
ل ملخص
تتميز عملية الإغلاق في حاوية مستطيلة بخصائص تجعلها مختلفة عن تلك الموجودة في الحاوية المستديرة ، حيث إنها تقدم درجة أكبر من التعقيد. تشرح الدراسة التالية هذه المضاعفات وتعطي إرشادات لحلها.
خلفية
تتكون عملية الإغلاق من ربط الجزء السفلي أو الغطاء بقوة بجسم الحاوية. يتم تحقيق ذلك عن طريق تماس حافة الغطاء – يسمى “الجناح” – مع حافة الجسم – تسمى “الحافة” -. الأدوات الأساسية للإغلاق هي:
– تشاك : الصفيحة الموضوعة في صينية الغطاء وهي بمثابة دعم قوي للعملية.
– لفات الإغلاق : بكرات مزودة بحفر مع بروفايل خاص لكل حالة. هناك نوعان من البكرات ، العملية الأولى والثانية. وتتمثل مهمة الدرجة الأولى في تقويس وتدحرج حافة أو جناح الغطاء فوق حافة الجسم ، وبالتالي بدء عملية اللحام. الطبقة الثانية تسحق الكل بقوة. هذه القواعد وفقًا للمناطق والمساحات الخاصة بها ، تتلقى أسماء مختلفة مثل: عربات اليد ، والعجلات ، والبكرات ، والشرائح ، إلخ.
يمثل الشكل 1 بشكل تخطيطي تطور الإغلاق. فيها واحد) يشير إلى ظرف القفل ، 2) بكرة العملية الأولى، 3) جسم الحاوية ، 4) أعلى. 5) لفة العملية الثانية و 6) منطقة الإغلاق: الجناح والشفة.
تسلسل إلى) هي نقطة البداية ، و ب) هو أداء أول عملية لفة و ج) أن الثانية.
الشكل رقم 1: تسلسل الإغلاق
لمزيد من التفاصيل حول تقنية الإغلاق الجيد ، يوصى بقراءة الأعمال التالية المنشورة على هذا الموقع:
– “ إغلاق السيطرة “
– “ قياسات الإغلاق “
– “ مواصفات اقفال حاويات المشروبات “
ليس الهدف من هذه المقالة هو الإسهاب أكثر في الأسئلة العامة حول الإغلاق ، فسنركز على الحالة الخاصة للحاويات غير المستديرة ، وخاصة المستطيلة. إنها أصعب حالة للإغلاق.
ينشأ سبب هذه الصعوبة لأن موقفين متطرفين ومعاكسين يجتمعان في نفس الإغلاق. على الجوانب الأربعة للمستطيل ، يتبع الإغلاق مسارًا مستقيمًا ، ويمكننا القول إنه يصف قوسًا لمحيط نصف قطر لا نهائي. على العكس من ذلك ، في الزوايا الأربع الدائرية ، تصف قوسًا بنصف قطر صغير جدًا – يتراوح عادةً من 15 إلى 30 مم. الجمع بين هاتين الحالتين ، بحيث يكون الإغلاق مناسبًا في جميع أنحاء محيطه ، يعني ضمناً التوصل إلى حل وسط بين العناصر المختلفة.
بالطبع ، لتحقيق إغلاق جيد في حاوية مستطيلة ، لا يكفي مجرد العمل على إعدادات الخياط. يجب إعداد جميع العناصر التي تشارك فيه بشكل صحيح. أهمها:
– جناح الغطاء
– علامة تبويب الجسم
– أدوات الإغلاق
– مكانة الخياط
من بين هذه المكونات الأربعة ، سنركز في هذه الكتابة على الثلاثة الأولى ، لأنها أكثر تحديدًا لهذا الموضوع. يتم حل حالة الخياط بتطبيق نظام صيانة جيد.
عند الخوض في تفاصيل هذه العناصر ، سنتناول على وجه التحديد عوامل معينة منها ، مثل:
– تصميم وقياسات جناح الجفن وضفيره.
