
介绍
容器最经典的几何形状是圆柱形,也是最容易制造的。 但是,某些产品在商业上与其他不同的外观(例如矩形,椭圆形,梯形等)相关联是非常普遍的。 您还可以要求容器的底部和盖子为圆形,但容器的主体采用不同的设计,例如截头圆锥形,六边形,立方体等。 在后面的这些形式中,从逻辑上说,主体的非圆柱形构造不会影响其端部,端部继续保持其圆柱形构造以便能够将盖子和底部连接起来。 此类容器的一个示例如图1所示。
图nº1:通过膨胀获得的带有圆柱形端部和中心立方体的容器。
对于容器的制造商,面对对非圆柱形构造的罐的需求,决定哪种是形成容器主体的理想步骤。 像所有事物一样,自从第一个矩形容器(最常用的容器)生产到现在为止,原始的解决方案已经发展起来,以获得更好的质量结果和更高的生产速度。 如今,市场上有许多由不同公司生产的设备,您可以在多个选项中进行选择。
符合程序
我们将讨论最常见的想法,以为我们想制造一个矩形容器。
第一种方法
最古老的过程包括使用自动或手动文件夹,从容器的扁平展开开始,使用矩形文件夹或矩形文件夹,使容器的四个面相同,从而将四个角弯曲成所需的半径。 也可以不平行地折叠四个角,以预先制成例如截棱锥或其他期望的形状。 要使用传统的小型折页机,必须进行适当的准备,将折页辊的尺寸调整为适当的半径,放置长的供纸台以放置扁平体(如果机器没有),放一些低档在此桌子上的高度,该高度在每个角的折叠情况下限制了主体的位置,等等。
为了使关节重叠,必须在主体的末端留一个小的边距。 通常在手动焊接机的附近或角落进行焊接。 过去,该操作是在手动研磨机中进行的,并与锡烙铁相连。 在图像nº2中,您可以看到手动文件夹和焊机对这种工作方式有效

图nº2:制造矩形主体的最少基本设备
. 此过程非常缓慢且目前很少使用,尽管对于小批量生产而言,这是最便宜的安装。 可以在市场上找到合适的二手设备。
第二:方法:
它是当前使用最多的。 它包括制造一个圆柱体,以所需的方式使圆柱体具有与容器的主体相同的高度和高度。 为此,使用市场上许多传统电焊机中的任何一种,尽管在焊缝中的重叠损失将是最小的,但是为了促进随后的扩展,非常厚的焊缝将表现出对变形的过度抵抗力。 实际上,由于在随后的膨胀中材料会稍微拉伸,因此圆柱体的展开必须略小于要获得的理论矩形容器。 要了解如何计算此系统制造的非圆柱形容器的主体的高度和高度,您可以看到以下工作:
确定矩形或非圆柱形容器的尺寸
然后,通过称为膨胀机的特定机器,将圆柱体转变为矩形-或其他选定的形状。 市场上有不同类型的产品,它们是由不同的制造商生产的,它们的设计可能会有很大差异。
最初,这些机器可以分为两类:
1º.-那些以连续的方式,即通过单个过程,通过中间出现的方式,从圆柱状配置转变为所需形状的方式,逐渐地改变了身体的形状。
2º。-快速执行此转换的对象。
1º。-渐进式膨胀机:
它直接位于焊接机的后面。 两者之间的结合是由小型磁力输送机完成的,该磁力输送机确保了容器主体的固定性,从而使焊接线不会旋转或改变位置。 机器本身是一种通道,包括:
-内部鞋last,其截面从圆形逐渐变为矩形,并且容器在其上滑动。
-一系列外部驱动辊,作用在车身上,使车身最后变形。
这种扩展器的内部视图出现在照片3中。

图nº3:渐进式扩展器的细节
当需要用清漆保护侧缝的内部时,有必要使涂布管从焊接机穿过本机,穿上该清漆,然后使主体膨胀后使其固化。 第4张照片展示了类似机器的整体视图。

图nº4:渐进式膨胀机的整体视图
2º。-快速或瞬时膨胀器:
此类型基本上包括:
-圆柱体进料系统。
-特定位置的焊接方向头
-膨胀头。
-下载改革后的机构
该机器可以安装在比以前的焊接机更远离焊接机的位置。 只要容器足够冷地到达膨胀机,它甚至可以预先用清漆保护焊接。
由于这类机器的工作效率较低,因此在需要一定的生产速度时,并且要制造的容器的尺寸不是很大时,使用的是双重机器,即配备了两组双头,他们并行工作。
-身体喂食系统:
如果容器是水平进入机器的,则通常是简单的重力下降,这些重力会从高架电缆输送机上收集物体。 当涉及到双机时,它们需要两种方式来进料和卸料,这就是为什么在入口处需要分隔器,在出口处需要重新组合的原因。 照片5显示了这种情况的示例:

