
تم تطوير طريقة إعداد “ملف المنتج” الذي يسمح بالحصول ، عند أسفل الخط ، على المعلومات الكافية للتصنيع الصحيح للغلاف أو القاع.
المقدمة
قبل هذا العمل نشرنا بالفعل عملًا آخر بعنوان:
– صحيفة بيانات المنتج: ثلاث قطع
في ذلك ، تم التعامل مع نفس الموضوع كما في هذا الموضوع ، ولكن تم تطبيقه على حالة الحاويات المكونة من ثلاث قطع. من الملائم معرفة الشيء نفسه قبل المضي قدمًا ، لأننا لن نكرر المنطق الذي أظهر ملاءمة وجود ملف منتج ، لكل عنصر من العناصر التي سيتم إنتاجها في المصنع.
سنقول على سبيل الملخص ، إن هذه الورقة تبسط معالجة المعلومات الفنية اللازمة لإعداد المعدات وتصنيع الأجزاء لاحقًا. الوثائق الأساسية مكثفة على ورقة بسيطة.
ورقة بيانات المنتج: غطاء
كما في حالة الحاويات المكونة من ثلاث قطع ، لمتابعة التعليقات على خيط إعداد بطاقة للأغطية القياسية التقليدية ، سنستخدم مثالًا حقيقيًا. لقد أخذنا غطاء دائري يبلغ قطره الاسمي 73 مم لتطوير هذا المثال. ما سنقوله هنا صالح لأي نوع من الأغطية ، سواء كان دائريًا أو غير ذلك ، طالما أنه النوع الكلاسيكي المستخدم في التعليب ، فإن الحالة الخاصة هي الأغطية الأخرى مثل الأغطية سهلة الفتح ، وقباب الأيروسول ، إلخ
يوضح الشكل 1 نموذجًا لورقة المنتج للأغطية. دعونا نلقي نظرة على التكوين العام ، دون الخوض في تفاصيل كل قسم ، حيث سنعود إليها أدناه.
الشكل رقم 1: مثال على “ورقة المنتج” للقبعات
يتم تكرار القياسات الحرجة مرتين ، ولكن مع مجموعة مختلفة من القيم ، اعتمادًا على ما إذا كانت القيم ضرورية للاحترام أثناء تعديل الماكينات التي ستصنع الغطاء ، أو طوال الإنتاج.
رأس
توجد في الجزء العلوي ستة مربعات لملء بيانات إعلامية بسيطة ، مثل:
– اسم الشركة أو الجمعية.
– المصنع الذي يصنع فيه الغطاء إن وجد عدة
– مرجع الصحيفة أو رمز التعريف الداخلي.
– تاريخ
– مرجع الصحافة أو منشأة التصنيع.
– تسمية الغلاف. في حالتنا: 73 ملم
ثم يتم تضمين صندوقين:
– ميزات الغطاء : وصفت فوائدها بإيجاز. في هذا المثال: “الصندوق القابل للمعالجة للأغذية المعلبة”
– مواد : يشير إلى أبعاد الورقة ، التي يتم الحصول عليها عادةً من ملف مقطوع في لفيفة أولية ، وسمكها ، وعدد الشرائط التي تخرج منها عند قطعها في مقص التمرير الثانوي ، وأخيراً عدد الأغطية التي تموت لكل قطاع. استمرارًا لمثالنا ، بالنسبة لقاع القطر 73 ، ستكون القيم:
قطع التمرير الثانوية
عادةً ما يشتمل التثبيت الخاص بتصنيع الأغطية / القيعان اليوم على مقص لولبي لتقطيع الصفيحة إلى شرائح. هذا الجهاز متصل مباشرة بمتجر بريس باند. أثناء التصنيع ، يقوم زوج بسيط من المستشعرات القصوى والدنيا ، الموضوعة في المستودع المذكور ، بتنظيم الطلب على الشرائط من القص إلى المطبعة.
