
ملخص
وصف العمليات التي تضيف قيمة إلى السطح النهائي للصفيحة المقصدرة وكيف تساهم في خصائصها.
المقدمة
تعتبر المعالجة السطحية التي يتلقاها الصفيح المقصدري مهمة للغاية ، نظرًا لأن خصائصها لا تعتمد فقط على خصائص فولاذ قاعدتها وكمية القصدير المترسبة على وجوهها ، ولكن أيضًا على معالجتها السطحية. هذا العلاج له تأثير مباشر على:
– المظهر النهائي للقصدير. من خلاله ، يمكن تحقيق المظاهر اللامعة ، غير اللامعة ، الحجرية ، إلخ.
– تمسك أنظمة الطباعة الحجرية والورنيشات والأحبار عليها. أيضا من نفس النغمات مع أكثر أو أقل لمعان أو معدنية.
– مقاومة وجود الخدوش عند التعامل مع المواد.
– قابلية اللحام الأكبر أو الأقل للمعادن.
في الشكل 1 ، يتم رسم تفاصيل صغيرة لسطح القصدير على نطاق واسع. يظهر العناصر التي تشارك في تشطيب سطحه. هؤلاء هم:
– الخشونة: تعتمد على نوع سطح الاسطوانات أثناء الدرفلة على البارد
– التخميل: مساهمة طبقة واقية.
– تزييت: تشحيم نهائي خفيف للأسطح.
صقل الأسطح
هناك طريقتان للتعامل مع خشونة سطح الصفيح المقصدري. أحدهما من خلال تحقيق تشطيبات سطحية مختلفة لبكرات عمل الصندوق الثاني لماكينة الدرفلة على البارد ، في وقت طحنها ، والآخر على أساس الانصهار المطبق على سطح القصدير للمادة. يؤثر حجم طلاء القصدير أيضًا على النهاية.
سوف نوضح أن إعادة صهر القصدير هي عملية تتم في خط التعليب مباشرة بعد خط التعليب وقبل خط التخميل. يسمح بإضفاء لمسة نهائية لامعة على الصفيح المقصدري ، نظرًا لأن الترسيب الكهربائي البسيط للقصدير ينتج سطحًا خشنًا دقيقًا بمظهر غير لامع. في هذه العملية ، يتم إنتاج طبقة من سبائك الحديد والقصدير ، وسيطة بين الصلب الأساسي وقصدير السطح على كل وجه ، مما يزيد من مقاومة الصفيح المقصد للعناصر المسببة للتآكل.
بناءً على هذه المتغيرات ، يتم الحصول على الأنواع التالية من تشطيب السطح.
نهاية رائعة : لعمل هذا التشطيب ، من الضروري الحصول على طلاء مرآة على الأسطوانات. يتم الحفاظ على هذا في سياق التصفيح بواسطة نظام تلميع “في الموقع” ، معزّز بجهاز شفط. من الضروري بالفعل إزالة جميع الأجسام الغريبة ، لأن وجودها يضر بالمظهر المطلوب. من الضروري أيضًا تطبيق إعادة التعليب. إنه يعطي الصفيحة مظهرًا لامعًا ، مما يضمن في نفس الوقت ، كما ذكرنا سابقًا ، تشكيل منطقة وسيطة من سبائك الحديد والقصدير.
هذا النوع من التشطيبات ، إلى جانب الحجر ، هو الأكثر طلبًا. تتطلب القشرة المطلية بهذه الفئة عناية فائقة من جانب المستخدم حتى لا تتلف مظهرها.
الانتهاء من الحجر : تخضع الأسطوانات لممرتي تصحيح مع عجلة طحن خاصة تعطي المنتج مظهرًا مُخططًا. يسمح استخدام الأسطوانات المعدة على هذا النحو للمورد بضمان تسطيح أكثر ثباتًا ، في نفس الوقت الذي يتم فيه الحصول على ورقة أقل حساسية لأي خدوش دقيقة قد تظهر قبل التعليب. كما في الحالة السابقة ، يتم رفض طلاء القصدير ، مما يضمن ، بالإضافة إلى التألق ، الحصول على سبيكة القصدير والحديد اللازمة لسلوك جيد للصفائح في أعمال اللحام.
إنها تشطيب مستخدَم على نطاق واسع ، تستخدمه لوحة القصدير المزدوجة المخفضة كمعيار. لقد وجد في استخدامه نتائج أفضل في التلميع والطباعة ، فضلاً عن انخفاض حساسية الورقة للخدوش الدقيقة التي تتكرر دائمًا في خطوط التصنيع.
تشطيب مطفي : له سطح عاكس قليلاً. للقيام بذلك ، يتم تفجير الأسطوانات وإلغاء عملية إعادة الصهر بعد التعليب. الصفيح المصقول غير اللامع غير مناسب للتطبيقات التي يتم فيها استخدام اللحام حيث لا توجد سبيكة من الحديد والقصدير. على العكس من ذلك ، فهي مناسبة لسدادات التاج أو الكبسولات أو الحاويات المسحوبة بعمق ، لأنها يمكن أن تقضي على تطبيق ورنيش فتحة الذراع أو القاعدة.
هناك تشطيبات أخرى أقل استخدامًا مثل:
أطلق عليه الرصاص النهاية: إذا تم تفجير الأسطوانات بكثافة أقل من ذي قبل ، فيمكن الحصول على مظهر لامع خاص عن طريق تغليف الشريط بطبقة منخفضة وتطبيق إعادة التدفق.
النهاية الفضية: يتم تنفيذ هذا النوع من التشطيب باستخدام أسطوانات شديدة الحبيبات. يمنح ممر الصهر المعدن مظهرًا لامعًا على خشونة السطح المتعددة ، مما يسمح بالحصول على لمعان رائع.
