
Важность шнуров в металлическом контейнере, различные типы, их конструкция и применение, а также техника их выполнения с различными моделями оборудования.
ВВЕДЕНИЕ
В контейнере бисер определяется как ребра, расположенные параллельно друг другу и обычно перпендикулярно оси корпуса контейнера.
Использование бусин или шнуров на контейнерах является относительно недавним дополнением по сравнению с длительным сроком службы банок, представленных на рынке. Это было следствием использования более тонкой и твердой жести.
Необходимость снизить стоимость контейнера, уменьшив потребление основного сырья — жести, привела к появлению на рынке новых видов материалов, более тонких и отпущенных. Это стало возможным благодаря значительным улучшениям в металлургической промышленности, таким как электролитическая жесть или сталь, полученная методом непрерывной разливки.
В течение срока службы контейнер подвергается ряду механических нагрузок, которые он должен преодолевать за счет соответствующего радиального и осевого сопротивления. Осевое сопротивление позволяет укладывать их в штабель на большой высоте, а радиальное сопротивление поглощает действия внутреннего вакуума или избыточного давления, которые возникают в основном во время термического процесса в консервных комбинатах.
Сокращение толщины стенок не оказало решающего влияния на осевое сопротивление, но значительно снизило радиальное сопротивление, создав частые проблемы «всасывания» или обрушения стенок из-за наличия внутреннего вакуума. Это было решено путем встраивания шнуров в цилиндрические корпуса контейнеров.
В консервной промышленности использование бус обобщено в цилиндрических емкостях, как «трехкомпонентного» типа, так и в колбасных баночках глубокой вытяжки (колбасные засыпки), хотя в консервных банках низкой вытяжки это не обязательно, так как они достаточно стойкие. Что касается некруглых контейнеров (прямоугольных, овальных, трапециевидных…) и определенной высоты, то значительного потребления в этом секторе не наблюдается, так как их использование ограничено мясными продуктами. В этом случае, если необходимо усилить боковые стены, мы используем геометрические формы.
ДИЗАЙН
Различные типы шнуров используются в металлообрабатывающей промышленности. Они отличаются друг от друга по форме, геометрии и расположению.
Геометрия: Обычно используются два разных типа:
A.- С закругленным сечением, почти полукруглым. См. рисунок № 1. Полный профиль представляет собой последовательность арок окружности, не представляющих собой плоские детали.
Рисунок № 1: Закругленные шнуры
Они используются, когда необходимо улучшить жесткость стен и хорошую радиальную прочность.
В.- Угловая форма, почти тупой угол, вершина которого закруглена с небольшим радиусом. См. рис. 2. Поэтому каждый шнур имеет две плоские грани, увенчанные дугой окружности.
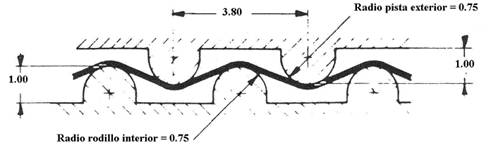
Рисунок № 2: Шнуры угловой формы
Они придают стенке большую эластичность и поддерживают хорошее соотношение радиальной и осевой прочности.
Местоположение: Шнуры могут быть размещены на стенке корпуса контейнера тремя различными способами:
A.- С отдельными шнурами, т.е. держать каждый шнур на определенном расстоянии от ближайшего. Это расстояние всегда в несколько раз превышает ширину шнура. По высоте контейнера распределяется серия, сохраняя постоянный шаг между ними. См. рисунок № 3.
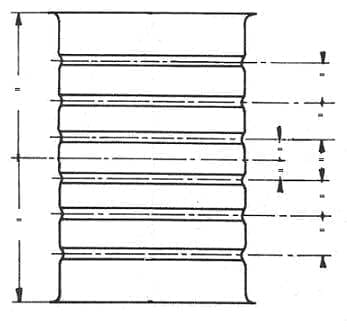
Рисунок № 3: Упаковка с отдельными шнурами
Такое распределение обычно сочетается с закругленными бусинами и используется в основном в больших контейнерных форматах, например, в диаметрах 153, 230 и т.д.
Б.- Формирование компактных блоков, ориентированных на их высоту и занимающих большую часть его. Проход между бусинами совпадает с его шириной, поэтому в стене контейнера нет прямых частей, кроме концов. Обычно в этом случае используются угловые бусины. См. рис. 4.
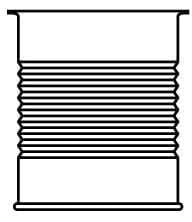
Рисунок № 4: Закрытый контейнер с уплотненными блоками
Как правило, они используются в небольших форматах, от 52 до 99 мм в диаметре. Когда высота позволяет это, обычно есть до 15 и более шнурков в ряд.
C.- Смешанный, т.е. комбинация двух предыдущих случаев. Позиционируются две группы шнуров, в центре которых находится прямая секция. Обычно каждая группа имеет от трех до пяти шнуров. См. рис. 5.
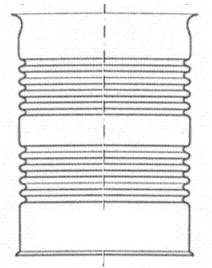
Рисунок № 5: Смешанный оцепленный контейнер
Трудно сказать, какой идеальный тип шнура. Каждый может потребовать соответствующего исследования, прежде чем определить дизайн шариков, которые будут применяться на нем. Правильный шнур — это функция:
— Диаметр и высота контейнера
— Использование того же самого
— Условия использования.
В зависимости от этих трех факторов очень сложно реализовать использование различных шнурков. Фактически, для каждого формата определяется наиболее благоприятный тип шнура для наиболее общего использования, и этот тип шнура применяется во всех случаях. Экономически невозможно менять оснастку для каждого конкретного применения.
С другой стороны, несмотря на углубленные исследования, проведенные с помощью программ имитационного моделирования, не было обнаружено заметных различий в производительности различных типов шнуров, и большинство из них дают приемлемые результаты.
Все вышеперечисленные шнуры расположены параллельно основанию контейнера, но некоторые производители используют шнуры спиральной формы. Это заявка меньшинства с небольшим опытом работы на рынке.
ОБОРУДОВАНИЕ
Кромка выполняется на специальных машинах, называемых кордонеттами или бисерными машинами. Примитивные состояли из двух роликов, которые несли мужской и женский силуэт соответственно шнуров. Корпус контейнера был вставлен в нижний — женский — один. В начале цикла ролики подходили и вращались в обратном направлении, маркируя бусины. На рисунке № 6 вы можете видеть изображение этого оригинального типа кордонной машины, которая до сих пор используется для небольших серий, так как подача осуществляется вручную.

