
ВВЕДЕНИЕ
Рулина: Это та часть моряка, которая выполняет операцию по деформации металла, для настройки крючков крышки и корпуса и соединения между ними, в результате чего замыкается. Существует два типа операций, первая операция, которая формирует крючки и связывает их вместе, и вторая операция, которая раздавливает их вместе. Она также известна под другими названиями, такими как: тележки, блокировочные колёса, блокировочные колёса,…
Рулина 1-я операция: Как мы уже говорили, именно она является крючком застежки. Его функция более важна, чем 2-я операция, и его правильное определение для достижения хорошего замыкания имеет большое значение.
На рынке существует множество типов, и их конструкция может варьироваться между ними, хотя это всегда связано с типом затвора, который вы хотите сделать, и характеристиками материалов, используемых в производстве контейнера.
Критической областью валика является канавка, которая воздействует на фланец покрытия, перекатывая его по фланцу корпуса, таким образом, создавая форму крючков, которые соединяют оба. Эта область называется роликовым профилем и обычно имеет изогнутый контур, состоящий из нескольких дуг различного радиуса.
Данная работа предназначена только для того, чтобы дать некоторые указания по определению размеров профиля 1-го рабочего ролика, в зависимости от типа используемого уплотнения. Другие соображения, такие как материал, который будет использоваться в его конструкции, механические характеристики, регулировка в шовной машине и т.д., рассматриваются в других работах, опубликованных на этом сайте.
КОНСТРУКЦИЯ ПРОФИЛЯ РОЛИКА 1-ОЙ ОПЕРАЦИИ
Верхняя часть этого профиля начинается со слегка наклонной плоскости, примерно 1° наклона, за которой следует дуга большого радиуса, соединяющаяся с другими дугами, радиус которых постепенно уменьшается. Количество спиц может варьироваться от максимум 5 до минимум 3, хотя 3 является наиболее распространенным. Наконец, профиль заканчивается в другой наклонной плоскости с углом наклона между 1-м и 2-м. Профиль заканчивается более или менее выраженной нижней бусиной, в зависимости от того, зазубрен ли контейнер или нет, или от типа закрытия. См. рисунок № 1
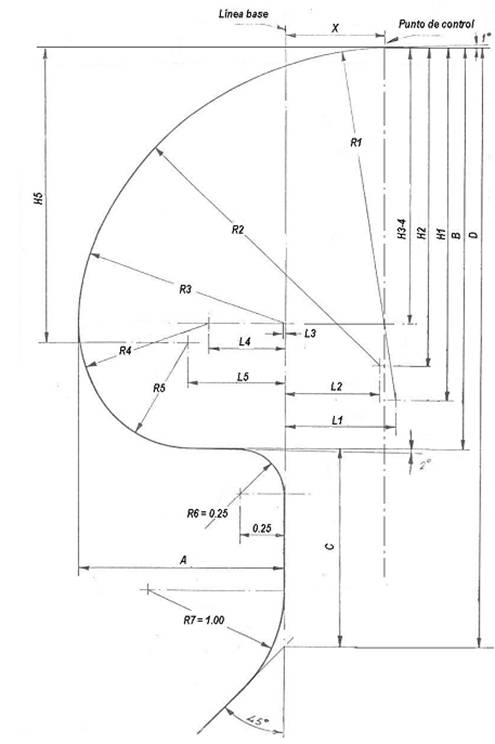
Рисунок № 1: Общий профиль 1-го рабочего валика
С учетом этого чертежа следует выделить следующие важные моменты профиля 1-го рабочего валика:
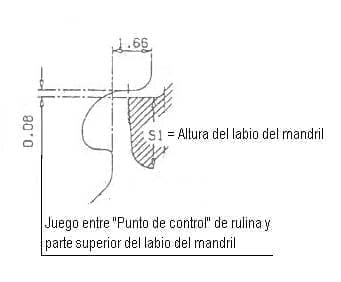
Контрольная точка: Это то место, где заканчивается верхняя наклонная плоскость и начинается дуга входа большего радиуса. Проходящая через него вертикальная ось принимается за точку отсчета для разграничения различных высот профиля. С этого момента ролик регулируется по высоте относительно кромки стопорной оправки. Зазор, который должен существовать между этой точкой и верхней частью кромки оправки, составляет 0,08 мм. См. рис. 2
Базовая линия: Это вертикальная линия, определяемая передней поверхностью нижней бусины катка. Определяет глубину профильного горла. Он принимается за точку отсчета для разграничения мер глубины.
Радий: На чертеже nº 1 был отражен профиль с пятью радиусами, что является максимальным значением, используемым в деталях этого типа. Из них наиболее решающими являются первая (R1), самая большая величина, которая инициирует изгиб фланца крышки, и последняя (R5), самая маленькая, которая скатывается к концу фланца и образует крючок крышки, фундаментальный элемент затвора.
