
Ланико BF 280 швейные машины
РЕЗЮМЕ
Анализ эволюции высоты корпуса аэрозольного контейнера на различных этапах его изготовления.
ВВЕДЕНИЕ
На протяжении всего производственного процесса начальная высота плоского корпуса контейнера слегка уменьшается на каждом этапе до тех пор, пока он не достигнет своей конечной величины по окончании работы над контейнером.
Очень важно знать уменьшение этой высоты на каждой ступени по нескольким причинам:
— Важным измерением является размер готового контейнера, так как именно он маркирует его вместимость. Поэтому, начиная с этого, необходимо знать, насколько его увеличить, определить высоту среза плоского корпуса.
— Для того чтобы процесс находился под контролем, необходимо правильно отрегулировать каждый этап процесса. Поэтому в каждом из них необходимо знать данные, которые отличаются друг от друга. Как мы уже указывали, высота уменьшается в каждой фазе, и ее теоретическая величина должна быть известна и контролироваться.
На уменьшение высоты на каждом этапе сильно влияют различные факторы:
— По стандартам, используемым в каждой операции, и, следовательно, по конструкции используемой в них оснастки. Например, форма, приданная надсечке на обоих концах тела, влияет на потерю одной и той же высоты.
— По технике, использованной в процессе. Например, это не то же самое, что сделать выемку тампоном на неподвижном контейнере, чем катить валиком на вращающийся контейнер.
— По количеству операций, которые включает в себя весь процесс, потому что для достижения одного и того же результата можно использовать различные опции по количеству шагов, которые необходимо выполнить. Например, можно сначала сделать надсечку, а затем загиб тела, или выполнить обе операции одновременно.
— Благодаря характеристикам машин, используемых в производственном процессе. Например, те же самые результаты не достигаются на комбинированных станках — передаточного типа — с несколькими горизонтальными головками, как на независимых вертикальных станках.
ЦЕНЫ
Из вышеприведенных комментариев ясно, что априори невозможно точно зафиксировать, изменения высоты, которые происходят на различных этапах изготовления аэрозольного контейнера. Лучше всего в каждом случае определять потери высоты, которые генерируются сначала теоретически, а затем практически.
В качестве руководства и с учетом того, что влияние упомянутых выше факторов всегда мало, мы можем привести конкретный пример эволюции этих высот.
Начнем с зазубренной и фланцевой конструкции, как показано на чертеже nº 1. Довольно часто встречается в аэрозольных баллонах, с диаметром корпуса 57 мм, днищем 54 мм и куполом 52 мм.
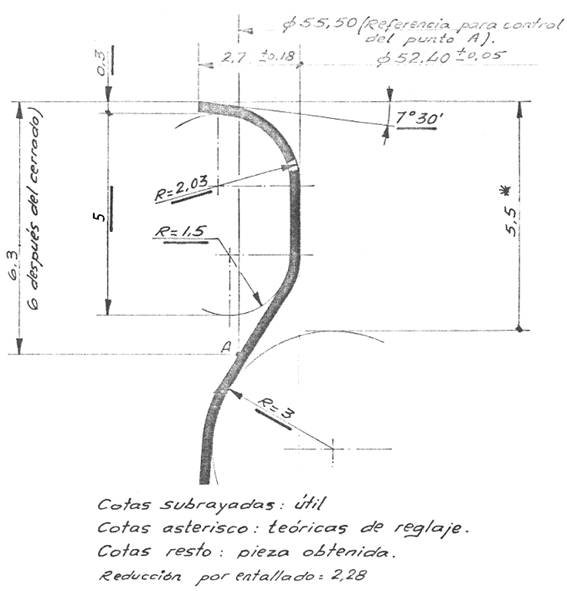
Другой конец корпуса будет иметь выемку, похожую на показанную, но с меньшим уменьшением диаметра, чтобы соответствовать дну диаметром 54 мм.