– تطبيق المركب على الجناح
– شكل وحجم شفة الجسم
– بروفيل حناجر بكرات العملية الأولى والثانية.
– قياسات الإغلاق
يعتمد تحقيق ختم جيد في حاوية مستطيلة بشكل كبير على التعريف الدقيق لكل منها.
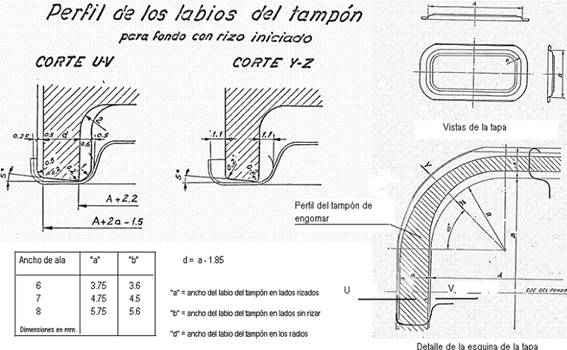
تصميم وقياسات جناح غطاء مستطيل
يمكننا تعريف الجناح على أنه المنطقة الخارجية لـ أعلى، يقع بين جدار دلو والمحيط الخارجي. أثناء تشغيل إغلاق يصبح ربط الغطاء . هناك نوعان من إلى : مسطح ومجعد.
تكون الحافة المسطحة ناعمة تمامًا وتنتهي عند الحافة الحادة المحددة بقطع المادة. بمعنى آخر ، الحافة الخارجية هي حافة القطع. في الوقت الحالي ، يعد استخدامه محدودًا للغاية لأنه تقنية قديمة.
في الحافة المتعرجة ، يتم ثني الحافة الخارجية للداخل ، بحيث تكون حافة القطع مطوية. هذا يسهل عملية الإغلاق وتكديس الأغطية. ضمن هذا النوع هناك نسختان.
- أ) تلك ذات القمة المسطحة. انظر الشكل رقم 2.
- ب) الشخص الذي يكون منحنيًا. تفضل هذه الحالة الثانية تشكيل الإغلاق بشكل أكبر ، لكن أدوات التصنيع الخاصة بها أكثر تعقيدًا ، خاصةً إذا كانت عبارة عن غطاء مستطيل كما هو موضوعنا.
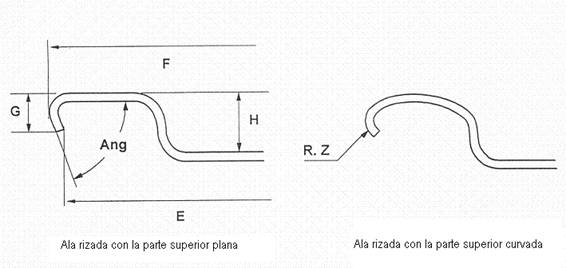
الشكل رقم 2: إصدارات مجعد الحواف
بشكل عام ، من أجل التبسيط ، سننظر في تعليقاتنا التالية على أن الجناح من النوع أ).
لتحديد عرض شفة الغطاء ، سيتم قياسه خارجيًا ، إذا كان من النوع المجعد ، فسيتم تقويم الضفيرة وفي حالة الأغطية المستطيلة سيتم قياسها في الأجزاء المستقيمة.
أثناء عملية الإغلاق ، عندما يكون جناح الغطاء مدسوسًا لتشكيل خطاف الغطاء ، يحدث أنه في المناطق المستقيمة يكون هذا الإجراء عبارة عن طي بسيط للمعدن لا يمثل صعوبات ، ولكن في الزوايا تتصرف المادة كما لو دعونا حاول ثني قضبان المروحة. يجب أن يكون المعدن الموجود على محيط الجناح مطويًا على نصف قطر أصغر من الأصل ، أي يجب حياكته بحجم أصغر من الحجم الأصلي. هذا يتسبب في تدفقه نحو الجزء الحر ، أي نحو حافة القطع ، أو يتشوه في شكل تجاعيد أو طيات. الخيار الثاني سلبي للغاية ، لذلك علينا اختيار الأول.