Измерения: Существует несколько средних значений, которые могут оставаться постоянными независимо от профиля ролика, это верхний и нижний углы и радиусы пятки. Остальное варьируется, как мы уже говорили, в зависимости от типа закрытия, которое, в свою очередь, связано с размерами фланца крышки и фланца корпуса, а также с характеристиками материалов, используемых в контейнере. Каждая компания разрабатывает идеальные профили для использования в каждом случае, сохраняя определенную свободу действий при их распространении. Это порождает множество решений. В следующей таблице мы выбрали меры, которые, как показал опыт, являются хорошими в каждом случае, хотя мы настаиваем на том, что есть много других альтернатив.
| РАЗМЕРЫ РОЛИКОВ ДЛЯ 1-ГО ЗАКРЫВАНИЯ | |||||||||||||||||
| ТИП ЗАКРЫТИЕ |
A | B | C | X | R1 | H1 | L1 | R2 | H2 | L2 | R3 | H3-4 | R4 | L4 | R5 | H5 | L5 |
| OIII | 0,87 | 1,98 | 0,72 | 0,68 | 1,58 | 1,38 | 0,68 | 0 | 0 | 0 | 0,97 | 1,38 | 0 | 0 | 0,51 | 1,47 | 1,04 |
| OII | 1,21 | 2,17 | 0,73 | 0,68 | 1,73 | 1,73 | 0,47 | 0 | 0 | 0 | 1,06 | 1,51 | 0 | 0 | 0,55 | 1,62 | 0,65 |
| OI | 1,32 | 2,36 | 1,39 | 0,68 | 1,87 | 1,87 | 0,52 | 0 | 0 | 0 | 1,15 | 1,64 | 0 | 0 | 0,6 | 1,76 | 0,7 |
| I | 1,39 | 2,5 | 1,4 | 0,56 | 2,08 | 2,08 | 0,64 | 0 | 0 | 0 | 1,3 | 1,8 | 0 | 0 | 0,61 | 1,77 | 1,33 |
| II | 1,42 | 2,54 | 1,41 | 0,68 | 2,02 | 2,02 | 0,56 | 0 | 0 | 0 | 1,24 | 1,77 | 0 | 0 | 0,65 | 1,89 | 0,76 |
| III | 14,5 | 2,72 | 1,48 | 0,68 | 2,17 | 2,17 | 0,68 | 0 | 0 | 0 | 1,33 | 1,84* | 0 | 0 | 0,69 | 2,03 | 0,74* |
В этой таблице следует сделать следующие замечания:
— Хотя профиль из пяти спиц показан на чертеже № 1, в таблице показаны только наиболее часто используемые профили из трех спиц. Поэтому значений R2 и R4 с координатами их центров (H2, L2, H4 и L4) в этих размерных примерах не существует.
— Все измерения округлены до сотых долей миллиметра. Поэтому в точном геометрическом чертеже могут возникнуть небольшие ошибки.
— Размеры, отмеченные звездочкой (*), являются приблизительными.
— На чертеже имеются два размера, которые не отображаются в таблице и определяются по другим параметрам. Это:
или D = B + C
o L3 = A — R3
— Никаких допусков не дается. Их должно быть как можно меньше.
Практические результаты работы валков с такими профилями зависят не только от их геометрической конфигурации, но и от качества материалов, используемых при их изготовлении, обработки поверхности, регулировки станка, конструкции замыкающей головки и т.д.
 уплотнительные ролики
стопорные ролики Lanico
уплотнительные ролики
стопорные ролики Lanico
 РОЛИКИ 2-Я ОПЕРАЦИЯ ЗАКРЫТИЯ
РОЛИКИ 2-Я ОПЕРАЦИЯ ЗАКРЫТИЯ
 ТЕОРИЯ ЗАКРЫТИЯ — Часть 4
ТЕОРИЯ ЗАКРЫТИЯ — Часть 4
 ТЕОРИЯ ЗАКРЫТИЯ — Часть 3
ТЕОРИЯ ЗАКРЫТИЯ — Часть 3
 ТЕОРИЯ ЗАКРЫТИЯ — Часть 2
ТЕОРИЯ ЗАКРЫТИЯ — Часть 2
 ТЕОРИЯ ЗАКРЫТИЯ — Часть 1
ТЕОРИЯ ЗАКРЫТИЯ — Часть 1
 КОНТРОЛЬ ЗАКРЫТИЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
КОНТРОЛЬ ЗАКРЫТИЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
 ТЕХНИЧЕСКИЕ УСЛОВИЯ ЗАКРЫТИЯ ТАРЫ ДЛЯ НАПИТКОВ
Ролики для закрытия пивных банок
ТЕХНИЧЕСКИЕ УСЛОВИЯ ЗАКРЫТИЯ ТАРЫ ДЛЯ НАПИТКОВ
Ролики для закрытия пивных банок




0 Comments