
ВВЕДЕНИЕ
A В металлообрабатывающей промышленности покупка или обмен готовых компонентов (фонов, легко открывающихся крышек, аэрозольных куполов и т.д.) — обычное дело. Это может происходить между производителями упаковки, поскольку некоторые из них специализируются на компонентах, или между металлографами и упаковщиками. Для таких случаев, а также просто при обычной поставке банок со свободными крышками на предприятия по розливу, иногда полезно настроить систему контроля качества для этих уже изготовленных компонентов.
Теперь мы намерены немного углубиться в специфический вопрос контроля качества размеров крышек/донышек. То, что здесь описано, действует также при непосредственном монтаже системы управления в производственном цехе металлообрабатывающего завода.
Мы не будем углубляться в определение дефектов, плана отбора образцов, уровней качества и т.д. Мы сосредоточимся на параметрах, которые можно контролировать с помощью конкретных измерений, предоставляя средства, позволяющие сделать эти измерения как можно более простыми.
В настоящее время существуют очень сложные средства контроля, которые позволяют автоматически измерять основные высоты морского дна. В связи с высокой стоимостью этого оборудования, это оправдано только при больших объемах работ. Это затрудняет приобретение их небольшими компаниями. Процедуры, описанные здесь, используют простые и недорогие инструменты и предназначены для компаний последнего типа.
ПАРАМЕТРЫ ДЛЯ КОНТРОЛЯМы разделим основные показатели фонда, которые необходимо контролировать. Для этого мы будем полагаться на цифру 1.
рис. 1
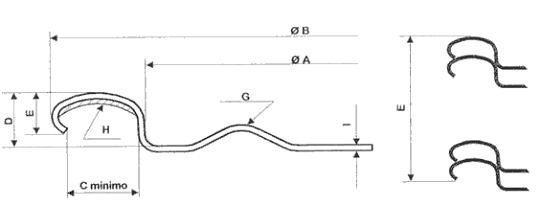
ПОСЛЕДУЮЩАЯ ТАБЛИЦА СУММИРУЕТ:a) размеры, которые необходимо снять — обозначены той же буквой, что и на рисунке, b) концепция, которую они отражают; и (с) нормальный допуск, применяемый при этих измерениях.
В отношении толщины и закалки жести мы ссылаемся на действующие международные стандарты. Ширина канала не имеет допусков, контрольный манометр отмечает его минимальное значение. Профиль группы фонда определяется по договоренности между сторонами.
ДОПУСКИ НА РАЗМЕРЫ
- Толщина жести В соответствии со стандартами
Твердость жести Согласно стандартам A Диаметр желоба +- 0,05 мм. B Наружный диаметр +- 0,20 мм. C Минимальная ширина канала — D Глубина желоба +- 0,15 мм E Количество крышек в 2″ (50,8 мм) +- 2 штуки G Профиль панели — — Вес композита +- 18,5 %.
Существуют и другие параметры, которые можно измерить, но мы не включаем их в эту статью, потому что они либо более сложные, либо более сложные.
— Радиус стенки кюветы. Хотя важно, чтобы он был правильно измерен, его точная проверка требует сложных средств. Если производственная головка дна хорошо поддерживается, не должно быть никаких отклонений.
Рассмотрим, что у нас уже есть полная таблица со значениями параметров для управления. Его можно составить как выше, добавив в столбец допусков суммы каждого размера. С ним перед нами мы можем начать управление.
ТОЛЩИНА Цель: Обеспечить достаточную механическую прочность дна. Измерительный инструмент: Микрометр с тонким или полусферическим наконечником, предпочтительно цифровой. Метод: Прямое считывание.
ТВЕРДОСТЬ Цель: Убедиться, что основа обладает достаточной механической прочностью. Оборудование для измерения: Твердомер, оснащенный шкалами Роквелла HR 15T и HR 30T. Метод: См. руководство по эксплуатации оборудования в каждом конкретном случае.