لذلك ، لتسهيل هذا التدفق للمادة ، يجب التأكد من أن صلابتها معتدلة. من هذا الاستنتاج الأول: يجب استخدام الصفيح – أو TFS – من درجة حرارة متوسطة أو منخفضة للأغطية المستطيلة ، وكلما انخفض نصف قطر الزوايا. تعطي درجة الحرارة T 3 أو T 57 نتائج مرضية.
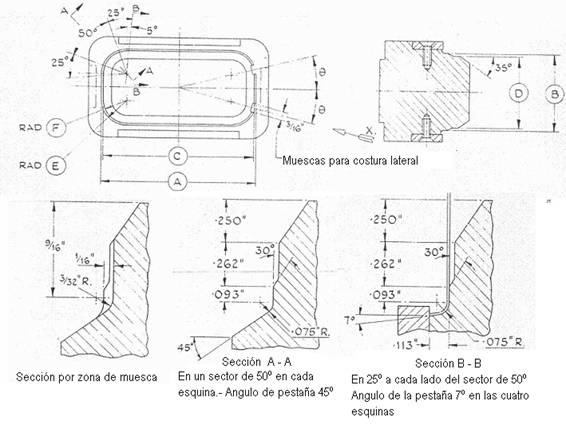
من ناحية أخرى ، إذا كان عرض شفة الغطاء موحدًا في جميع أنحاء محيطها ، فسيحدث أنه من خلال توليد هذه الانسيابية لموادها في الزوايا ، سيؤدي ذلك إلى زيادة عرضها في وقت الإغلاق في هذه المناطق . قد ينتج عن ذلك خطافات غطاء مفرطة على المتحدث ، وعدم توازن الإغلاق. لتجنب هذا الخلل ، من الضروري تقليل أبعاد الجناح في الزوايا الأربع ، ويجب القيام بذلك بشكل تدريجي ، بدءًا من البعد الموجود في الجزء المستقيم والوصول إلى 45 درجة على الأقل في القوس. وبهذه الطريقة ، سيتم تعويض البعد الأولي الأصغر في المناطق المنحنية للجناح بزيادة طوله أثناء العملية ، مما يؤدي إلى توحيد خطاف الغطاء حول محيط الإغلاق.
كلما كان نصف قطر القوس أصغر عند الزوايا ، يجب أن يكون نقص المادة أكبر. يلخص الشكل 3 القيم الموصى بها لهذا التخفيض بناءً على العرض الاسمي للجناح وقيم نصف القطر.
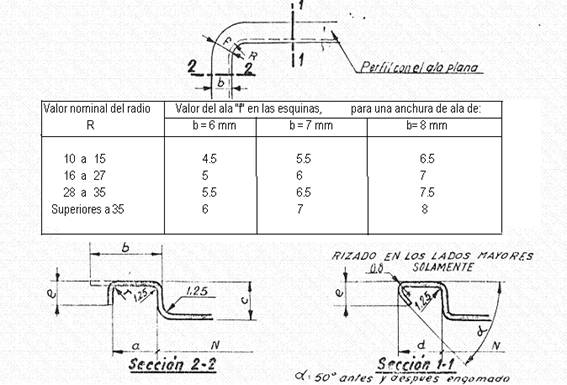
الشكل رقم 3: القيم الموصى بها للجناح في الزوايا
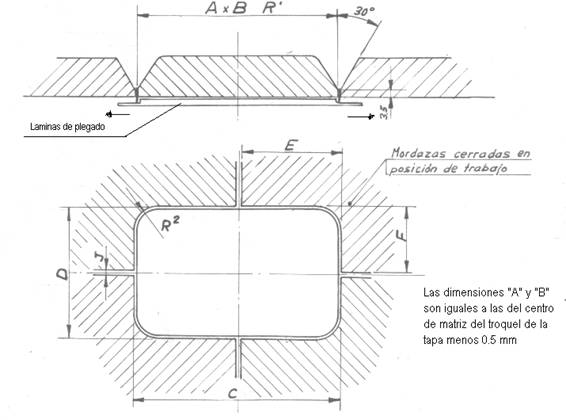