Рисунок № 6: Ручная машина кордоновки
Позже концепция машины была изменена, чтобы сделать процесс автоматическим. Было разработано новое поколение оборудования, которое работало с осью контейнера в горизонтальном положении, отсюда и название горизонтальной кордонетты. См. фото № 7.

Рисунок 7: 12-ручное горизонтальное вяжущее
Эти машины имеют ряд противоположных пар рук, с чередующимися движениями открытия и закрытия, приводимыми в движение кулачками, которые, в свою очередь, вращаются вокруг собственной оси. Количество пар рук зависит от желаемой скорости производства. Двенадцать — это норма. На каждом кронштейне устанавливается оправка или ролик, внутренний силуэт которого наполовину меньше, чем у бусин. См. рис. 8. Диаметр оправки всегда меньше диаметра герметизируемого корпуса контейнера.
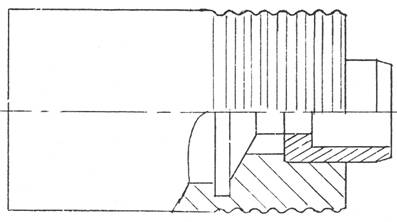
Рисунок № 8: Мужская оправка, с рисунком половины образующихся шнуров.
Когда пара рук разделена, это позволяет кормить и позиционировать тело между ними. Когда пары рук соединяются вместе, формируется полный профиль кордона. Для их правильного выравнивания на контактном конце имеется розетка мужского и женского пола. На рисунке 9 показаны различные типы роликов.

Рисунок № 9: Различные типы кордонных роликов
Каждая пара мужских и женских оправок, вставленная внутрь корпуса контейнера, заставляет корпус поворачиваться на внешней дорожке при повороте. Эта гусеница представляет собой круглый сектор в форме обода, который на внешней стороне воспроизводит форму шнуров. На чертеже nº 10 видна частичная детализация сечения кордонного сектора.
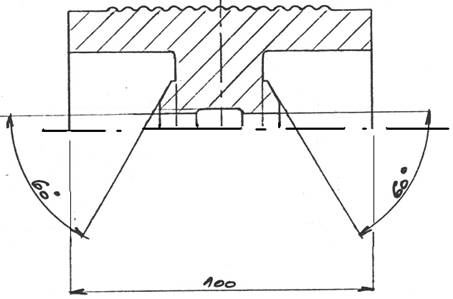
Рисунок № 10: Подробная информация о сечении кордонного сектора для 15 шнуров
Как мы уже говорили, вращение роликов заставляет корпус контейнера вращаться по дорожке, копируя силуэт шнурков. Большая или меньшая глубина достигается за счет регулировки подхода каждого катка к колее. Благодаря эластичности жести, даже если оснастка выполнена идеально, все бусины равны и имеют одинаковую глубину, результат на корпусе — бусины в центре мельче, чем на концах, близко к основаниям контейнера.
Для улучшения этого эффекта, профили бусин обрабатываются на участке с увеличением высоты от концов до центра, что дает каждой бусине на 0,02 мм больше высоты, чем ее соседке, достигая максимума в центре. Поэтому в случае чертежа радиус обработки центральной шайбы был бы на 0,14 мм больше радиуса концов. С помощью этой компенсации достигается равная глубина шариков на контейнере.
Шлифовка поверхности оснастки в активных зонах — при контакте с жестью — должна быть очень хорошей, в противном случае она может повредить внутренний лак. Поэтому и ролики, и дорожка должны быть изготовлены из обработанной и полированной инструментальной стали. Еще лучше добавить поверхностное промышленное хромирование в рабочие зоны.
Существует две версии горизонтальных кордонных аппаратов в зависимости от конструкции сектора или кордонной дорожки. Чаще всего первый тип, в котором дорожка имеет рабочую форму на внешней стороне, как показано на рисунке nº 10. В этом случае сектор имеет меньший радиус, чем смещение оружия, т.е. оружие движется извне к сектору. Примером такого типа машин является машина, изображенная на фото № 7. Второй тип — как раз наоборот, в этом случае сектор является самым внешним, а рабочие молдинги находятся на внутренней стороне, этот второй случай используется меньше.
С появлением модульных линий появилось новое поколение кордонеров, которые, хотя и работают по одному и тому же принципу, но вся система собрана так, что контейнер перемещается в вертикальном положении. На фото № 11 вы можете увидеть их пример.

