
Некоторые показания для реализации пластиковых сальниковых отверстий в металлических контейнерах.
ПРИМЕЧАНИЕ
Использование пластиковых сальников, пустышек и пластмассовых колпачков широко распространено в металлических контейнерах, используемых для содержания жидкостей, таких как пищевые масла, промышленные продукты и т.д. Они облегчают заливку одного и того же и частичное использование продукта.
Металлообработчик должен подготовить крышку контейнера так, чтобы впоследствии на него можно было установить сальник. Для этого в крышке должно быть сделано отверстие, в которое вставляется сальник. Он может быть установлен на контейнер в разное время:
— На свободной крышке, т.е. перед закрытием на корпусе контейнера. В этом случае монтажную операцию выполняет металлограф. Обложка может быть впоследствии:
или закрывается металлографической, после чего упаковщик заполняет снизу и закрывает его.
или закрыт упаковщиком, как только контейнер будет наполнен. В этом случае металлография ранее закрыла дно.
— В контейнере после заправки. Баночка поставляется к упаковщику с установленным дном и крышкой. Заполнитель заполняет его через отверстие, предназначенное для сальника, а затем помещает сальник в сальник. В этой опции упаковщик избегает закрытия крышки или дна.
Существуют различные способы проектирования отверстия над крышкой для сальника, и в этой статье мы рассмотрим некоторые из них.
ВИДЫ РАЗМЕЩЕНИЯ
Способ крепления сальника на крышке определяет тип отверстия или корпуса, который должен быть выполнен на крышке. Наиболее распространенные способы выполнения этой операции:
— Под давлением: сальник/затвор вдавливается в отверстие и остается в отверстии из-за взаимодействия сальника и отверстия.
— Обжим: Юбка или плечо сальника механически обжимается фланцем отверстия.
Вариантов этих двух основных систем много, как и возможных средств для использования. Ниже мы рассмотрим некоторые примеры.
1º.- ДЛЯ НАПОРНОГО МОНТАЖА
Для сальников, установленных под давлением, характерно наличие в месте их соединения с крышкой канавки, в которой после преодоления выступа, который впоследствии препятствует их извлечению, насильно заделывается фланец отверстия, просверленного в крышке. Желоб прочно опирается на фланец отверстия с помощью проекции, расположенной снаружи на горло. На фото 1 показан пример такого типа сальника.
Рисунок № 1: Вставной сальник
Внутри этого типа напорного монтажа можно различать две разновидности отверстий:
1-я. — «Без заусенцев» скважина:
Пример этого первого типа показан на рисунке 2:
Рисунок № 2: Пресс-фитинг сальника на отверстии без заусенцев
Она характеризуется защитой режущей кромки отверстия, так что упакованное изделие не может легко войти в контакт с ним. Применяется для агрессивной набивки, которая может воздействовать на сталь, видную на режущей кромке, например, на тормозные жидкости. Для достижения этого мы прибегаем:
— Сделайте разрез на крышке с как можно меньшим количеством заусенцев, отсюда и его обозначение. Таким образом, металл меньше подвергается воздействию и, прежде всего, край имеет гладкую и ровную поверхность.
— У сальника очень заметная проекция или шаг крючка, когда край отверстия забивается гвоздями, для его защиты от химического воздействия.
Поэтому и диаметр отверстия, и высота юбки должны быть очень точными, и это критические измерения.
Мы представим конкретный пример того, как сделать отверстие, предупреждая, что его следует воспринимать только как идею, так как каждый производитель сальников должен конкретно указать для каждого типа своей продукции размеры и подходящий способ сделать отверстие.
В данном примере размещение производится в два этапа. Первое одновременно с изготовлением крышки. Другими словами, речь идет о предоставлении крышки производства умирают с необходимыми деталями, чтобы сформировать круговую канавку, которая готовит деталь, где отверстие будет сделано в следующей операции.
На рисунке 3 показаны увеличенные детали размеров этой части крышки, необходимые для последующего просверливания отверстия диаметром 23,8 мм.
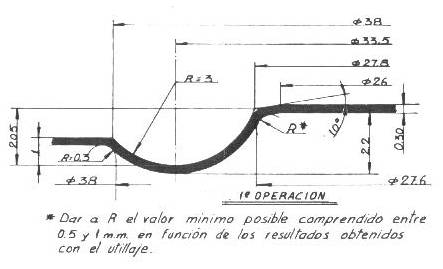
Рисунок № 3: 1-я операция на «беззазорной» крышке отверстия умирает для напорного сальника
2-я ступень выполняется на другом прессе, оборудованном устройством подачи колпачков, на котором установлен режущий и гладильный инструмент, делающий отверстие и правильно отмечающий контур корпуса.
На следующем рисунке — nº 4 — показана 2-я операция по бурению скважины диаметром 23,8 мм, которая является продолжением начатой выше.