يتم أخذ هذه القيم عند 45 درجة ، عند أدنى نقطة من خط الطول. يجب أن يتضمن تصميم قالب الغطاء هذا تقليل الشفة في المتحدث. من ناحية أخرى ، يجب أن يظل ارتفاع التجعيد متجانسًا إلى حد ما ، لتسهيل تكوين خطاف الغطاء عند الإغلاق. يؤدي هذا الأخير إلى الاضطرار إلى تقليل عرض قناة الجناح في المناطق التي تقل فيها المواد ، أي في الزوايا الأربع. ينتج عن ذلك قالب الغطاء ، بحيث لا تتطابق مراكز نصف قطر الوجه الخارجي لمركز القالب والوجه الداخلي للثقب مع مركز الأجزاء الأخرى الموجودة بداخلها. بالإضافة إلى ذلك ، في هاتين القطعتين ، تم تكوين الزوايا المذكورة بنصف قطر مركب. انظر الشكل رقم 4. لتحديد قيم أنصاف الأقطار هذه ، من الضروري اللجوء إلى تعريفها عن طريق التتبع الهندسي ، الذي تم تأكيده لاحقًا بطريقة عملية.
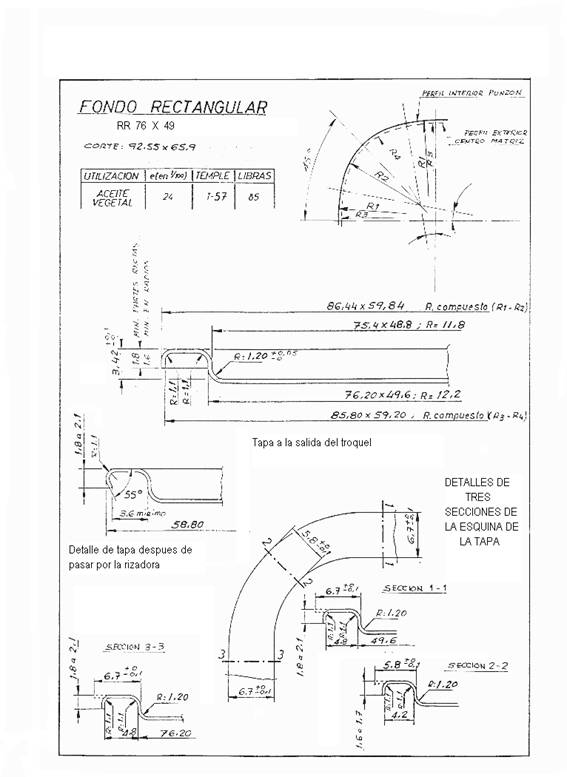
الشكل رقم 4: غطاء مستطيل مع شفة عرض منخفضة عند الزوايا
. يوضح الشكل 4 غلافًا بتنسيق RR 76 × 49 بنصف قطر 12 مم. تم أخذ المؤشرات المذكورة أعلاه في الاعتبار في تصميمها. في ذلك ، يمكن ملاحظة أنه في القسم 2-2 ، المقابل لزاوية الغطاء ، يبلغ عرض القناة 4.2 مم ، بينما يبلغ 4.8 مم في الأقسام الأخرى ، أي أن تقليل المواد يُفترض أساسًا عند هذا المستوى .
بعد قطعها بالقالب ، يتم لف الحافة عند حوالي 55 درجة. يمكن القيام بهذه العملية:
– الأول: أكبر وجهين. إنه إجراء كلاسيكي وبسيط.
– ثانيًا: في محيطه: يتطلب فريقًا أكثر تعقيدًا ، لكنه أفضل حل للإغلاق.
نتجنب الخوض في التفاصيل من خلال عدم الانحراف عن موضوعنا. يكفي أن نقول إن أيًا من الاثنين يمكن أن يعطي خاتمة جيدة ، على الرغم من أنه من الأفضل إذا أمكن اختيار الخيار الثاني.