ДИАМЕТР ЧАШИ «A» Цель: Проверить правильность посадки оправки на дно при закрывании. Измерительный инструмент: Измеритель диаметра чаши (посадка оправки) в соответствии с рисунком № 2: Рисунок № 2
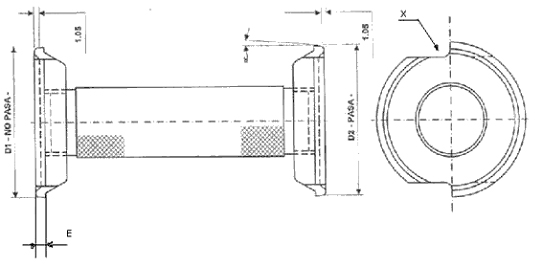
Этот калибр состоит из двух патронов, похожих на две оправы, с разными диаметрами. Каждый из них имеет два противоположных «X» выемки, которые позволяют проверить правильность его расположения на основании крышки чаши. Для того, чтобы рассчитать его размеры, необходимо начать со значений соответствующей запирающей оправки — см. рисунок nº 3 — и применить следующие формулы
рис. 3
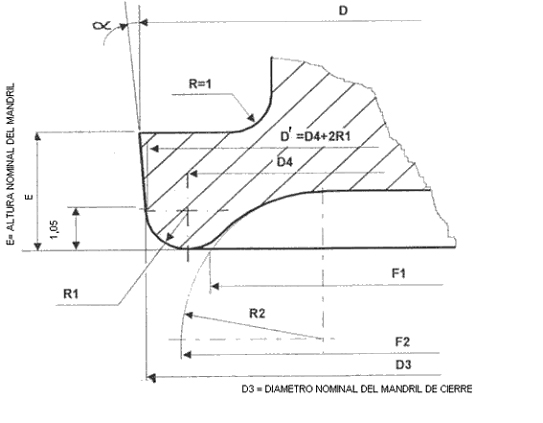
D1 (непроходной диаметр) = D3 (номинальный диаметр оправки) + 0,03 мм. D2 (проходной диаметр) = D3 (номинальный диаметр оправки) — 0,12 мм.
Допуск на диаметры D1 и D2 составляет -0 +0.02. Остальные размеры двух калибровочных пластин такие же, как и у оправки. Даже изношенная оправка может быть восстановлена для приготовления блюда из изюма.
Метод:— Калибр «без прохода»: проверьте, не слишком ли велика крышка. На плоскую горизонтальную поверхность поместите штангенциркуль на поддон для обложек, наклонный в области выемки на 90º. Поместите штангенциркуль полностью на кювету с небольшим давлением, а затем проверьте — через выемку — что радиус штангенциркуля правильно расположен в кювете крышки. Поднимите ее вертикально, если крышка упадет, она слишком большая.
— Проходной калибр: Определяет, не слишком ли мал колпачок. Расположите штангенциркуль точно так же, как и выше. Поднимите его вертикально, если крышка опускается — допустимо, если поднимается вместе с манометром — слишком мало.
ВНЕШНИЙ ДИАМЕТР «B» Назначение: Для предотвращения возможных проблем при подаче донышек.
Если их внешний диаметр выходит за пределы измерений, это может привести к засорению подающего механизма, направляющих, колес со звездочками и т.д. Измерительный инструмент: «Go/no-go» калибр для внешнего диаметра днища.
См. рисунок nº 4: Рисунок nº 4
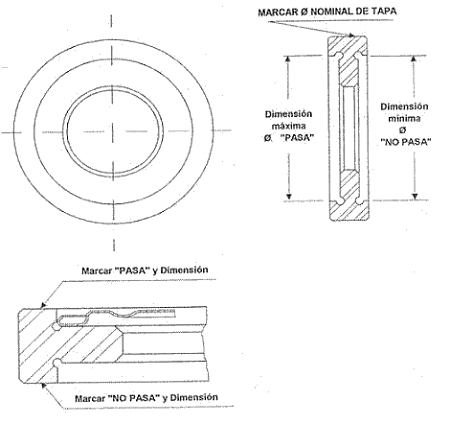
Тот же самый имеет два корпуса чуть большего диаметра и опасается, что снаружи крышка. Формулы для определения его стоимости:
Максимальный диаметр «проход» = Внешний диаметр крышки «B» + 0,21/ Допуск -0 +0,02. Минимальный диаметр «непроход» = Внешний диаметр крышки «B» -0,21/ Допуск -0,02 +0.
