
ملخص
يمكن صنع حاويات المشروبات الجيدة على خط ثلاث قطع مصمم خصيصًا. يصفه هذا العمل وخصائصه الرئيسية.
المقدمة
يبدو من غير المعقول أن نتحدث عن حاويات “ثلاث قطع” للمشروبات ، في الوقت الذي اعتمد فيه السوق منذ فترة طويلة تقنية حاويات “DWI من قطعتين” للمشروبات الغازية والبيرة ، ولكن لا يوجد مثل هذا التناقض. نشرح أنفسنا: من الواضح أنه بالنسبة للأسواق ذات الحجم الكبير ، مثل البيرة والكولا ، فإن العبوة المناسبة هي النوع “المكون من قطعتين” ، ولكن هناك بعض المنتجات التي تكون في شكل مشروبات غازية – نبيذ “sangrías” ، هورتشاتاس … – يمكن أن تطلب المشروبات غير الباردة – مثل القهوة – تنسيقًا مختلفًا عن الشكل الكلاسيكي للبيرة والكولا ، إما حسب السعة أو بالصورة. هذه الأسواق لا تبرر الاستثمارات الهائلة التي ينطوي عليها إنشاء خط DWI. في هذه الحالات ، يُشار تمامًا إلى استخدام خط نوع “ثلاث قطع” متخصص في جودة المشروبات. هذا ممكن ، لكنه يتطلب سلسلة من الاحتياطات فيما يتعلق بالخط التقليدي ، سنحاول تحديد بعضها في هذا العمل.
سنمضي فيه وقتًا طويلاً تقريبًا من حيث مواصفات القارب المراد تصنيعه مثل الورنيش المسطح والمفاصل والشكل والجوارب والإغلاق وما إلى ذلك ، حيث ستكون موضوع مقال آخر في الوقت المناسب. سنركز الآن على المعدات الضرورية التي تشكل الخط وخصائصها وإجراءات معينة يجب اتخاذها على الخط.
الفريق الأساسي
ليس الهدف من هذا العمل وصف وظيفة كل من الآلات التي تشكل خطًا للحاويات ثلاثية القطع لتصنيع حاويات المشروبات. وغني عن البيان أن القراء يعرفون ما يكفي عن هذه التقنية للسماح لنا بالاستغناء عن وصفها.
يمكن أن يتكون تركيب من هذا النوع للتصنيع بمعدل معتدل ، مثل 600 حاوية / ميل ، من الأجهزة المذكورة أدناه. لكل منها ، سنشير إلى الخاصية الأساسية التي يجب الوفاء بها في هذه الحالة وسنقدم مثالًا ملموسًا ، على الرغم من وجود دائمًا حلول أخرى صالحة على قدم المساواة يقدمها سوق المعدات التجارية.
-1º.- القص المزدوج قوي أوتوماتيكي مع شفرات كربيد. مزود بعلبة تغذية عند المدخل ، وبوصلة تلقائية عند مخرج ماكينة اللحام. يجب أن تكون قاطعة ذات دقة عالية وجودة قطع.
أمثلة على المعدات المناسبة:
-OCSAM نموذج القص TSN211BSS
– نموذج القص CEVOLANI CD 549 انظر:
– اتحاد لحام القص الأوتوماتيكي OCSAM موديل TP 1001 انظر
-وحدة لحام القص الأوتوماتيكي CEVOLANI موديل ABF 567 انظر
-2º.- لحام الجسم: ستكون المعدات المناسبة هي التي تعمل مع الحد الأدنى من التداخل في التماس ولحام عالي الجودة ، وخالي من الطرد والنتوءات المعدنية.
أمثلة على الفرق المحتملة:
– لحام سودرونيك موديل SOUDAN 865 FB انظر:
– ماكينة لحام CEVOLANI موديل S008 FUTURA ، انظر
-3 .- معدات التجديد الداخلية للحام. يمكن استخدام الورنيش السائل أو المسحوق ، وفي جميع الأحوال بالنسبة للجمال ، يُنصح بالحصول على لون ذهبي ، بحيث يظل غير واضح عند تطبيق الورنيش الداخلي الكلي لاحقًا. يجب أن تكون التغطية ممتازة ، ولا تسمح بالتعرض للمعادن في المنطقة المعاد طلاؤها.
