| 学期 | 意义 |
| 出口
排气 |
见泄漏。 |
| 主滚动 | 板卷的“之字形”切割操作。 当金属的目标是圆底或拉制主体时使用。 得到的片材有两个直边 – 对应于卷轴的宽度 – 和两个“之字形”边 – 与切口一致。 该操作在线圈切割线上进行。 |
| 二次滚动 | 将纸张“锯齿形”切割成条状,而这些条状此前已被切割成初级卷轴. 它用于当目的地的 条用于圆底或填充体. 这 所得条带的四个侧面呈“之字形”。 |
| 烘干 Anuncios   治愈 |
见烤。 |
| 第二次手术 (结束) 第二步 |
闭合的最后阶段,在第一次操作中形成的钩子通过滚轮拉紧和熨烫。沉积在盖子翼部上的化合物占据自由空间以获得气密密封。 |
| 第二步 (结束) 第二次操作 |
见第二个操作。 |
| 半保守的 | 不需要加热灭菌过程的食品罐头。 产品已包装好并可以分发。 一个典型的案例是“油中的凤尾鱼”。 它需要在低温下保存,并且它的寿命比传统的保存要短。 |
| 分隔符
交织器 |
放置在每层或每层容器之间的纸箱 包含在一个完整的托盘中。 因此,它是一种常用的包装元素 空容器及其尺寸实际上与作为系统基础的木托盘的尺寸一致。 |
| 单减 (锡) |
锡 经典的。 他们的 基础钢是在一次冷轧或减薄过程中获得的。 |
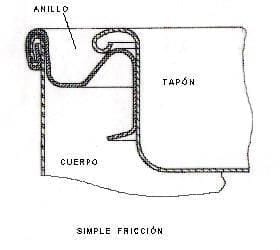
| 简单的摩擦 (摩擦闭合) |
工业产品容器的盖和环之间的封闭形式 (油漆等),其中只有一个适合的表面。 那就是 塞子通过一堵墙夹在轮辋上。 |
| 袖孔 (漆) 挂钩清漆 |
清漆 – 通常是无色的 – 涂在金属的外部,作为其他涂在金属上或印刷油墨的基础。 其目的是提高油墨和清漆在马口铁上的附着力。 |
| 户外系统 | 一组涂在容器外部以保护容器和光刻的清漆. 它通常由一个 白色搪瓷加上最后的清漆。 |
| 内部系统 | 一组具有互补特性的清漆,依次应用于容器内部以保护容器。 |
| 地点 | 马口铁计量单位 按面积计算,等于 100 平方米(国际系统模板面积)。 相当于 4,943 基本盒或 5,537 个欧洲基本盒。 |
| 罩 | 通常由塑料制成,盖在一个装有易于打开的盖子的满容器的封盖上,打开后可以用作盖子,以便在连续食用时更好地保存产品。 |
| 襟翼 | 容器本体接枝侧缝两端重叠或重叠部分. 在这个区域中,只有两倍厚度的材料,而不是其余部分的四层。 接缝,从而便于闭合。 |
| 重叠
重叠 |
身体发育边缘的重叠 在另一个之上。 允许在两者之间进行电焊并产生 焊接侧缝。 |
| 重叠
重叠 |
见重叠。 |
| 可焊性 | 能够焊接某些材料的特性。 因此,例如,据说锡具有高焊接性,因为它容易焊接。 |
| 焊接机
对焊机 |
进行容器本体侧缝焊接的机器. 它可以是类型 电点焊或添加熔融的锡铅合金。 |
| 电焊 | 拼片连接技术。 它包括将低电压、高强度和频率的交流电流通过电极连接的部件,直到由于产生的热量而达到一定的熔合(焦耳效应)。 在金属工业中,它是执行车身侧缝的方法之一。 |
| 电焊 热的 |
金属已超过适当温度且易碎易碎的电焊。 |
| 电焊 寒冷的 |
电焊 其中金属没有达到合适的温度。 它很容易剥落。 |
| 侧焊 | 侧缝通过焊接主体搭接牢固地固定。这种焊接可以通过热(电)或添加熔融金属合金的方式进行,称为侧焊。 |
| 发动机罩 (死) |
完成模具顶部的帽形件(帽). 它安装在弹性系统(弹簧)上,接收提取器的冲击 按在托架行程的顶部. 与 冲头的顶出器,从冲头内部取出工件。 |
| 回弹角 (锡) |
快速测试以确定马口铁的弹性极限. 它的主要应用在 减少的双型马口铁,因为在它们中,由于它们的薄,它们的硬度和回火的测定是不可靠的 通过常规程序(使用硬度计)。 它包括对一个试管 锡 测试特定尺寸的折叠 – 在特殊工具上 – 并在释放折叠力后在模板上测量其角度。 知道所说的角度和厚度 锡 它们在带有双重输入的图表 – 列线图上进行,它为我们提供了弹性限制。 该测试为简单快速地确定所述机翼极限提供了近似但有效的值,而不需要其确定所需的实验室设备,这非常昂贵。 |
| 痛苦
矩阵的基础 |
见矩阵基 |
| 硫化 | 由于高压釜的热量作用下所含食物的蛋白质降解而形成的硫离子对容器内壁锡的侵蚀引起的化学现象。 它通常表现为黑色斑点。 |