Рисунок № 11: Вертикальный кордонетт
В обоих типах корпуса контейнеров подаются на машину и снимаются с нее при помощи шпинделей и маховиков с почвозацепами. Во время движения по машине они управляются внешними направляющими.
Становится все более распространенным, что это оборудование является частью модульной машины, состоящей из различных модулей, каждый из которых выполняет различные операции, такие как: разделение, выемка, фланг, кордонирование и т.д., таким образом, достигается очень компактная машина.
 РАСЧЕТ НОРМАТИВНОЙ СТОИМОСТИ «ТРЕХКОМПОНЕНТНОГО» ПАКЕТА
РАСЧЕТ НОРМАТИВНОЙ СТОИМОСТИ «ТРЕХКОМПОНЕНТНОГО» ПАКЕТА
 СООТНОШЕНИЕ ВЫСОТ ПРИ ИЗГОТОВЛЕНИИ АЭРОЗОЛЬНЫХ КОНТЕЙНЕРОВ
СООТНОШЕНИЕ ВЫСОТ ПРИ ИЗГОТОВЛЕНИИ АЭРОЗОЛЬНЫХ КОНТЕЙНЕРОВ
 РАСЧЁТ МИГАЮЩЕГО КУБИКА
РАСЧЁТ МИГАЮЩЕГО КУБИКА
 ОСНОВНЫЕ РЕАКЦИИ МЕЖДУ БАЛЛОНЧИКОМ И ЕГО СОДЕРЖИМЫМ
ОСНОВНЫЕ РЕАКЦИИ МЕЖДУ БАЛЛОНЧИКОМ И ЕГО СОДЕРЖИМЫМ
 ПАСПОРТ ПРОДУКТА: УПАКОВКА «ТРИ ШТУКИ».
ПАСПОРТ ПРОДУКТА: УПАКОВКА «ТРИ ШТУКИ».
 СПЕЦИФИКАЦИЯ ЖЕСТИ ДЛЯ КУЗОВОВОВ КОНТЕЙНЕРОВ «3 ШТ.»
СПЕЦИФИКАЦИЯ ЖЕСТИ ДЛЯ КУЗОВОВОВ КОНТЕЙНЕРОВ «3 ШТ.»
 ПАСПОРТ ПРОДУКТА: КОЛБАСНЫЕ ПАКЕТЫ
ПАСПОРТ ПРОДУКТА: КОЛБАСНЫЕ ПАКЕТЫ
 ПЕРЕКРЫТИЯ И ЗАЩЕЛКИВАЮЩИЕСЯ КРЫШКИ ДЛЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
ПЕРЕКРЫТИЯ И ЗАЩЕЛКИВАЮЩИЕСЯ КРЫШКИ ДЛЯ МЕТАЛЛИЧЕСКИХ КОНТЕЙНЕРОВ
 ВЛИЯНИЕ НИЖНЕГО ФЛАНЦА ИЛИ КРЫШКИ НА ДВОЙНОЕ УПЛОТНЕНИЕ
ВЛИЯНИЕ НИЖНЕГО ФЛАНЦА ИЛИ КРЫШКИ НА ДВОЙНОЕ УПЛОТНЕНИЕ
 РАЗМЕРЫ ДЛЯ КУПОЛОВ С НАДРЕЗАМИ
РАЗМЕРЫ ДЛЯ КУПОЛОВ С НАДРЕЗАМИ



0 Комментариев