| 学期 | 意义 |
| 桶 | 有盖的大容量容器因为它关闭了容器的整个口。 它是通过一条裙边固定的,裙边分成多个部分,折叠在嘴的边缘。 身体. 其形如斗,故名。 它们通常配备有用于搬运的把手。 它的正常用途是包含绘画。 |
| 托盘
调色板 |
通常是一个木制平台,作为一个基础,商品在其上有序排列,以便运输或储存。 它的侧面有一些被称为“入口”的空闲空间,这些空间过去常常被叉车的“钉子”或“喇叭”抓住。 |
| 调色板
托盘 |
见托盘。 |
| 码垛 | 码垛动作。 它包括将集装箱有序地放置在不同层次或楼层的托盘上,以进行存储和运输。 |
| 码垛机 | 执行容器码垛的设备或机器。 |
| 中心面板 (覆盖) |
位于盖子中间的表面. 它通常是平的和水平的,尽管它有时可能会略微凹入或凸出。 它向外部的异常变形可能意味着保护区的状况不佳。 它通常印在上面 灌装机的包装代码和日期。 |
| 床单包
包裹 |
见肿块。 |
| 石蜡
蜡 |
马口铁上用作润滑剂的特殊卫生蜡. 可以在固态(在片材上摩擦它的条)或液态(将其熔化)进行叠加。 |
| 打蜡机
抛光机 |
将一层薄薄的熔融蜡喷涂到金属板上并在使用的下一个制造工艺是深拉时充当润滑剂的设备. 它用于例如 香肠 包装. |
| 斗墙 (结束) |
托盘的垂直表面,卡盘的唇缘在关闭时搁置在其上. 它是封面的一部分。 它介于 机翼半径和机翼半径 桶壁。 |
| 炙烤 (平版印刷) 容器 |
见容器。 |
| 更换零件 | 修改容器尺寸(底部或高度)时发生变化的机器部件 来生产。 因此,必须针对每种情况将它们替换为适当的。 |
| 钝化(锡) | 在锡, 在它的最外层接收这个名字。 它的厚度约为 5nm,是在制造过程结束时应用的铬的贡献。 最大限度地降低氧化风险并影响涂层的附着力 清漆和可焊性。 |
| 溜冰 (结束) |
在第二次操作过程中,由于卷边辊的滑动,在接缝外壁的一个区域由于其不完全形成而鼓起. 它的起源可能是来自于压力不足 压板、卡住的辊子或心轴上的油l. |
| 渗透 (结束) |
主体钩的长度与闭合高度之间的比率以百分比表示。 |
| 失利
空间 |
见赋格 |
| 切割损失
压接损失 |
用于执行agrafado操作的金属数量(以毫米表示). 该附加材料必须添加到 密封容器本体的理论发展计算其实际发展。 |
| 失去 ENGARGOLATE
涂鸦丢失 |
见失去阿格拉法多 |
| 重叠丢失
重叠损失 |
以毫米(或其他长度单位)表示的重叠宽度的测量值. 因此,它评估的横向边缘的重叠 身体。 |
| 重叠丢失
陷波损失 |
见重叠损失。 |
| 轮廓 | 以假想的方式对顶部或底部进行径向切割而产生的几何图形. 它由一系列 梯度和膨胀环。这个词也用于定义闭合辊的轮廓。 |
| 钻孔
排气 |
见赋格 |
| 胶卷重量
清漆负载 |
金属板在涂装和烘烤后所含的干漆量(固化后),以 g/m2 或 mg/in2 表示。 |
| 标签
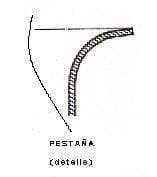
边缘 |
在每个端部呈现主体(已形成)并有助于关闭操作(或主体与盖子结合)的边缘). 它由几乎垂直于壁面的平坦部分形成 容器 的 主体和 将该 平坦 部分 与 所述主体连接 起来 的 拱形. |
| 标签 尚皮奥纳达 蘑菇边 |
标签 有缺陷的。 在其中,它的平坦部分不存在,将其连接到身体的拱形延伸到其外边缘。 可以产生一个 假封。 |
| 闪烁
磨边机 |
制造容器标签的机器. 它可以通过三个系统工作:滚筒(旋转船)、缓冲(固定船)或“旋转”。 |
| 峰值 (结束) |
闭合缺陷的特征是在底部钩子的半径(闭合的底部)出现“点”). 它通常主要出现在 装配,可能是由于第二次关闭操作中的过量化合物或压力过大造成的。 |
| 面板中的峰值 盖子中心 |
盖子中央面板上的小外脊形式的永久变形. 这是由于超出其弹性极限而引起的缺陷。 它通常是由内部压力过大引起的 灭菌过程中的容器。 |
| 颜料 (清漆) |
添加到室内卫生清漆中的添加剂 来改进它的功能。 最常见的是铝粉或氧化锌膏,在这种情况下它们的目的是掩盖或吸收 硫化起源于某些富含蛋白质的产品。 |
| 针孔 (锡) |