Метод: Представьте вложенные средства на каждой из двух сторон индикатора «проход», «провал». Деньги должны входить в корпус не со стороны «без прохода», а со стороны «прохода».
Альтернативный метод: Прямое измерение с помощью штангенциркуля.
МИНИМАЛЬНАЯ ШИРИНА КАНАЛА «C» Цель: Обеспечить, чтобы во время закрытия фланец корпуса хорошо прилегал к фланцу заслонки, не препятствуя скручиванию заслонки.
Измерительный инструмент: Измеритель минимальной ширины туши в соответствии с рисунком № 5
рис. 5

Метод: — Вставьте манометр вертикально между завитком и стенкой поддона с крышкой, как показано на рисунке 5.
— Ширина канала должна быть достаточно большой, чтобы калибр мог свободно перемещаться по периметру дна.
Альтернативный метод: прямое измерение с помощью штангенциркули.
УГЛУБЛЕНИЕ БУТЫЛКИ «D» Цель: a.
Чтобы укупорочная оправка адекватно проникала в крышку. b. Чтобы емкость контейнера соответствовала назначению.
Измерительный инструмент: Приобретите на рынке или подготовьте измерительный прибор, как показано на рисунке 6.
рис. 6
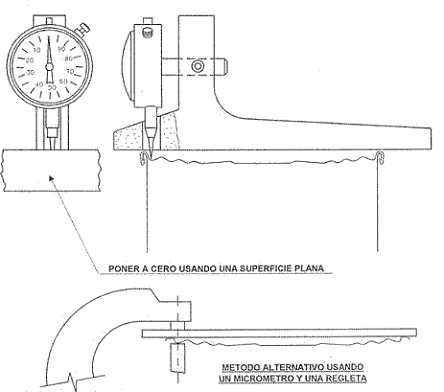
Метод: — Установите циферблатный манометр на ноль на ровной поверхности.
— Убедитесь, что при снятии манометра с плоской поверхности щуп имеет ход, позволяющий ему достичь значения, превышающего глубину кюветы, которую необходимо измерить.
— Поместите основание или опорную линейку штангенциркуля на нижний фланец, стараясь расположить его диаметрально и так, чтобы щуп соприкасался с основанием кюветной области.
— Немного подвигайте калибр, пока не найдете точку максимального показания на циферблате. В этот момент мы получим желаемое измерение.
Щуп должен быть тонким и длинным. Для того, чтобы измеряемое основание находилось в стабильном и прочном положении, рекомендуется установить его на фланцевый корпус такого же диаметра.
Альтернативный метод: измерение с помощью микрометра и линейки, как показано на рис. 6. Из показаний следует вычесть толщину полосы и толщину жести.
КОЛИЧЕСТВО КОВРИКОВ В 2 ИНЧЕЙ (50,8 мм) «E» Цель: Косвенно определить, что высота скручивания крышек соответствует указанной. Это обеспечивает плавное движение дна через шов и правильную герметизацию.
Измерительный инструмент: штангенциркуль для проверки количества крышек в 50,8 мм, в соответствии с рисунком 7.
рис. 7
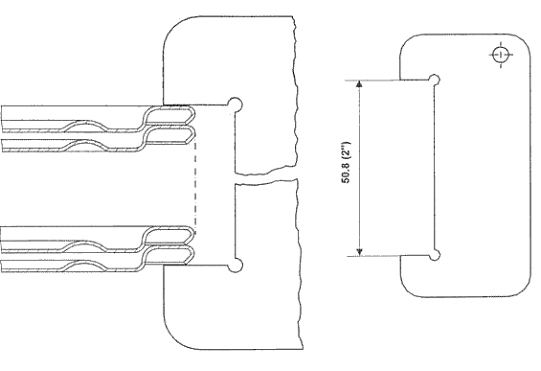
Метод: — Вставьте достаточное количество колпачков, чтобы они без давления и провисания заполнили прорезь манометра. — Подсчитайте количество колпачков, которые поместились. Альтернативный метод: Установите штангенциркуль на 50,8 мм и используйте его в качестве манометра.
ПРОФИЛЬ ДНА «G» Цель: Обеспечить подходящее поведение дна во время использования контейнера. Средство измерения: Визуальное. Метод: Прямое наблюдение.