مثال على الفرق القابلة للحياة:
– نظام الطلاء بالمسحوق الداخلي SOUDRONIC موديل Soucout P – 120 ، انظر:
– نظام إعادة طلاء داخلي بواسطة ورنيش SOUDRONIC السائل موديل LNS -16 ، انظر
-نظام إعادة طلاء المسحوق الداخلي Frei AG موديل XPC ، انظر:
-4 .- معدات تجديد اللحام الخارجي . مع تطبيق الورنيش السائل عديم اللون ويفضل بواسطة الأسطوانة. يمكن أيضًا تطبيقه بالفرشاة
مثال على المعدات الموجودة في السوق:
– نظام إعادة الطلاء الخارجي بواسطة فرشاة CANMELT موديل 130 ، انظر:
http://www.canmelt.ch/Espanol.pdf
– نظام طلاء خارجي بواسطة أسطوانة SOUDRONIC موديل PRC-TD ، انظر
-5 .- فرن تجفيف الورنيش الدرز . الطول السخي والتطبيق الحراري للسماح بخريطة مريحة لدرجة الحرارة / الوقت لمعالجة الورنيش.
مثال على الأفران:
– فرن تجفيف FREI AG موديل ECM “شكل U” انظر:
– فرن التجفيف الصوتي موديل Soucure U – 15 ، انظر
-6- إحراز أو تقليل قطر كلا الطرفين. نظام عمل موثوق به مع جودة أدوات جيدة. يفضل أن يكون مع تصميم عمل رأسي للسماح بحركة جسم الحاوية في هذا الوضع. نظرًا للانخفاض الشديد في القطر عند النهايات ، من الضروري إجراء هذا التخفيض على مرحلتين أو أكثر ، مما يتطلب عمل شقين في سلسلة.
مثال على آلات الإحراز:
– ماكينة حز ألمانيا + FREI AG موديل DNV 600 كلا الطرفين
-7- فلانجر. يجب أن يكون من النوع “فلانجر الدوران” ، مع تصميم رأس “تدور” بمحرك. طريقة العمل العمودية.
مثال:
– سبين فلانجر CARNAUD-METALBOX موديل هندسي 86 Da ،
– Spin Flanger German + FREI AG موديل SFV ،
-8- أقرب : إغلاق موثوق للغاية وعالي الجودة
مثال:
– خياطه حديد موديل F 706
-نموذج هندسة CARNAUD-METALBOX عن قرب “10 -6 Seamer” ،
-9.- إحراز ، شفة ، مجموعة خياطة. في الوقت الحاضر ، من العملي استبدال الآلات الثلاثة السابقة (6 و 7 و 8) بمجموعة معيارية تشمل الثلاثة ، مما يبسط التثبيت إلى حد كبير ، لأنه يوفر مساحة ومعدات لنقل الحاويات بين الآلات والتكلفة. التثبيت.
مثال:
– مجموعة وحدات CEVOLANI ، طراز COMBICAN RBNA 504
– مجموعة وحدات CANTEC موديل CAN – O – MAT I (ربط – تشفيه – خياطة) 8 أعمدة
-10 .- اختبار ضيق. من المريح جدًا تجهيز الخط بجهاز اختبار للكشف عن التسرب. إنها تستند إلى مبادئ مختلفة: الضوء ، الضغط ، الفراغ …
مثال:
– جهاز اختبار الفراغ باسكو موديل PRE 60 لتر
– جهاز اختبار الهواء BELVAC موديل 595 LT Light Terster ،
-أحد عشر.- إجمالي مقاعد البدلاء الداخلية . بواسطة فوهات رشاشات ثابتة أو متحركة.
أمثلة:
– بنك مكون من 3 آلات إعادة تشكيل هندسة CARNAUD-METALBOX موديل “3200 آلة رش طلاء”
-12. – فرن معالجة الورنيش الداخلي الكلي . فرن شبكي مع استقرار جيد للحاوية وتحكم موثوق في درجة الحرارة / الرسم البياني الزمني
مثال:
– فرن تصليب الورنيش الداخلي ITS – موديل LTG IBO (فرن الخبز الداخلي) ،
-13.- منصة نقالة. عملية تلقائية ، ارتفاع كبير لمنصة التحميل (حزمة طويلة) وربطها بـ “حزمة ضغط”.
مثال:
– BUSEE / SJI palletizer model BULK classic series R4002 ،
– منصة نقالة CLEVERTECH موديل APC – 50 HS ،
– منصة IDEMUR موديل Poseidon P 400 ،
-14.- نظام النقل: الناقلات والمصاعد المغناطيسية. يجب عليهم تحريك الحاويات بعناية ، وعدم التسبب في أضرار من المطبات والسقوط والتسارع …
مثال:
– وسائل النقل NSM Magnettechnik GmbH ،
– وسائل النقل AUTORREMA ،
لا نعلق على معدات الخطوط المساعدة ووسائل مراقبة الجودة. سيكون الدخول فيها طويلاً جدًا بالنسبة لوظيفة من هذا النوع.