穿孔或非常小的孔,有时作为马口铁的制造缺陷出现. 它的存在非常危险,因为它会产生 容器泄漏。 _ |
| 踏上乐队 (死) 唤醒按钮 |
在模具中,在模切操作期间将带材牢固地固定在切割刀片上的部件. 它是一部分 冲头(工具的上部)。 |
| 平台
托盘 |
见托盘。 |
| 关闭板
闭合心轴 |
参见闭合心轴。 |
| 压板 | 在封口操作期间接收、定位和维护容器主体的封口机的一部分. 沿轴线方向移动 容器,移动盖体组件,将盖罩在心轴中,并在循环过程中提供一定的推力(压缩)以保持盖体和盖 支持。 完成这个,它下降,允许驱逐 容器. 位置和力度可调 压缩. 它的形状是 容器. 和他一样 卡盘,可以旋转(空罐)或固定(满罐)工作。在第一种情况下,可以通过拖动卡盘(“疯狂板”)或连接到封口机的电机来产生旋转(“疯狂板“)。机动”) |
| 聚酯纤维 (漆) |
种类繁多的清漆,其性质有时因配方而异。 |
| 聚合 |
在容器的有机涂层或保护性清漆的情况下,这个概念指的是单体的简单结合,当烘烤所应用的清漆时,这些单体通过热作用产生具有不变百分率成分的聚合物。 |
| 聚合
治愈 |
见治愈。 |
| 灰尘 静电 |
粉末形式的清漆,涂在容器主体的电焊侧缝内侧,以保护容器免受罐内物质的氧化和化学侵蚀. 它是通过静电沉积施加的,随后需要加热(烘烤)以使其 聚合 以及对金属的附着力。 它通常是白色的,尽管它也可以是无色或金色的。 |
| 孔 | 容器金属上的孔,当装满产品时会导致泄漏。它也被指定为马口铁表面上的小漆或锡故障。 |
| 孔隙率 (漆) |
涂漆表面存在非常小的孔 的金属板。 它以每单位面积的孔数来衡量。 越高,质量越高 涂漆更糟糕。 |
| 孔隙率 (锡) |
这个概念在锡 表示其镀锡表面存在微小的孔洞或不连续性。 这 孔隙率 与镀锡层成反比。 如果过量,这是一个非常危险的缺陷,因为它会使钢暴露在腐蚀中,因为它没有受到锡的保护, |
| 冲头架 (死) |
冲孔拉板(模具顶部)以压托架。 |
| 海豹 (工业包装) |
位于工业容器(边缘、颈部等)的开口或排空区域的金属膜或塑料材料确保容器的不可侵犯性。 |
| 按 | 在金属工业中,它被指定为任何通过复杂模具(或矩阵)(通常是切割和拉伸)的往复运动机器 形成底部、香肠容器等碎片, ETC。 运动部分(汽车)通过曲轴接收运动, 将旋转转换为平移 压力机分为:手动,如果原材料的进给是手动完成的,自动的,如果它是由压力机本身完成的。 它的工作能力(功率)以吨为单位。 |
| 爆破压力 | 内部压力 – 通常以 kg/cm2 表示 –容器在该压力下 爆炸。 非常相关的数据,在某些情况下受监管 必须承受高内部压力的容器,例如气溶胶。 |
| 第一步 (结束) 第一次手术 |
见第一个操作。 |
| 第一次操作 (结束) |
闭合的初始阶段,其中盖子卷曲被折叠并通过卷边卷压在主体法兰上,形成盖子和主体钩。 |
| 测试仪
测试仪 |
检查容器中是否存在泄漏的机器. 有几种技术:浸入水中,压力,真空,光…… |
| 处理器
高压釜 |
见灭菌器。 |
| 过程
开胃 |
见灭菌。 |
| 深度 托盘 |
在有盖子的情况下,铲斗腔高度或法兰到铲斗壁半径底部之间的距离 松动的。 如果它是一个 成品容器,是测量从封盖顶部到桶壁底部的半径。 |
| 推进剂 (气雾剂) 螺旋桨 |
气溶胶容器中的加压气体 与活性产品一起。 允许产品以细滴的形式通过 阀门。 |
| 螺旋桨 (气雾剂) 推进剂 |
见推进剂。 |
| 的投影 焊接 |
在电焊过程中产生的金属颗粒散布在容器主体的内表面上 一样的。 扳机 金属暴露,通常是由一些不正确的焊接参数或元素(铜线、滑轮、金属表面、温度……)引起的 |
| 密封投影仪 | 允许将容器的封闭物以非常大的比例投影到屏幕上并在其上评估其尺寸的测量设备。 |
| 焊接点 | 线性符合容器主体的横向电焊的每个标记。每个点由所使用的交流电频率的半脉冲产生。 |
| 锥子 | 工具的阳部分(或模具) 通过撞击纸张来穿孔或切割纸张。 为此,刀片位于相同尺寸的第一个(母)对面的另一块上。 生成的元素具有女性的配置。 这个词也表示形成上半部分的一组棋子 模具,其中有冲头 说得对。 这种零件组装有一个替代运动固定在 新闻车,它移动了比赛的进程。 |