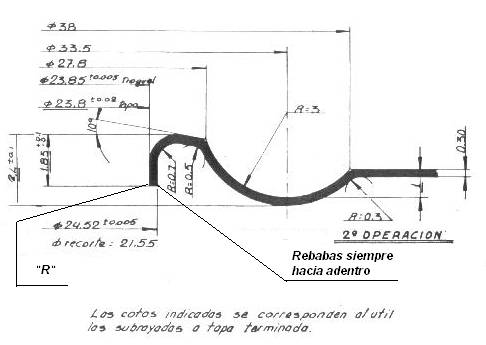
Рис. 4: 2-я операция на «беззазорной» крышке отверстия умирает для напорного сальника
Для достижения качества работы необходимо принять во внимание следующие замечания:
— Во время резки инструмент должен быть в очень хорошем состоянии, чтобы образовались минимальные заусенцы внутри и снаружи.
— Радиус «R» режущей кромки должен быть минимальным. Его идеальное значение — 0,06 мм при использовании новой оснастки, максимально допустимое значение — 0,20 мм. Управление осуществляется с помощью профильного проектора.
— Идеальная толщина металла указана на чертеже — 0,30 мм, но может быть уменьшена в зависимости от продукта, который будет упакован, и от условий сборки сальника (на свободной или установленной крышке, с контролем температуры или без, и т.д.). В каждом случае соответствующее значение должно быть определено экспериментально.
— Во время 2-ой операции матрица должна выполнить энергичную глажку по всему силуэту и дойти до конца хода.
— Эти спецификации являются общими как для нелакированных, так и для лакированных материалов.
На рисунке nº 5 показана прямоугольная крышка, используемая для контейнеров с тормозной жидкостью, с основными размерами и сечением 1-й и 2-й операции.
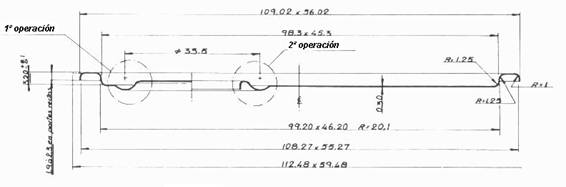
Рисунок № 5: Сечение прямоугольной крышки 99 x 46 с отверстием «без заусенцев».
Для проверки качества отверстия после его завершения можно приготовить несколько «pass — fail» манометров высоты юбки — размер 1,85 на рисунке nº 4 — и диаметра отверстия — размер 23,8 -. Для проверки последнего критерий проверки будет заключаться в том, что «не проходящий» манометр тоже проходит, но сальник может быть поднят с присоединенным к нему манометром.
2-я. — Орифик «с заусенцами»:
Пример такого типа отверстия показан на рисунке 6. Его исполнение менее требовательно, чем в предыдущем случае, и используется для неагрессивных продуктов, таких как пищевые растительные масла.
Рисунок № 6: Пресс-фитинг сальника на отверстии под заусенец
Производственный процесс аналогичен «беззазорному» отверстию, т.е. в двух операциях. Первая из них включена в крышку и умирает. Конструкция для такого же отверстия диаметром 23,8 мм показана на чертеже № 7.
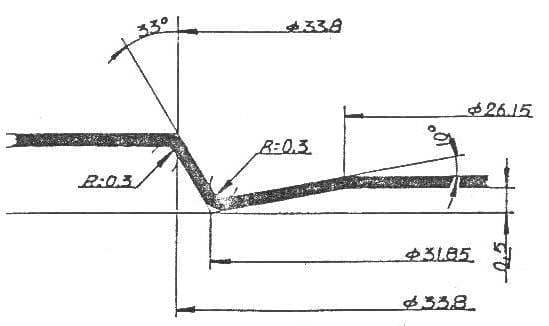
Рисунок № 7: 1-я операция на крышке отверстия «заусенец» умирает для напорного сальника.
Второй осуществляется в независимом прессе, оснащенном устройством подачи колпачков и подходящими инструментами. См. рис. 8:
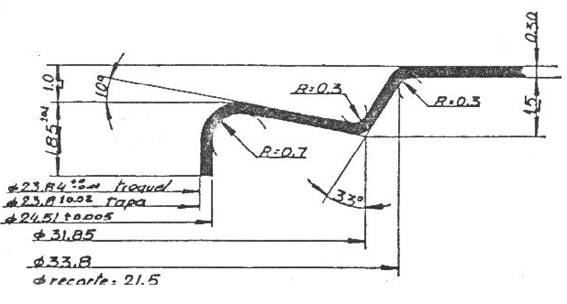
Рис. 8: 2-я операция на крышке отверстия «заусенец» умирает для напорного сальника.
После того, как отверстие было просверлено на крышке, каким бы оно ни было, операция вставки сальника становится простой. Все, что нужно — это система для ориентации и позиционирования сальника — например, с помощью вибрационного и центрирующего оборудования с использованием заслонок и направляющих, — а также толкающий рычаг/головка — например, пневматическая — для его размещения. На рынке есть оборудование, подготовленное для этой работы, которое может быть установлено на металлографическом доме или на разливочном устройстве, в зависимости от типа используемого наполнения контейнера.