توصيات
بطريقة عامة إلى حد ما وبدون ترتيب مسبق ، سنقدم بعض التوصيات الأساسية حتى يعمل الخط التخيلي لدراستنا بشكل صحيح.
القصدير: يمكن أن تكون الصفيحة المقصدرة المناسبة لتصنيع الأجسام من النوع المصغر المزدوج ومن العيار المنخفض. نظرًا لأنها حاويات للمشروبات ، فلن تتحمل عمليات التعقيم العالية. لن يتم إخضاعهم للفراغ الداخلي أيضًا ، لأن الممارسة العامة هي أنه عند ملئها يتم ملؤها بغاز بداخلها (كربوني ، نيتروجين ، إلخ) ، لذلك سيكون لديهم دائمًا ضغط داخلي معين.
قد تكون المواصفات الجيدة هي 0.15 أو 0.16 صفيح سمك ، 2.8 / 2.8 طلاء بالقصدير ، DR550 مزدوج مخفض. يجب أن يكون اتجاه الحبوب (اتجاه التدحرج) C ، أي موازيًا لقاعدة الحاوية ، – انظر الشكل رقم 1 – سيؤدي ذلك إلى التخلص من مشاكل الجوانب المسطحة ، وعدم انتظام تراكب اللحام ، والشفاه المتشققة ، إلخ.
محكمة: كما هو موضح سابقًا ، يجب أن يكون القاطع آلة ذات جودة قطع ممتازة. يجب أن تكون الشفرات في حدها الأدنى وتوضع في اتجاه اللحام الجانبي من الداخل. انظر الشكل رقم 1. بهذه الطريقة ، سيتم تجنب مخاطر ظهورهم على الورنيش المتجدد. سيكون الحد الأقصى لتحمل القطع هو:
– أقصى نتوءات: 0.02 مم
– الحد الأقصى للإزاحة (الارتفاع والتطور): 0.06 مم. 100 ملم.
– التطور (التسامح): + 0.05 / -0.00 ملم
– الارتفاع (التفاوت): + 0.05 / -0.05 مم
لحام الجسم: يجب أن يتم ذلك على جهاز عالي الجودة ، مع الحد الأدنى من فقدان التداخل ، لضمان أن العرض منخفض جدًا. سيؤدي ذلك إلى تقليل مخاطر التعرض للمعادن ، وهو أقصى خطر يمكن أن يمثله هذا النوع من الحاويات.
على مستوى الأبعاد ، يجب أن تفي الهيئات الملحومة بالمتطلبات التالية:
– فقدان التداخل. أقل من أو يساوي 0.4 مم +/- 0.1
– سمك التماس الجانبي (E): 1.4 هـ< و< 1.6 هـ
– القطر الداخلي للجسم (التفاوتات): +/- 0.05 مم
– أقصى تفاوت: 0.20 مم
يُفهم التباين على أنه نتوء الحافة ، في نهاية اللحام ، الناتج عن جوانب الجسم التي لا تتدفق تمامًا بمجرد لفها.
يوضح الشكل 2 ترتيب الجثث في مستودع عامل اللحام. اتجاه قراءة نصوص الطباعة الحجرية المشار إليها صالح لإغلاق الخلفية على الجزء الخلفي من الجسم (وفقًا لاتجاه تقدمه في آلة اللحام)
الشكل رقم 2: وضع الجسم في آلة اللحام
للحصول على لحام مناسب ، يجب أن تحتوي الماكينة على بكرة مزدوجة مبردة. في الأعمال المنشورة على هذا الموقع حول اللحام الكهربائي ، ولا سيما “تحسينات في دائرة الأسلاك النحاسية في آلات اللحام” و “Comas في اللحام والتحكم المجهري” ، تم إعطاء سلسلة من المعايير الصالحة للغاية لتحسين جودة اللحام ، وهي مشكلة هذا مهم بشكل خاص لهذا النوع من التعبئة والتغليف.