图nº5:双自动膨胀机。
-焊接方向头:
在非圆形容器中,例如矩形容器中,必须始终将侧缝的电焊定位在同一位置,以使得其相对于四个面是不变的,更确切地说,如果是平版印刷的话。 在这种情况下,由于主体沿其在焊机和膨胀机之间的路径移动,焊缝以随机放置的方式到达机器。 为了确保其位置,使用了水平圆柱头,该圆柱头可以快速旋转主体,并在关节到达正确位置时将其停止。 接缝位置的检测是通过外部精密传感器进行的,该传感器可以是光电管,机械等。其选择取决于焊接类型。
在6号照片的左侧,您可以看到一个焊接方向头。 机体从摇篮引入到定位头中,摇篮在推动臂的驱动下从进纸系统收集定位器。 身体定向后,将其放置在从其引入头部的同一个托架中,然后通过该托架的另一种移动从该托架在下一个头部的前面移动。 为了使身体不移动,通过软磁场将其固定。

图nº6:定向和膨胀头
-膨胀头:
它接收从托架推入的定向圆柱体,并将其变形为所需的轮廓。 为了永久保持容器的新形状,金属必须承受超过其弹性极限的应力。
该头部的截面接近人体必须承担的部分,它由一个固定部分组成,而另一个则在插入人体时通过展开而移动。 当运动部件达到最大行程时,头部的展开与身体最终形状的周长重合。
对于第6张照片,首先可以看到膨胀头,它是矩形包装的工具。 该工具的下部保持固定,而插入主体时上部上升,也就是说,带有圆角的矩形的较小侧与扩展主体较小侧的尺寸一致,而较大侧在工具的缩回位置,其高度低于主体的较长侧。 这允许将主体毫无困难地引入其初始圆柱形位置。 然后,上部(或壳体)上升,直到工具的较大一侧达到容器的期望值为止。
壳体的移动是通过水平膨胀杆的作用来实现的,该膨胀杆在工具的轴线上交替移动,并配备有一些倾斜平面,这些倾斜平面作用于其他倾斜平面-膨胀楔-布置在壳体内部,起点是由弹簧的作用决定的。
取决于您要提供的容器的形状,此工具的设计可以有所不同,但是通常使用上述原理,例如,在图7中显示了方形罐头的膨胀头的一部分。 在这种情况下,它有四个与四个角重合的活动壳,这些活动壳被膨胀楔块推开,中央膨胀杆作用在膨胀楔块上。 四个固定壳位于四个面的中心,当以圆柱形进给时,四个面最初会使主体居中。
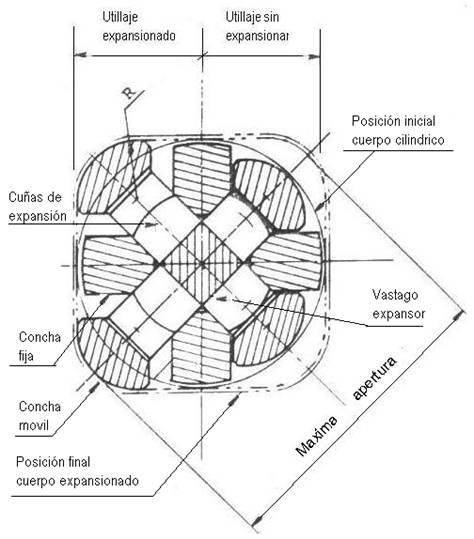
图nº7:膨胀头的截面
– 下载:
一旦将身体转变成新的形状,就可以通过将其放置在排放支架中的抽气臂将其从头部移除。 通过传输系统将其传输到下一台机器。 当扩张规模扩大一倍时,双方的生产必须以一种方式结合在一起。
这种类型的快速膨胀机还可以在垂直方向上与容器的主体一起工作。 在这种情况下,膨胀头悬空工作,然后通过上下移动的板将容器从下方插入其中。
有些机器具有第三个头,其任务是在展开后平移身体的脸部,也就是说在这些脸部上标记一些加强筋或刻面。 这样可以达到以下效果:
-在膨胀操作中,当金属超过其弹性极限时,在主体的较大面上经常会出现不规则的波纹或变形,从而使容器的外观变差。 通过这些神经,消除了变形。
-所述肋通常沿高度方向定位,并且仅在较大的面上,对容器的主体具有更大的阻力。
小包装不需要第三头。 它由一个组合的压印系统从外侧到内侧在每一侧上工作。
非圆柱形容器的制造技术也已应用于生产截头圆锥形的容器,该容器被广泛用作油漆和其他工业用途的容器。 这些包装使用不同类型的封闭件,最常见的是所谓的“桶”类型。
膨胀技术要求使用厚度略大于其圆柱当量且硬度较低的金属。













0 Comments