تطبيق مركب على جناح مستطيل الغلاف
يمكن القيام بذلك في تلطيف الأغطية المستطيلة بطريقتين مختلفتين:
– بواسطة حشا. إنه الإجراء التقليدي وحتى الأكثر انتشارًا.
– عن طريق الاستحمام. يوفر جودة أفضل.
في كلتا الحالتين ، إذا تم تجعيد الغطاء فقط على الجوانب الأكبر ، فإن كمية المركب المستخدم ستكون أقل على هذين الجانبين ، لأن قناة الوصول للتطبيق تكون أضيق. ينتج عن هذا عدم انتظام حجم المطاط المطبق على طول محيط الجناح.
شرط آخر مرغوب فيه هو أن يتم تطبيق المركب في أقرب وقت ممكن من الحافة الخارجية للجناح ، حيث يضمن ذلك موقعه في الإغلاق في منطقة تداخل الغطاء وخطافات الجسم. يصعب تحقيق ذلك على الجوانب التي بدأت في الالتفاف ، ولكن من الضروري الاقتراب من هذا الهدف قدر الإمكان.
في الزوايا ، نظرًا لأن عرض قناة الفلنجة يكون أضيق من عرضه على الجوانب دون بدء الالتفاف ، سيتم أيضًا تقليل حجم المطاط المودع. في هذه المنطقة ، ستنخفض البصمة المركبة من نقطة الاتحاد مع الجوانب غير الملتفة إلى تلك التي بدأت بها الضفيرة.
يوضح الشكل 5 شكل الوسادة المطاطية لغطاء مستطيل ، مع بدء الجوانب الأطول مع الضفيرة. ترتبط أبعادها بعرض حافة الغطاء
شكل رقم 5: تحجيم وسادة اللثة
لتحقيق ختم جيد ، من المهم جدًا أن يقوم المطاط بما يلي:
– يقع في الموقع المقصود ولا يلوث مناطق أخرى من الجناح
– تلك المرونة لإشراك فجوات الإغلاق.
– مبلمر جيدًا ويلتصق بالمعدن
تعتمد كمية المركب المراد تطبيقه لتحقيق ختم جيد على عرض شفة الغطاء. يتم التحكم فيه بوزن الغطاء قبل وبعد اللثة. لحساب الوزن النظري الذي سيتم تطبيقه ، فإن البيانات الأساسية التي يجب معرفتها مسبقًا هي الحجم الذي يجب أن يشغل الجناح بمجرد جفافه. بمجرد تحديد ذلك ، يكفي تطبيق الوزن المحدد للمركب المستخدم بمجرد جفافه ونسبته المئوية في المواد الصلبة – كلا البيانات المقدمة من الشركة المصنعة لنفسه – لحساب الوزن الرطب للمركب المراد ترسبه على الجناح.
يحدد الجدول التالي الحجم النظري المناسب المراد ترسبه على الجناح ، معبراً عنه بـ mm3 لكل متر طولي من الجناح. معرفة هذه البيانات ومحيط الغطاء ، بنسبة بسيطة يتم تحديد حجم كل غطاء والبدء من ذلك تطوير حساب النظري الرطب ولكن
عرض غطاء الحافة الحجم في مم 3 / م خطي. ( الخامس )
6 ملم 180
6.7 “200
7 “210
8 “250
الصيغ: ع = V x L xd / 1000 P = 100 xp / E
أين:
ص = الوزن النظري للمركب الجاف لكل خلفية معبرًا عنه في الماغرس.
ص = الوزن النظري للمركب السائل لكل صندوق في mgrs.
د = الوزن النوعي للمركب
و =٪ جوامد المركب
الخامس = حجم المركب لكل متر طولي مم 3 / م
إل = تطوير محيط الغطاء بالملليمتر.