مرة أخرى ، سوف نصر على أن وجود مقذوفات وبروز معدنية داخل الجسم ، خارج اللحام ، يمثل معدنًا مكشوفًا وبالتالي عيبًا خطيرًا جدًا في حاويات المشروبات. صحيح أنه مع إعادة التلميع اللاحقة في التماس وداخل الجسم بالكامل ، يمكن تجنب هذا العيب ، ولكن إذا كانت الجزيئات ذات حجم معين ، فإن غطاءها ليس آمنًا.
تجديد التماس : أول الاحتياطات التي يجب اتخاذها لضمان إعادة الطلاء بشكل صحيح هو استخدام غاز النيتروجين أثناء اللحام. إن وجوده يزيل وجود الأكسجين في نقطة اللحام ، وقت تنفيذه. لذلك يتم استبعاد أكسدة الحديد. يعد عدم وجود أكسيد الحديد على خط اللحام أمرًا ضروريًا لضمان التصاق جيد لطلاء الحماية من اللحام ، من الداخل والخارج.
من الممكن اختيار مسحوق أو ملمع داخلي سائل ، من أجل الاتساق مع الطلاء الكلي اللاحق السائل ، وربما في هذه الحالة يكون من الأفضل استخدام الورنيش السائل في التلميع الداخلي للدرز. بهذه الطريقة ، يمكن استخدام ورنيش أكثر توافقًا في التطبيق والخبز.
يلخص الجدول التالي الورنيش السائل الأكثر استخدامًا وبيانات التطبيق الرئيسية الخاصة بهم.
| التبييض السائلة للطبقة الجانبية | ||||||||
| ملمع | فرن | |||||||
| استخدم في خياطة |
عطوف الورنيش |
محتويات صلب |
ضغط ضخ كجم / سم 2 |
تمبرات. تطبيق |
اللزوجة (فورد 4) |
تحميل مفيد المونسنيور / م خطي * |
تمبرات. خبز |
وقت دقيقة. خبز |
| داخل | عضوي | 47% | 25 – 30 | 30 درجة مئوية | 16-22 بوصة | 100-110 | 370 درجة مئوية | 15 ثانية |
| الخارج | فينيل | 12% | 25 – 30 | 40 درجة مئوية | 14-18 بوصة | 30 – 40 | 380 درجة مئوية | 15 ثانية |
| * تقاس بعرض 5 مم | ||||||||
يتم تطبيق الورنيش السائل بواسطة مسدس مركب على ذراع يمثل امتدادًا لذراع اللحام. يوضح الشكل 3 أبعاد التعديل. يجب أن يكون أثر الورنيش بعرض 12 مم ، ويتم تحقيق ذلك من خلال وضع الفوهة على بعد 25 مم أسفل خط اللحام. يتم تشغيل الفوهة بواسطة كاشف وجود حاوية يقع قبلها على الأقل 100 مم.
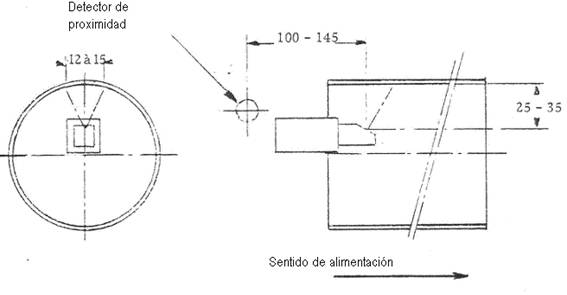
الشكل رقم 3: تعديل فوهة التجديد الداخلية السائلة
تركيب: في هذه النقطة نحيلك إلى العمل “ENVASES ENTALLADOS” المنشور على هذا الموقع. وما ورد فيه بالنسبة لعلب الصفيح ينطبق في هذه الحالة. في حاويات المشروبات ، يتم استخدام تخفيض كبير في القطر ، وهي تقنية تتراوح في الحاويات المكونة من قطعتين من أجسام بقطر 65 إلى أغطية 52. في التقنية المكونة من ثلاث قطع ، لا يمكن تحقيق هذا التخفيض ، ولكن من خلال جعله تدريجيًا في العديد من العمليات ، من الممكن تحقيق تخفيضات كبيرة ، بمتوسط حوالي 3 إلى 4 ملم لكل تخفيض.
لتمثيل حالة معينة ، يوضح الشكل 4 التخفيض البسيط لأحد طرفي الجسم بقطر 65 إلى 63 مم ، باستخدام أداة لكل وسادة. إنها عينة بسيطة ، لكنها توضح كيفية التصرف.