2º.- ДЛЯ СБОРКИ МЕТОДОМ ОБЖИМА
Другой способ крепления сальника к крышке — это использование обжимного захвата. В этом варианте зажим не осуществляется давлением, но между фланцем сальника и фланцем корпуса имеется стопорное крюковое соединение. Для этого требуется специальное шпаклевочное оборудование, выполняющее операции по шпаклевке и дроблению обоих компонентов. Модель этого типа сальника показана на фото 9.

Рисунок № 9: Типичный сальник для обжимного монтажа
ФормаS области соединения сальника и фланца крышки отличается от формы, показанной для предыдущего типа. На рынке существует множество вариантов. Также в качестве примера мы приводим пару примеров отверстий для данного решения. Чертеж № 10 является альтернативой, также выполненной в двух операциях, аналогичных представленным выше.
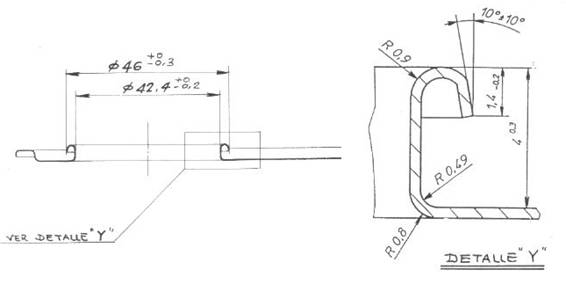
Рисунок № 10: Отверстие для крепления сальника путем обжима.
Для некоторых типов этих сальников можно подготовить отверстие в крышке за одну операцию, т.е. путем встраивания отверстия в производственную головку крышки, как вариант, представленный на рисунке nº 11.
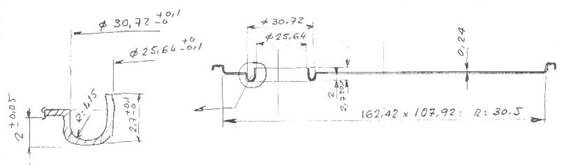
Рисунок 11: Отверстие, сделанное за одну операцию
В любом случае, эта задача должна выполняться металлообработчиком в соответствии с инструкциями изготовителя сальников, имеющего необходимый опыт.
 ОТВИНЧИВАЮЩИЕСЯ КОЛПАЧКИ — ЗАВИВКА И ФОРМИРОВАНИЕ НОГТЕЙ
ОТВИНЧИВАЮЩИЕСЯ КОЛПАЧКИ — ЗАВИВКА И ФОРМИРОВАНИЕ НОГТЕЙ
 САЛЬНИКОВЫЕ/ПЛУНЖЕРНЫЕ СВЕРЛА
САЛЬНИКОВЫЕ/ПЛУНЖЕРНЫЕ СВЕРЛА
 ВЛИЯНИЕ НИЖНЕГО ФЛАНЦА ИЛИ КРЫШКИ НА ДВОЙНОЕ УПЛОТНЕНИЕ
ВЛИЯНИЕ НИЖНЕГО ФЛАНЦА ИЛИ КРЫШКИ НА ДВОЙНОЕ УПЛОТНЕНИЕ
 ПАСПОРТ ПРОДУКТА: КРЫШКИ
ПАСПОРТ ПРОДУКТА: КРЫШКИ
 ОПРЕДЕЛЕНИЕ ОТСЕЧЕНИЯ НИЖНЕЙ КРЫШКИ
ОПРЕДЕЛЕНИЕ ОТСЕЧЕНИЯ НИЖНЕЙ КРЫШКИ
 РАЗМЕРЫ ДЛЯ КУПОЛОВ С НАДРЕЗАМИ
РАЗМЕРЫ ДЛЯ КУПОЛОВ С НАДРЕЗАМИ
 АЭРОЗОЛЬНЫЕ ДОМЫ
АЭРОЗОЛЬНЫЕ ДОМЫ
 КРЫШКИ ОКРАСОЧНЫХ КОНТЕЙНЕРОВ
КРЫШКИ ОКРАСОЧНЫХ КОНТЕЙНЕРОВ
 ВЫРЕЗЫ В ДНИЩАХ КРЫШЕК ДЛЯ ВАКУУМНОГО УПЛОТНЕНИЯ
ВЫРЕЗЫ В ДНИЩАХ КРЫШЕК ДЛЯ ВАКУУМНОГО УПЛОТНЕНИЯ
 ЛЕГКО ОТКРЫВАЕМЫЕ КРЫШКИ ДЛЯ КОНСЕРВОВ
ЛЕГКО ОТКРЫВАЕМЫЕ КРЫШКИ ДЛЯ КОНСЕРВОВ



0 Comments