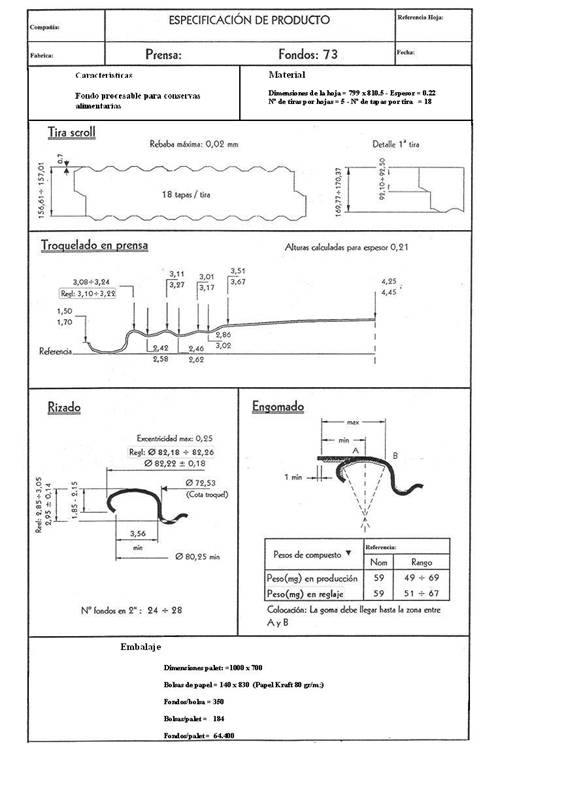
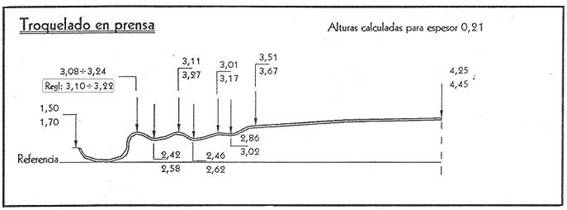
من أجل الضبط المناسب لموضع الشفرة أثناء القطع والتحقق اللاحق منها ، يلزم معرفة سلسلة من القياسات ، مع التفاوتات المقابلة لها ، مثل:
– طول قاعدة العارضة في الشريط الأول ، لضمان قطع الشفرة بشكل صحيح في التمرير الأساسي. في حالتنا سيكون: (92.10 – 92.50).
– العرض الكلي للشريط الأول ، لتنظيم تقدم الشفرة بالنسبة لحافة القطع في القص. (169.77 – 170.37)
– صافي عرض باقي الشرائح. يسمح بفحص الدقة في التقدم التدريجي في التغذية. من الواضح أن جميع عمليات التحقق هذه تهدف إلى تجنب وجود مشاكل في عملية الختم. القيمة في مثالنا (156.61 – 157.01)
– أقصى قطع لدغ. من الضروري عدم تجاوز حد معين لمنع وجود خدوش في الورنيش. (بحد أقصى 0.02 مم).
يوضح الشكل 2 هذه القياسات.
الشكل رقم 2: ورقة المنتج ، بيانات عملية القطع.
اللكم
العملية الأساسية لتشكيل الغطاء ؛ يعتمد القطع الصحيح للقالب على عاملين:
– أ- للتصميم والجودة وحالة الصيانة للقالب. في هذا الجانب ، لا يوجد الكثير للقيام به أثناء ضبط وتشغيل الصحافة ، إنها مهمة أولية.
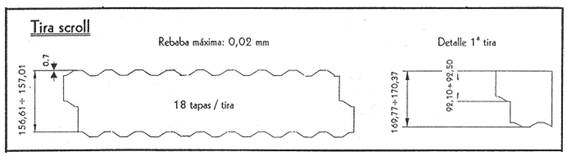
– ب- ضبط المطبعة. النقطة المهمة هي ضبط عمق الرسم ، ويعتمد ذلك على تشكيل حلقات التمدد ومستويات ملف تعريف الغطاء. داخلها ، يعد عمق الجرافة أمرًا أساسيًا ، نظرًا لتأثيره على إغلاق الغطاء.
للتحقق من القسم “ب” ، يجب أخذ مستوى مرجعي ، وهو المستوى المحدد عند دعم الغطاء في وضع مقلوب على جناحه. انظر الشكل 3. في ذلك ، يتم إعطاء قيم المسافة من قمم ووديان حلقات التمدد – أو الاندفاع – إلى المستوى المذكور ، بدءًا من الجرافة. في حالة الأخير ، يتم أيضًا تضمين قيمة الإعداد. تشير كل هذه القيم إلى غطاء بقطر 73 ، مع نوع من المظهر الجانبي المرن أو القابل للتشوه للمعلبات ، والتي لها تطبيقات متعددة للأطعمة المصنعة. تختلف هذه المسافات باختلاف سمك الصفيح المقصدري أو TFS المستخدم في تصنيع القاع.
بالإضافة إلى هذه القياسات ، يجب أيضًا تضمين التحقق من الارتفاع الكلي للغطاء وتجعد الجناح.
ليس من الضروري التحقق من أقطار القطعة ، لأنه إذا كان القالب جيدًا ولوحة القصدير كافية ، فسيكون ذلك صحيحًا.