الشكل رقم 4: حشوة قطنية للجسم
الجدولة: يجب أن تتم هذه العملية مع فريق يعمل بأدوات “إبرة” – فلانجر تدور -. إنها الطريقة الوحيدة للعمل مع الصفيح المصنوع من الصفيح المنخفض البناء والمزدوج دون مشكلة الحواف المتشققة.
الرسم رقم 5 يوضح شكل الإبرة ، واحدة من عدة قطع تشكل جزءًا من كل رأس شفة. يعتمد عددهم على قطر الحاوية. يمكنهم العمل مع حركة تحول آلية أو ببساطة مجنون. النتائج أكثر فعالية في الحالة الأولى.
الشكل رقم 5: تفاصيل “الدوران” وقياسات اليوم.
القيم الواردة في الجدول لحاوية بقطر 65 مم بدون إحراز وتم ذكرها كمثال ، حيث يمكن استخدام تقنية التشفيه هذه لكل من الحاويات المستقيمة والحاويات المحززة.
إغلاق: يمكن أن تكون الأغطية سهلة الفتح المستخدمة في حاويات “ثلاث قطع” من نفس النوع المستخدم في علب DWI – قطعتان – ، على الرغم من أنه ليس من السهل استخدام نفس القطر إذا بدأت من نفس حجم الجسم ، حيث إنها أكثر محدودية ، لذلك من الطبيعي استخدام أغطية لثلاث قطع أكبر من قطعتين.
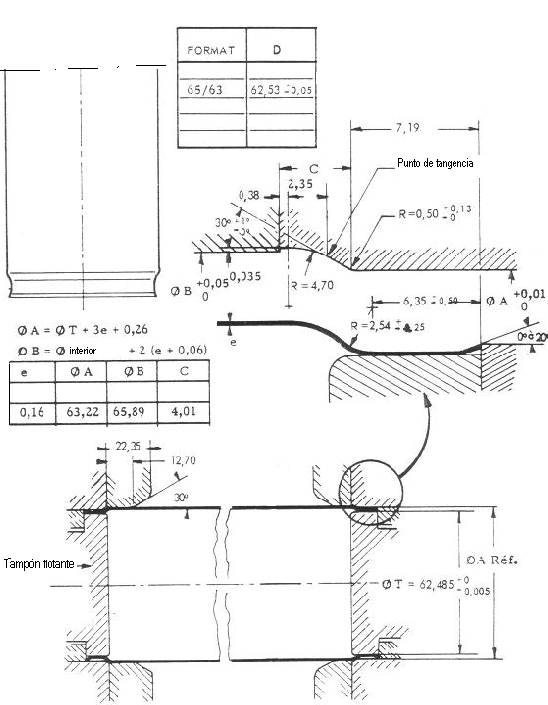
يمكن أن تكون القيعان ذات قطر متوسط بين الغطاء والجسم ، مما يتيح إمكانية التكديس. يتم استخدام ملف تعريف خاص مناسب لهم للعمل دائمًا تحت ضغط داخلي. يظهر مثال منهم في الشكل 6. يبلغ قطرها 62 قاعًا صالحًا للحاوية 65 مسننة عند 62 على جانبها السفلي و 57 على جانب الغطاء. ملفها الجانبي مقعر قليلاً ، مع حبة تمدد. يمنحها هذا الشكل مرونة لتعويض الضغط الداخلي بشكل جيد. تظهر أبعاد هذه الخلفية بالمليمترات وبين قوسين بالبوصة.
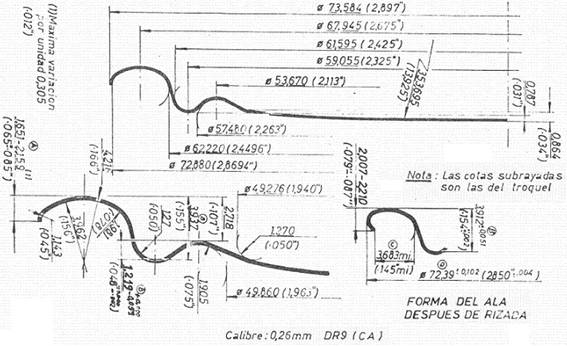
الشكل رقم 6: المظهر الجانبي السفلي لحاوية المشروبات المكونة من ثلاث قطع
أحد التفاصيل المهمة لهذا النوع من القاع ، والذي يمكن استخدامه أيضًا على الغطاء سهل الفتح ، هو طريقة وضع الحشية المطاطية على جناحها. يمكن رؤيته في الشكل 7. الفرق ، فيما يتعلق بصندوق التعليب التقليدي ، هو في الارتفاع الذي يجب أن تصله اللثة إلى جدار الدلو. يرتفع المركب أكثر من القاع الكلاسيكي ، حتى يصل إلى محيط نصف قطر قاعدة الدرج.