شكل وإبعاد رمش الجسد
بشكل عام ، يكون تأثير الأجسام أقل أهمية من تأثير الأغطية للحصول على ختم جيد. باختصار يمكننا القول أنه يجب عليهم:
– صلابة وصلابة كافية لدعم عملية الإغلاق بشكل صحيح.
– كن بالحجم بحيث يتناسب الغطاء بسلاسة مع فمك.
– شفة لها نصف قطر وعرض مناسبين.
سنركز فقط على النقطة الثالثة لأنها ربما تكون الأكثر أهمية. الأول مرتبط باختيار المعدن المناسب والثاني يكفي لأخذ أبعاد مركز قالب الغطاء كمرجع.
عادة ما يتم تنفيذ الحافة في حاوية مستطيلة بثلاث طرق مختلفة:
– عن طريق الطي – أو يسمى أيضًا “العصارة” -. يتم تشكيل الحافة من خلال طي حافة الجسم فوق الفكين الخارجيين اللذين يحتضنانها ، مدفوعة بشفرات التمدد التي تفتح. انظر الشكل 6.
الشكل رقم 6: مبوب بعلامة “عصارة”
– بواسطة حشا. في هذه الحالة ، يتم تشكيل الحافة بضغط الجسم على قالب الفلنجة الذي له شكله. عادةً ما يتوقف هذا النوع من الأدوات في الأجزاء المستقيمة وتختلف زاوية الشفة في نصف القطر. انظر الشكل رقم 7.
الشكل رقم 7: الجدولة حسب المخزن المؤقت
– عن طريق أداة مختلطة تجمع بين تقنية الطي – التمدد – بواسطة صفائح على الجوانب الأربعة المستقيمة للحاوية ومخزن في الزوايا الأربع. هذا يجعل رمش العين غير متجانس في ملفه الشخصي. في الأجزاء المستقيمة من نفس الشكل ، يكون نصف القطر صغيرًا وتميل الحافة نحو الأفقي ، بينما يكون نصف القطر في الزوايا أكبر والشفة أصغر وذات ميل معين. هذه مشكلة مظهر أكثر من مشكلة جودة. إذا كانت الشفة ذات أبعاد جيدة ، فإن هذه الاختلافات في الشكل على طول المحيط لا تتجاوز الإغلاق. من بين الأنظمة الثلاثة هذا هو الأفضل.
ترتبط قيمة الحافة بحجم الحافة. في المناطق المستقيمة ، تكون قيمتها أعلى قليلاً من نصف القطر. كقاعدة عامة ، هذا الاختلاف هو 0.15 ملم. هذا يرجع جزئيًا إلى تصميم الأدوات وجزئيًا إلى مرونة المادة. وبهذه الطريقة ، يوجد ارتباط أفضل بين الجناح الموجود على البرامق والحافة في نفس المنطقة. القيم الإرشادية لنفسه موضحة أدناه.
عرض غطاء شفة علامة تبويب الجسم علامة التبويب الجسم على المتحدث
6 2.55 2.40
6.7 2.85 2.70
7 3.00 2.85
8 3.70 3.50
سيتم تقييم عرض الشفة خارجيًا وينتج من المتوسط الذي تم الحصول عليه عن طريق القياس في نقاط مختلفة ، نظرًا لأنه من الصعب تحقيق شفة موحدة حول المحيط بأكمله.
بكرات الإغلاق
ضمن أدوات الإغلاق ، الجزء الأكثر أهمية هو بكرات الإغلاق. يعتمد الاختيار الصحيح لملفهم الشخصي ، وخاصة العملية الأولى ، على تحقيق جودة جيدة فيه. في حالتنا ، تتميز الحاويات المستطيلة بخصائص خاصة كما رأينا في الأقسام المختلفة. يمكن تلخيص ذلك في عدم وجود تجانس في جناح الغطاء وحافة الجسم.
لهذا السبب ، فإن ملفات التعريف المستخدمة في الحاويات المستديرة ، ذات القيمة النظرية للشفة والفلنجة تساوي الحاوية المستطيلة التي ننوي إغلاقها (على سبيل المثال ، شفة 7 مم وشفة 3) ، لا تعطي عادة نتيجة مرضية تمامًا . غالبًا ما تكون المشكلة في المتحدث ، حيث تظهر “المسامير” غالبًا عند قاعدة الإغلاق والتجاعيد في خطاف الغطاء.