الشكل رقم 3: ورقة المنتج ، عملية قطع القوالب
مجعد
أحيانًا لا تُعطى عملية الكيرل أهمية كبيرة ، لكن لها الكثير. تتعاون الضفيرة المصممة جيدًا والأداء بشكل إيجابي للغاية مع الإغلاق. تدابير المراقبة في هذه المرحلة هي كما يلي:
– القطر الخارجي: مهم للسلوك الجيد للغطاء في المغذيات (آلة الصمغ والغلق) ، ليس فقط من حيث قطرها ولكن أيضًا من حيث الانحراف فيما يتعلق بقيمة الجرافة. انظر الشكل 4.
– قطر حافة الضفيرة: من الضروري التحقق من قيمته الدنيا ، للتأكد من عدم وجود تداخل مع القطر الخارجي لشفة الجسم في الخياطه.
– عرض القناة: مرتبطة بالبيانات السابقة. يجب أن يكون لها حد أدنى من القياس بحيث لا تتعثر شفة الجسم فوق الضفيرة وتولد إغلاقًا خاطئًا.
– ارتفاع الضفيرة: يضمن التحكم المناسب تكديس الغطاء وتفكيكه بشكل جيد.
– عمق الجرافة: من بين أشياء أخرى ، يتيح تحديد موضع ظرف الظرف أو لوحة الإغلاق للخياطة.
– عدد القيعان في 2 “: هو التحقق التكميلي من ارتفاع الضفيرة ، حيث أن كمية القيعان التي يمكن أن تتلاءم مع هذا الطول هي دالة على ارتفاعها. في الواقع ، يكفي أحد هذين التحققين.
تظهر كل هذه البيانات المقابلة لمثالنا في الشكل 4. على الرغم من الإشارة أيضًا إلى قطر الدلو ، إلا أنه يمكن تجاهله في الواقع لأنه تم فرضه بواسطة القالب ، طالما لا يوجد تشوه في المجعد بسبب الضغط الزائد.
كما هو الحال في الخطوات السابقة ، يشار أيضًا إلى قياسات الضبط للقياسين الحرجين ، وهما القطر الخارجي للغطاء وعمق الوعاء.
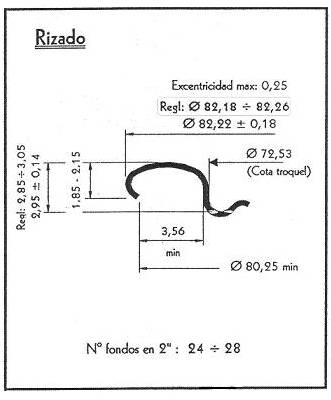
الشكل رقم 4: ورقة المنتج ، عملية الشباك
صمغ
قد تختلف عملية الصمغ من حالة إلى أخرى اعتمادًا على المركب المستخدم (ذو الأساس المائي أو المذيب) ، وخصائصه (محتوى المواد الصلبة المرتفع أو المنخفض) ، ووجهة الغطاء (المشروبات ، والمعلبات أو غيرها) ، إلخ. .
لن نخوض في تفصيل كل حالة من هذه الحالات ، سنقتصر على الاستمرار في مثالنا عن غطاء للتعليب بقطر 73.
هناك عاملان يجب الانتباه لهما:
– الوضع المطاطي: يتم تقييمه بصريًا. يجب أن تبدأ بالقرب من حافة الجناح ، دون أن تفيض – لمنع التلوث في الأغطية الأخرى – وتغطي ما لا يقل عن نصفه. في الشكل 5 هذا الموقف محدد.
– وزن المطاط: وزن المركب الجاف المطلوب تطبيقه هو دالة على كثافته. تشير القيم الواردة في الإعداد والإنتاج في الشكل 5 إلى مركب مائي يحتوي على نسبة عالية من المواد الصلبة. في الواقع ، يتم التحكم في الوزن لأنه أسهل عملية للتحقق ، والمهم حقًا هو إيداع حجم مناسب من المركب لملء إغلاق الحاوية جيدًا. يرتبط هذا الحجم بحجم الإغلاق ، وبالتالي بأبعاد الغطاء. بالنسبة للقاع 73 ، يكون الحجم المثالي للتطبيق بين 205 إلى 210 ملم 3 لكل متر طولي من الجناح. يكفي حساب تطور الجناح وتحديد حجم المركب الجاف الذي يتوافق معه بشكل متناسب. بعد ذلك ، بناءً على كثافته ، يتم حساب وزنه الجاف ، ثم الوزن الرطب مع مراعاة نسبة المواد الصلبة للمطاط في حالته السائلة. عادة ما يكون المعدل الطبيعي أو تحمل كمية المركب المطبق في الإنتاج + عشرين٪.