الغرض من طريقة اللثة هذه هو حماية الورنيش على الجدار الداخلي للصينية. هذه المنطقة هي الأكثر معاناة أثناء تكوين القاع ، وغالبًا ما ينتج عنها كسور طفيفة في الورنيش ، ناتجة عن التمدد الذي تعاني منه أثناء الرسم. بسبب شكلها ، فهي تسمى “خطوط الموسيقى” ، لأنها تشبه العصا. إذا كانت الحشية المطاطية يمكن أن تغطي هذه المنطقة ، فسوف نتجنب المعدن المكشوف ، وهو هدف أساسي في أي حاوية للمشروبات.
القيم التي تحدد موضع المركب هي التالية:
لسهولة فتح الأغطية (وعاء عميق)
أ = 5.6 ملم
ب = 4.0 ملم
للأموال ذات الدرج التقليدي
أ = 2.4 ملم
ب = 1.6 ملم
الشكل رقم 7: منطقة علكة في قاع للمشروبات
بالنسبة لخصائص الغطاء أو الإغلاق السفلي ، نشير إلى الأعمال المتعلقة بالإغلاق المنشورة بالفعل.
إعادة الصقل الداخلي بالكامل : هذه العملية الخاصة بحاويات المشروبات تتطلب اهتماما خاصا. مع ذلك ، الحاوية بأكملها ، بما في ذلك الجزء السفلي ، مغطاة بورنيش جديد. بهذه الطريقة ، يتم الحصول على طبقة ثانية من الورنيش ، فوق الطبقة المطبقة بشكل مسطح وفوق اللحام ، تغطي أي خدوش صغيرة أو تلف ناتج أثناء تصنيع العلبة. يتم تنفيذ التطبيق على بطارية من آلات الطلاء المركبة على طاولة مشتركة. هناك حاجة للعديد منها ، لأن إيقاعها الفردي أقل من الآلات الأخرى الموجودة في الخط ، وأيضًا ، لأنه من الضروري إيقاف كل واحدة منها بتردد معين للتنظيف العميق ، وبالتالي القضاء على تلوث الورنيش من الخارج حاوية. لهذا السبب ولكي لا يتم إيقاف الخط أثناء إجراء التنظيف ، يجب أن تكون هناك آلة طلاء واحدة على الأقل ، وبالتالي المضي قدمًا في تنظيف كل منها على أساس دوري.
يتم الانتهاء من التجديد عن طريق خبز الورنيش في فرن يتلقى العبوات بشكل جماعي.
منصات نقالة: غالبًا ما يطلب القائمون بالتعبئة منصات نقالة مزدوجة الارتفاع ، لتبسيط المناولة والنقل. لمنحها صلابة ، يتم تطبيق ضغط رأسي على الحمولة ، مع الحفاظ عليها عن طريق أحزمة مدعومة بشكل ممتاز على إطار ، وعادة ما تكون مصنوعة من الخشب. انظر الشكل رقم 8.
الشكل رقم 8: حاويات المشروبات على نقالة
 إستراتيجية لحل المشاكل في خط إنتاج علب المشروبات الألومنيوم
إستراتيجية لحل المشاكل في خط إنتاج علب المشروبات الألومنيوم
 PPG لتوسيع الطاقة الإنتاجية لعلب المشروبات اللامعة ISENSE
PPG لتوسيع الطاقة الإنتاجية لعلب المشروبات اللامعة ISENSE
 طلاء داخلي على علب المشروبات المصنوعة من الألومنيوم
طلاء داخلي على علب المشروبات المصنوعة من الألومنيوم
 حساب التكلفة القياسية لحاوية من “ثلاث قطع”
حساب التكلفة القياسية لحاوية من “ثلاث قطع”
 التحكم البعدي في حاويات من ثلاث قطع
التحكم البعدي في حاويات من ثلاث قطع
 تغذية غطاء مخروطي الشكل
تغذية غطاء مخروطي الشكل
 حساب النرد رمش
حساب النرد رمش
 منحوتة بواسطة رولينا
منحوتة بواسطة رولينا
 لحام مقاومة مع بكرات
لحام مقاومة مع بكرات
 تحسينات في دائرة الأسلاك في آلات اللحام
تحسينات في دائرة الأسلاك في آلات اللحام



0 Comments