أن نتعامل مع الهباء الجوي حتى لا نخاطر
 انتعاش سوق الهباء الجوي
استعادة القصدير في الهباء الجوي
يمكن الهباء الجوي تقديم المشورة
شراء الهباء الجوي
انتعاش سوق الهباء الجوي
استعادة القصدير في الهباء الجوي
يمكن الهباء الجوي تقديم المشورة
شراء الهباء الجوي
 تطلق شركة Ball Metalpack خطًا جديدًا من علب الهباء الجوي
صناعة علب الهباء الجوي
تطلق شركة Ball Metalpack خطًا جديدًا من علب الهباء الجوي
صناعة علب الهباء الجوي
 أبعاد القبة الهوائية المنحوتة
أبعاد القبة الهوائية المنحوتة




0 تعليق