نحن نصر مرة أخرى على أنه عندما يحدث هذا ، فإن أفضل شيء هو عدم إضاعة الوقت في تجربة أنواع مختلفة من ملفات تعريف الأسطوانة حتى تجد واحدة تعمل بشكل جيد ، فهذا لا يعمل دائمًا. يجب أن نتأكد من أن الجناح والشفة ، خاصة في السماعات ، يفيان بالمتطلبات الموضحة أعلاه وأن الأغطية ذات نوعية جيدة ، وإلا فإننا سنضيع الوقت في “القتال” مع الخياط. الآن ، إذا بدأنا ببعض المكونات المناسبة ، فقد حان الوقت للدخول في دراسة القواعد.
عملية الأسطوانة الأولى : من الأهمية بمكان لإغلاق جيد. حدد التشكيل الصحيح للخطافات.
أظهرت التجربة أنه يتم الحصول على نتائج جيدة عادةً باستخدام ملف تعريف يفي بالشروط التالية:
– ارتفاع الحلق : الذي يتناسب مع إغلاق الحاويات المستديرة بجناح أصغر من الحاوية المستطيلة المعنية. على سبيل المثال ، إذا كان الغطاء المستطيل به جناح 6.7 ، فيجب أخذ بكرة ارتفاع الحلق ، والتي تتوافق مع إغلاق الجناح 6 مم.
– عمق الحلق : في هذه الحالة ، يجب زيادة الجناح المقابل لإغلاق الحاوية المستديرة مع أصغر جناح بمقدار 015 مم. استمرارًا للمثال السابق ، سيتم أخذ عمق الحلق لجناح 6 مم وإضافة عمق أكبر بمقدار 0.15 مم.
باختصار ، سيكون الأمر يتعلق باختيار الأسطوانة التي ستكون مناسبة لإغلاق الحاوية المستديرة بجناح واحد أقل من المستطيل الذي نرغب في إغلاقه ، وتعميق حلقها 0.15 مم.
تم التوصل إلى هذه القيم بطريقة عملية ، لكنها منطقية. مع الأخذ في الاعتبار تقليل القياسات في نصف قطر مكونات الإغلاق ، فإن الأمر يتعلق بالبحث عن ملف تعريف متوسط للحلق للقيم التي تتوافق بشكل منفصل مع الأجزاء المستقيمة وأنصاف أقطار الحاوية. يوضح الشكل 8 ملفًا شخصيًا يعمل جيدًا للحاويات المستطيلة ذات الشفة الاسمية بحوالي 7 مم.
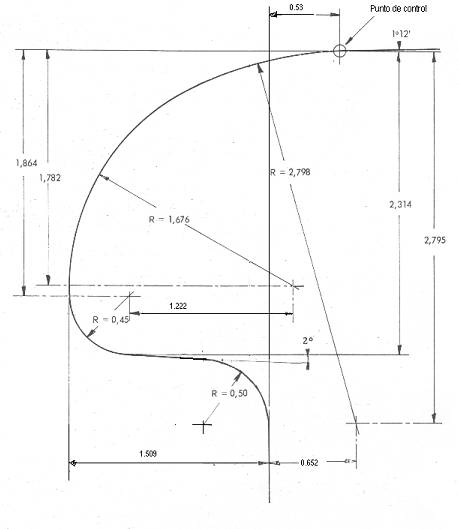
الشكل رقم 8: ملف تعريف الأسطوانة من التشغيل الأول
عملية الأسطوانة الثانية : ليس بنفس أهمية سابقتها. إنها تتبع الكي المناسب للإغلاق.يمكن استخدام ما يعادل إغلاق حاوية دائرية بنفس المعلمات ، على الرغم من وجود بعض التعديلات الطفيفة لتحسين سلوكها. في الشكل 9 تم رسم مثال يعطي نتائج جيدة ؛ وهي مصممة أيضًا لجناح 7 ملم.
