
تم تطوير طريقتين لتصنيع هذه الحاويات: “مسحوب بالسحب بالكي” (DWI: مسحوب ومكوى بالجدار) ، و “مسحوب مجددًا” (DRR: Drawn & Redrawn). لقرص معدني ، يتم من خلاله الحصول على شكل أسطواني من خلال الرسم ، وفي سلسلة من العمليات ، يتم زيادة درجة الرسم حتى يتم تحقيق الشكل المطلوب. في هذا العمل سنركز فقط على النوع الأول الذي تمكن من كن الحاوية “الملك” في الوقت الحالي حيث يتم استخدامها على نطاق واسع لاحتواء المشروبات الغازية والبيرة.
إن عملية تصنيع الحاوية “المحشوة والممتدة والمكوية” (DWI) هي بالفعل في الوقت الحاضر ، معممة للغاية ومدمجة في الاستخدامات الصناعية ، ويمكن تطبيقها على كل من حاويات الألمنيوم والصفائح. في هذه الحالة ، تكون مراحل العملية كما يلي:
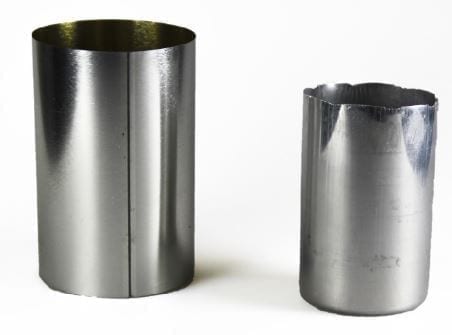
1º. – العملية الأولى هي الرسم البسيط لـ “كوب” – يبدأ دائمًا من مادة ملفوفة – يكون قطرها أكبر من قطر الحاوية النهائية وارتفاع منخفض نسبيًا. يتم تنفيذه في مكبس عمودي متعدد الثقوب بحمولة عالية.
2º. – في الكوب التالي ، يخضع الكوب لسلسلة من الشد والكي ، حتى يتم الوصول إلى القطر النهائي. للقيام بذلك ، يتم تمريره من خلال سلسلة من الحلقات التي يتم دفعها بواسطة مغزل داخلي ، مما يحقق جدارًا رقيقًا للغاية مع الاستخدام الأمثل للمادة ، حيث يتم تقليل سمك الجدار المذكور إلى ثلث سماكة البداية. على سبيل المثال ، إذا كان حجم الملف 0.27 مم ، فيمكن أن يصل إلى 0.08 مم في منتصف الجدار بمجرد الانتهاء من التمدد.
حتى يمكن تنفيذ التمدد دون كسر المادة ، من الضروري تنفيذه في حمام زيوت التشحيم في نهاية مسار هذه المرحلة من العملية ، يتم تكوين القاع – يسمى القبة – ، على العكس من ذلك عمليا يحافظ على السماكة الأولية للمادة. يتم تنفيذ هذا التسلسل بأكمله على معدات تشبه المكبس الأفقي في حمام الزيت ويسمى “السابق”.
3º.- يولد هذا الامتداد الكبير حافة غير منتظمة للغاية للحاوية ، وهو أمر ضروري لعملية تشذيب لاحقة لمعادلته والتخلص من المواد الزائدة.
رابعًا: إن وجود بقايا زيوت التشحيم في العلب من العمليات السابقة يتطلب الغسيل بالمنظف والشطف ثم التجفيف في الفرن.
5º. – في حالة حاويات DWI ، بمجرد تشكيلها وقصها وغسلها وخبزها ، يتم تطبيق ورنيش خارجي أبيض عن طريق بكرة تلميع تقليدية – يمكن أيضًا تطبيق حبر أوفست أبيض -. تدور أجسام الحاويات حول محورها حوالي 2.6 دورة بسرعات تزيد عن 1500 حاوية في الدقيقة. يبلغ وزن الفيلم الجاف لطبقة أساس بيضاء نموذجية حوالي 10 جم / م 2 حسب نوع الزخرفة اللاحقة. ثم يجفف الورنيش في الفرن لمدة لا تزيد عن 60 ثانية وعند درجة حرارة قريبة من 200 درجة مئوية.
6.- بعد مغادرة الفرن يتم نقل الحاويات إلى محطة الزخرفة ، حيث يتم تطبيق الألوان المختلفة بواسطة الأوفست الجاف ، مروراً بفرن تجفيف الأحبار مرة أخرى.
7º. – من شأن حركة الحاويات بسرعات عالية عبر أنظمة النقل أن تولد سحجات في قاعدتها – التي ترتكز عليها هذه المسارات – والتي ستصبح بمرور الوقت أكسدة المعدن. لهذا السبب ، يجب حماية الجزء السفلي منها بمنتج مناسب.
8º. – بعد هذه العمليات وقبل الطلاء الداخلي ، يتم تقليل عنق الحاوية وتشكيل شفة الإغلاق في المستقبل. هذا المصغر يجعل من الممكن استخدام غطاء بقطر أصغر بكثير من قطر العلبة مع ما يترتب على ذلك من وفورات ، مع الأخذ في الاعتبار أحجام التصنيع الهائلة التي تتحرك في هذا السوق.
9º. – من الضروري التحقق من إحكام العلب لمنع التسرب. لهذا الغرض ، يتم تصنيعها للمرور عبر جهاز يكتشف هذه التسريبات المحتملة عن طريق الضوء ، ويرفض تلقائيًا العلب التالفة.