Предположим, что мы осуществляем процесс на передаточной машине с несколькими головками — Lanico типа BF 280 Ae или аналогичной — где операция надрезания и загибания выполняется одновременно. Поэтому этапы производства:
— Формовка труб на сварочном аппарате
— Подгонка и откидывание тела на машине Ланико.
— Нижняя часть контейнера размещена на машине Lanico.
— Размещение купола контейнера на машине lanico
Все это в соответствии с последовательностью, показанной на чертеже № 2.
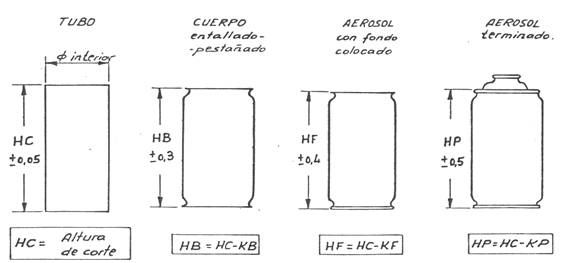
Рис. 2: Эволюция высоты в аэрозольном контейнере
Формула, определяющая результирующую высоту в каждом конкретном случае, также показана на этом чертеже. HB, HF или HP — в зависимости от начальной высоты среза HC — и принимая во внимание константу — KB, KF или KP — отражает соответствующую потерю высоты
Поэтому достаточно знать значения KB, KF и KP, чтобы определить потерю высоты на каждом этапе.
Для конкретного случая мы определили значения этих констант:
KB = 3 мм
KF = 3,3 мм
КП = 3,6 мм
Как указано выше, они могут незначительно изменяться по мере изменения вышеуказанных факторов.
 контроль качества при изготовлении металлических контейнеров
контроль качества при изготовлении металлических контейнеров
 Физическая устойчивость металлических контейнеров
Физическая устойчивость металлических контейнеров
 РАСЧЕТ НОРМАТИВНОЙ СТОИМОСТИ «ТРЕХКОМПОНЕНТНОГО» ПАКЕТА
РАСЧЕТ НОРМАТИВНОЙ СТОИМОСТИ «ТРЕХКОМПОНЕНТНОГО» ПАКЕТА
 КОЛПАЧКИ ДЛЯ АЭРОЗОЛЬНЫХ КОНТЕЙНЕРОВ
КОЛПАЧКИ ДЛЯ АЭРОЗОЛЬНЫХ КОНТЕЙНЕРОВ
 ПАСПОРТ ПРОДУКТА: УПАКОВКА «ТРИ ШТУКИ».
ПАСПОРТ ПРОДУКТА: УПАКОВКА «ТРИ ШТУКИ».
 СПЕЦИФИКАЦИЯ ЖЕСТИ ДЛЯ КУЗОВОВОВ КОНТЕЙНЕРОВ «3 ШТ.»
СПЕЦИФИКАЦИЯ ЖЕСТИ ДЛЯ КУЗОВОВОВ КОНТЕЙНЕРОВ «3 ШТ.»
 ПАСПОРТ ПРОДУКТА: КОЛБАСНЫЕ ПАКЕТЫ
ПАСПОРТ ПРОДУКТА: КОЛБАСНЫЕ ПАКЕТЫ
 ПЕРЕКРЫТИЯ И ЗАЩЕЛКИВАЮЩИЕСЯ КРЫШКИ ДЛЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
ПЕРЕКРЫТИЯ И ЗАЩЕЛКИВАЮЩИЕСЯ КРЫШКИ ДЛЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
 КРЫШКИ ОКРАСОЧНЫХ КОНТЕЙНЕРОВ
КРЫШКИ ОКРАСОЧНЫХ КОНТЕЙНЕРОВ
 ПРОФИЛИ КРЫШЕК ДЛЯ КРУГЛЫХ КОНТЕЙНЕРОВ
ПРОФИЛИ КРЫШЕК ДЛЯ КРУГЛЫХ КОНТЕЙНЕРОВ



0 Comments