المعالجة الكيميائية – الإدمان
العملية قبل الأخيرة للمعالجة السطحية للصفيح هو التخميل. يقوم على تكوين طبقة أكسيد عليها. تساعد هذه الطبقة الواقية على منع الأكسدة ، ليس فقط أثناء التصنيع ، ولكن أيضًا في العمليات اللاحقة ، مثل الطلاء بالورنيش. إنه ذو أهمية حاسمة في الالتصاق الصحيح للورنيش بالقصدير. الطرق المستخدمة متنوعة ، كيميائية أو كيميائية كهربائية ، كل منها مصمم للحصول على خصائص خاصة. عادةً ما تُعرف بالاختصار USS وعدد من ثلاثة أرقام ، يشير الأول إلى نوع المحلول (1 = حمض الكروميك ، 2 = فوسفات الكروم ، 3 = ثنائي كرومات الصوديوم ، 4 = كربونات الصوديوم) ، والثاني يشير إلى قطبية الصفيحة المقصدرة في المحلول (0 = غير إلكتروليتية ، 1 = كاثودية ، 2 = كاثودية / أنودية) والشكل الثالث يشير تقريبًا إلى مستوى التيار المستخدم.
من بين هذه الطرق ، الأكثر استخدامًا لتحقيقها هي ثلاثة ، كل منها مصمم للحصول على خصائص خاصة.
هذه الأنواع الثلاثة الأساسية للتخميل هي:
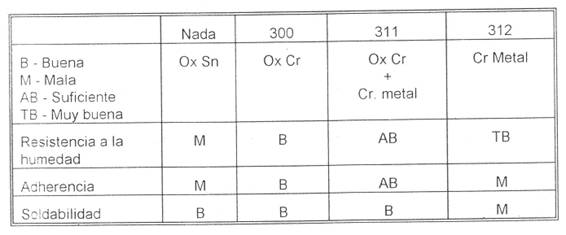
– التخميل 300 : يتم الحصول عليها عن طريق إجراء كيميائي ، عن طريق الغمر في محلول ثنائي كرومات الصوديوم ، وتوليد طبقة من أكسيد الكروم. يعطي نتائج جيدة من وجهة نظر التصاق الورنيش ، ولهذا السبب يتم استخدامه لتصنيع أواني النقانق المطلية أو المطبوعة. يوفر حماية ضعيفة ضد الكبريتات. هذا التخميل غير مستقر. تقل فعاليتها بمرور الوقت وتتأثر بظروف التخزين ودرجة الحرارة. لهذا السبب ، فإن الاستخدام السريع للورقة ضروري. يستخدم على نطاق واسع في صفيح صفيح لحاويات المشروبات من نوع DWI (النقانق والمكواة).
– 311 : يتم الحصول عليها عن طريق الإجراء الكهروكيميائي عن طريق الترسيب الإلكتروليتي في حمام ثنائي كرومات الصوديوم بطبقة من الكروم وأكسيد الكروم. إنه التخميل الأكثر استخدامًا. لديها أداء مناسب من وجهة نظر التصاق الأحبار والورنيش ، على الرغم من أنها أقل من التخميل 300. إنه أكثر ثباتًا بمرور الوقت من 300 ولهذا السبب يستخدم بشكل متزايد لتغليف النقانق. لذلك ، يمكن النظر في حل وسط بين الاستقرار بمرور الوقت وجودة التصاق أنظمة الطباعة الحجرية.
– 312ـ الجراح : يتم تحقيقه بنفس نظام 311. في الحقيقة هو 311 تخميل محسّن. يستخدم بشكل أساسي للصفيح التي يجب أن تقاوم منتجات الكبريت ، مثل اللحوم والحساء ومنتجات الكلاب والقطط … تقيدها بالأحبار والورنيش أقل من 311. لهذا السبب يستخدم التخميل 312 بشكل أساسي على الصفيح المقصدري ليتم استخدامه عارياً.
لا تؤثر معالجات التخميل المختلفة فقط على التصاق الورنيش واللحام وما إلى ذلك ، ولكنها تنتج أيضًا أشكالًا مختلفة من الهجوم أو التلطيخ حيث أن الصفيحة المقصدرة عرضة للتلامس مع المنتجات المسببة للتآكل أو مركبات الكبريت. حتى من وجهة نظر ثابتة أو عرضية ، فإن هذه التفاصيل مهمة ، على سبيل المثال مع الحليب المكثف.
يلخص الجدول التالي خصائص هذه المشاعر الثلاثة.
زيت
إنها المساهمة النهائية لسطح القصدير. تتكون هذه العملية من وضع طبقة رقيقة جدًا من الزيت على جانبي الورقة.
هذا المزلق له عدة أغراض:
– من ناحية ، لحماية التخميل ولكي لا تتعارض مع خصائصه ، يتم تطبيق طبقة خفيفة للغاية.
– من ناحية أخرى ، يزيد من حماية سطح الصفيح من الأكسدة ، ويتجنب الخدوش عند التعامل معه ويسهل عمليات التلميع والطباعة والتشكيل والمعالجة اللاحقة.
أكثر طرق التطبيق شيوعًا هي الترسيب الكهربائي ، على الرغم من أنه يمكن إجراؤها عن طريق الرش أو الغمر. أكثر مواد التشحيم استخدامًا هي ديوكتيل سيباكات (DOS) على الرغم من أنه يمكن أيضًا استخدام مواد تشحيم أخرى مثل: زيت بذرة القطن وأكتيل ترايبوتيل سيترات (ATBC) وبوتيل ستيرات (BSO). هذه الزيوت طبيعية أو اصطناعية.
يتم تطبيق حمولة زيت تتراوح بين 4 إلى 10 مج / م 2