ВЕС КОМПОНЕНТАЦель: Проверить, что вес компаунда, содержащегося в нижнем фланце, соответствует заявленному.
Компаунд играет важную роль в обеспечении герметичности уплотнения, поэтому очень важно, чтобы он присутствовал в нужном количестве. Оборудование для измерения: Лабораторные весы с точностью до грамма. Термостойкий контейнер. Источник тепла. Термометр (от 0 до 100 ºC).
Метод: — Принцип: взвешивание разницы фона с соединением и без него. — Образец: четыре фона, взятых случайным образом. — Реактив: 50% раствор 96º спирта в воде. — Последовательность:
- Пронумеруйте средства и взвесьте их одно за другим.
- Погрузите их в реактив примерно на 2-3 минуты, поддерживая ванну теплой, около 90°C.
- Потрите состав, пока он не отойдет, стараясь не повредить внутренний лак.
- Для полного удаления состава может потребоваться положить фланец плашмя, используя плоскогубцы, и повторить операцию.
- Перевзвесьте средства, одно за другим.
- Определите вес соединения, которое было у каждого из них, по разности.
- Рассчитайте среднее арифметическое четырех показаний.
КОММЕНТАРИИ Несмотря на то, что в некоторых тестах используется альтернативный метод — прямое измерение, — лучше использовать измерительные приборы, поскольку они имеют следующие преимущества: — Постоянный критерий и исключение возможности ошибки измерения.
— Простота реализации. Очень простое обучение персонала.
 Анализ, покрытия и физические свойства крышек
Анализ, покрытия и физические свойства крышек
 Состав для герметизации банок и крышек
Состав для герметизации банок и крышек
 УДАЛЕНИЕ РЖАВЧИНЫ С КРЫШЕК И ЕМКОСТЕЙ ДЛЯ КОНСЕРВИРОВАНИЯ
УДАЛЕНИЕ РЖАВЧИНЫ С КРЫШЕК И ЕМКОСТЕЙ ДЛЯ КОНСЕРВИРОВАНИЯ
 ОМОЛОГАЦИЯ КРЫШЕК В СВЯЗИ С ИЗМЕНЕНИЕМ ЛЮБЫХ ИХ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК
ОМОЛОГАЦИЯ КРЫШЕК В СВЯЗИ С ИЗМЕНЕНИЕМ ЛЮБЫХ ИХ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК
 АСПЕКТЫ, КОТОРЫЕ НЕОБХОДИМО УЧИТЫВАТЬ ПРИ ПРОЕКТИРОВАНИИ КОНТЕЙНЕРОВ И КРЫШЕК
АСПЕКТЫ, КОТОРЫЕ НЕОБХОДИМО УЧИТЫВАТЬ ПРИ ПРОЕКТИРОВАНИИ КОНТЕЙНЕРОВ И КРЫШЕК
 Контроль влажности на складах упаковки
Контроль влажности на складах упаковки
 КОНТРОЛЬ РАЗМЕРОВ ТРЁХКОМПОНЕНТНЫХ КОНТЕЙНЕРОВ
КОНТРОЛЬ РАЗМЕРОВ ТРЁХКОМПОНЕНТНЫХ КОНТЕЙНЕРОВ
 КОНТРОЛЬ РАЗМЕРОВ ДНА ИЛИ КРЫШЕК
КОНТРОЛЬ РАЗМЕРОВ ДНА ИЛИ КРЫШЕК
 КОНТРОЛЬ КАЧЕСТВА ЛИТОГРАФИЧЕСКИХ МАТЕРИАЛОВ
КОНТРОЛЬ КАЧЕСТВА ЛИТОГРАФИЧЕСКИХ МАТЕРИАЛОВ
 ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ОБЩЕЙ ПЕРВИЧНОЙ ПРОКРУТКИ ДЛЯ ДВОЙНОЙ ИЛИ ОДИНАРНОЙ ПОЛОСЫ
ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ОБЩЕЙ ПЕРВИЧНОЙ ПРОКРУТКИ ДЛЯ ДВОЙНОЙ ИЛИ ОДИНАРНОЙ ПОЛОСЫ