الشكل رقم 9: ملف تعريف لفة العملية الثانية
هناك مكونات أخرى يجب العناية بها ، مثل ظرف الظرف ولوحة الضغط. بالإضافة إلى إعداداته: مقياس الارتفاع ، زنبرك الضغط ، إلخ … ولكن هذا بالفعل جزء من تقنية الإغلاق ، والتي ليست موضوع هذا العمل.
إجراءات الإغلاق
الخطوات التي يجب اتباعها ، لتحقيق ختم جيد في حاوية مستطيلة ، هي الخطوات العامة لهذه العملية وقد قمنا بالفعل بإحالة القارئ إلى بعض الأعمال المتعلقة بها ، لذلك لن نتوسع في الأمر.
للتوجيه فقط ، نعرض القيم القياسية للإغلاق في حاوية مستطيلة بشفة 3 مم وشفة غطاء 7 مم ، وهي عادةً الحالة الأكثر عمومية. في الشكل 10 تنعكس.
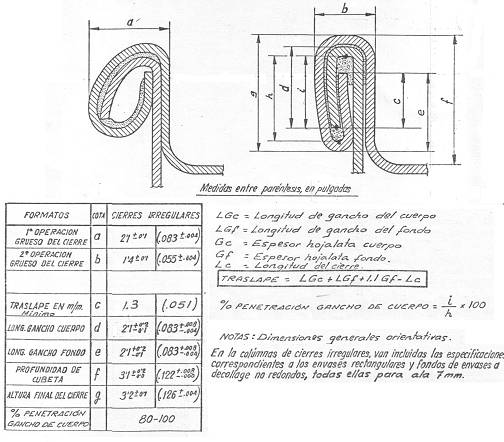
الشكل رقم 10: قياسات إغلاق مستطيل
على الرغم من أنه يجب أخذ الملاحظات التالية في الاعتبار:
– تُظهر الإغلاق في الزوايا اختلافات طفيفة في الأبعاد بالنسبة للأجزاء المستقيمة.
– يزداد سمك الإغلاق بمقدار 0.1 مم في الزوايا.
– إذا زاد الضغط لمحاولة معادلة السماكة حول المحيط بأكمله ، فسوف ينتج عنه زيادة في ارتفاع الإغلاق في الزوايا.
– لضمان نتائج إغلاق موحدة ، من المستحسن أن يتم وضع الجسم دائمًا على اللوحة في نفس الموضع ، بالنسبة إلى خط اللحام الجانبي.
– في آلات اللحام التي تستخدم أكثر من لفة درز لكل عملية ، من الضروري أن تكون ملفاتها الشخصية متطابقة وإعدادها كما هو.
 الشركات المصنعة للحاويات المعدنية ذات الغطاء القابل لإعادة الاستخدام
الشركات المصنعة للحاويات المعدنية ذات الغطاء القابل لإعادة الاستخدام
 إغلاق جديد ومبتكر قابل لإعادة الغلق لعلب المشروبات
بكرات إغلاق Lanico
إغلاق الغطاء
إغلاق جديد ومبتكر قابل لإعادة الغلق لعلب المشروبات
بكرات إغلاق Lanico
إغلاق الغطاء
 عملية إغلاق RULINAS الأولى
عملية إغلاق RULINAS الأولى
 لوحات ضغط لآلات إغلاق العلب / الحاويات المعدنية
لوحات ضغط لآلات إغلاق العلب / الحاويات المعدنية
 خط “U” للخلفيات المستطيلة
خط “U” للخلفيات المستطيلة
 التراكبات ومقابس الضغط للحاويات المعدنية
التراكبات ومقابس الضغط للحاويات المعدنية
 تأثير الجزء السفلي أو جناح الغطاء على الختم المزدوج
تأثير الجزء السفلي أو جناح الغطاء على الختم المزدوج




0 Comments