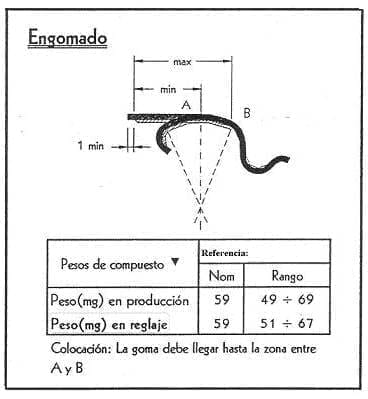
الشكل رقم 5: ورقة المنتج ، عملية الصمغ
التعبئة والتغليف
هناك احتمالات متعددة لتعبئة القيعان أو الأغطية:
– أكياس ورق
– اكياس بلاستيك
– لفافات ورق
– صناديق من الورق المقوى
– الخ.
يمكن أن يتم العد والتعبئة بواسطة آلات أوتوماتيكية نصف أوتوماتيكية أو باليد
أيضًا من أجل التلاعب بها ، يمكن استخدام أحجام مختلفة من المنصات ، ويختلف تحضيرها حسب المسافة ونوع النقل. لذلك لن نخوض في التفاصيل. لهذا ، يمكن رؤية العمل المنشور على هذا الموقع:
– “تغليف الأغطية والقيعان”
كبيانات يجب التحكم فيها والتي يجب أن تظهر في ورقة المنتج ، سيتم تعيين ما يلي:
– حجم البليت للاستخدام
– أبعاد وخصائص عنصر الإحاطة. (كيس ، صندوق …)
– يجب احتواء الوحدات في كل عبوة.
– العبوات لكل بالته
– عدد أغطية الطبلية.
يقدم الجدول التالي مثالاً لحالة تاباس 73 لدينا.
تعليقات
نظرًا لأهميتها ، نكرر ما تم الإشارة إليه بالفعل في العمل “الورقة الفنية للمنتج: حاوية ثلاثية القطع” وهي أن العمليات الموضحة في ورقة المنتج يجب عدم الخلط بينها وبين المعلمات التي يجب أن يسيطر عليها قسم مراقبة الجودة. . ملف المنتج موجه إلى موظفي الإنتاج ويهدف عمل ملخص لما تم الإشارة إليه بالفعل إلى:
– الأول. – تزويد الميكانيكيين بالمعلومات حول المنتج ، اللازمة لضبط المعدات.
– 2º. – دائما في متناول اليد مشغلي الخط ، والقيم التي يجب أن يفي بها المنتج قيد التصنيع.
سيعتمد التردد الذي يجب التحقق من قيم النقطة 2 به على ما تم تعيينه مسبقًا ، ولكن على أي حال سيكون هذا دالة للوقت المتاح للمشغلين. تتناسب هذه المهمة مع ما يمكن أن نسميه “ضبط النفس”. فهي لا تلغي وظيفة قسم مراقبة الجودة تمامًا ، ولكنها تكمل بعضها البعض. من خلال “ضبط النفس” ، في تصنيع الحاويات ، يمكن تخفيف المهام التي يتعين تنفيذها بواسطة مراقبة الجودة بشكل كبير وبالتالي يمكن تقليل القوى العاملة المخصصة لها.
لقد ثبت أن “ضبط النفس” يحفز موظفي الإنتاج ، حيث يسمح لهم بتحمل المسؤولية عن جودة المنتج الذي يصنعونه ، وبالتالي تحقيق مستويات أكثر تطلبًا من الجودة. عادةً ما يستلزم فصل فحص الجودة تمامًا عن الإنتاج أن موظفي الإنتاج ينفصلون عن جودة ما يقومون بتصنيعه ، ولا يهتمون إلا بالكمية ، ويصلون إلى أقصى درجات محاولة إخفاء العيوب والفشل حتى لا يكشفها قسم مراقبة الجودة . لا تنسَ أن الجودة “تُصنع” في نفس وقت العبوة ، فهي ليست عاملًا إضافيًا لاحقًا.
في مصانع التعبئة والتغليف التي يمارس فيها “ضبط النفس” ، سيركز عمل قسم مراقبة الجودة بشكل حصري على فحص المعلمات التي تتطلب قدرًا معينًا من الوقت ، مثل تحديد وزن المركب ، أو استخدام المعدات المعقدة التي لا يُنصح باستخدام واحد في كل سطر ، بسبب طريقة التعامل معه أو لقيمته ، مثل مقياس التحمل أو معدات تحديد مسامية الورنيش.
في الختام ، فإن المثال المثالي هو وضع تعريف دقيق للضوابط التي سيتم تنفيذها وتصنيفها إلى مجموعتين: الأولى تلك التي يمكن افتراضها ، كليًا أو جزئيًا ، من خلال “ضبط النفس” من قبل موظفي الإنتاج والثانية تلك التي يجب أن يتم تنفيذها بواسطة موظفين متخصصين ، أي من خلال مراقبة الجودة











0 Comments