10. -تتطلب حاويات DWI حماية داخلية للقضاء على التعرض للمعادن عن طريق دهانها بطبقتين أو أكثر من الورنيش الصحي للتطبيق المعقد. بالنظر إلى العملية الشديدة لتكوينها ، فإن عملية التلميع – والديكور السابق – ممكنة فقط بعد تمديد الجدار وتقليمه اللاحق للمواد الزائدة. إن متطلبات الجودة لشركات المشروبات متعددة الجنسيات والحاجة إلى دعم تقليل قطر عنقهم بعد تزيين الحاوية ، قد حولت هذه العمليات إلى مجال متخصص للغاية. يتم تطبيق الطلاء الداخلي عن طريق رش الورنيش – للرش – عادة في مرحلتين. في أوروبا الأنظمة القائمة على المذيبات القائمة على راتنجات البوليستر ، مع صلابة ممتازة ، لا تزال تبدو حلولاً جيدة للاستخدام في طلاء حاويات DWI. تستخدم أيضًا في بعض الأحيان الأنظمة المصنوعة من راتنجات الأكريليك. ومع ذلك ، فإن أنظمة المياه القائمة على الأكريليك لها استخدام واسع النطاق بشكل متزايد. السبب الرئيسي هو في الأساس مراقبة الامتثال للتشريعات البيئية الحالية ، سواء فيما يتعلق بظروف العمل الصناعية والتحكم في الانبعاثات.
11º. – يجب معالجة كل طبقة أو ممر من الورنيش الداخلي في فرن (IBO) عند درجة حرارة حوالي 210 درجة مئوية ، وهو أمر حاسم لضمان جودة جيدة لكل من التشطيب الداخلي والخارجي.
12.- أخيرًا تذهب العلب إلى منصة نقالة آلية حيث يتم تعبئتها.
نظرًا لارتفاع تكلفة خطوط DWI ، لتحقيق الربحية الكافية ، من الضروري العمل مع أنواع الحاويات وأشكال الاستهلاك الكبير. بهذا المعنى ، تجد هذه الحاويات أكبر تطبيقاتها لتعليب البيرة والمشروبات الغازية.

بالنسبة لهذه المنتجات ، تقدم الحاوية المكونة من قطعتين أفضل الظروف ، حيث:
– تسمح نسبة القطر / الارتفاع التي تبلغ 1: 2 بالتوفير الأمثل للمواد.
– يسمح الضغط الداخلي للمنتجات الغازية بالعمل بجدران رفيعة جدًا (0.10 مم أو أصغر) دون مشاكل ميكانيكية ، حيث يمنح الضغط الاستقرار للحاوية.
إن نحافة جدران الجسم بالتحديد تمنع ، على العكس من ذلك ، استخدامها لتغليف المنتجات التي تتطلب علاجات تفريغ و / أو تعقيم (حافظات ، بشكل عام) ، حيث أن الجدران تتشوه بفعل الفراغ في معظم الحالات. يمكن تفادي المشكلة عن طريق تطويق (أو تضليع) جدار الحاوية أو عن طريق تعديل تقنية التغليف بحقن غاز خامل عند ملئه وإغلاقه. لم يتم تطوير هذه التقنية لأنها ستظل تعاني من قيود خطيرة ، سواء في مرونة التثبيت أو في أداء القارب الناتج. بدون شك ، سيكون البديل الأفضل هو استخدام العلب التي تم الحصول عليها عن طريق السحب العميق.
كمادة خام ، يتم استخدام كل من الصفيح المقصدري والألمنيوم اعتمادًا على أسعارهما وعادات الاستهلاك في السوق ، مما يجعل من الصعب تحويل الخط الذي تم تصميمه للعمل مع الصفيح المقصدري لاستخدام الألومنيوم وأيضًا معكوسه ، ويرجع ذلك أساسًا إلى أنظمة النقل التي هي محددة لكل نوع من المواد. بشكل عام ، يسود الألمنيوم في أمريكا الشمالية ويتم توزيع الاستهلاك في أوروبا. نشأت التكنولوجيا في كلتا الحالتين في أمريكا الشمالية على الرغم من أنها سرعان ما انتشرت في جميع أنحاء العالم. كما قلنا بالفعل ، نظرًا لأن الاستثمارات التي سيتم القيام بها عالية جدًا ، فإن بدء تشغيلها يقتصر على الشركات متعددة الجنسيات الكبيرة.
 عبوات الألمنيوم القابلة لإعادة التدوير رهان آمن لماركات مستحضرات التجميل
عبوات الألمنيوم القابلة لإعادة التدوير رهان آمن لماركات مستحضرات التجميل
 لا يؤدي سحق العلب إلى صعوبة إعادة التدوير
لا يؤدي سحق العلب إلى صعوبة إعادة التدوير
 تغليف العبوات FACIL® ، ثورة جديدة في عالم التعبئة والتغليف
تغليف العبوات FACIL® ، ثورة جديدة في عالم التعبئة والتغليف
 عرض أسعار عبوات الألمنيوم للحليب البودرة
عرض أسعار عبوات الألمنيوم للحليب البودرة
 كانتاستيك ، نوع جديد من عبوات الألمنيوم المبتكرة والآمنة
كانتاستيك ، نوع جديد من عبوات الألمنيوم المبتكرة والآمنة
 تآكل خارجي في العبوات المعلبة
تآكل خارجي في العبوات المعلبة
 سدادات عبوات أو حاويات معدنية
سدادات عبوات أو حاويات معدنية
 خط التغليف “قطعتان DRD”
خط التغليف “قطعتان DRD”
 قطعتان حزم DRD
قطعتان حزم DRD
 مقارنة بين عبوات مكونة من قطعتين وثلاث قطع
مقارنة بين عبوات مكونة من قطعتين وثلاث قطع



0 Comments