
Para a impressão de latas de 2 peças, hoje temos decoradores cheios de acessórios e tecnologia suficiente para produzir mais de 2000 latas por minuto.
Neste artigo comentamos a importância de manter um processo bem controlado para proporcionar as condições para que esta equipe tenha uma excelente alimentação e possa alcançar o máximo desempenho.
Existem vários factores que podem influenciar negativamente o desempenho do decorador, mas abaixo iremos discutir 4 que consideramos fundamentais.
A progressão das ferramentas em relação ao diâmetro do mandril da máquina de decorar.
Consideramos um fator primordial e extremamente importante ter um controle exaustivo sobre a trituração dos punções do Bodymaker, uma vez que os mandris do decorador e seus respectivos diâmetros são estabelecidos de acordo com a progressão do ferramental do Bodymaker e o valor médio do diâmetro do punção.
No exemplo abaixo, temos em azul o punção com o maior diâmetro e depois a sua progressão de trituração para a lata de alumínio 12Oz. Esta tabela é um exemplo, cada fabricante de latas terá a sua própria progressão.
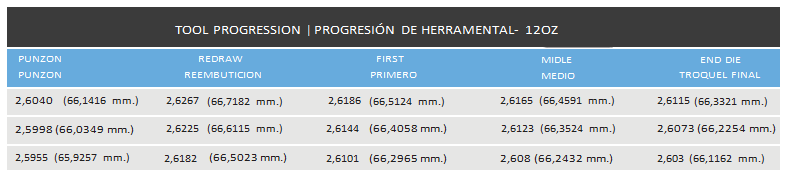
Como retificamos os punções para reutilizá-los, o diâmetro é perdido, por isso você tem que ter muito cuidado e respeitar esse limite mínimo recomendado pelo fabricante, especificamente teria uma folga de 0,022″ (0,5588 mm) entre o diâmetro do mandril com o punção menor, abaixo dessas medidas diminui consideravelmente o diâmetro da lata e terá dificuldades para introduzir a lata no mandril do decorador.
Falha do cortador / aparador.
Continuando com o Bodymaker, ainda temos que considerar o corte da lata.
O aparador é o equipamento responsável por cortar a lata e levá-la a uma altura padrão. Existem vários modelos de equipamentos de corte que funcionam basicamente assim: Sistema de alimentação, transferência, mandris, cabeça de corte com sistema de falha, sistema de vácuo para segurar a lata ao cortar, tremonha de recolha de sucata e tremonha de saída.
O corte é realizado por discos planos reutilizáveis ou por lâminas alojadas no conjunto da cabeça e estão disponíveis em carboneto ou aço.
Um defeito pode causar alguns inconvenientes no funcionamento do decorador e de outros equipamentos a jusante.
Os principais problemas podem ser bloqueio de latas na fila única durante o transporte, alimentação do decorador, deslocamento ou retenção da lata na alimentação em relação ao mandril da máquina e bloqueio de latas na saída dos dedos do forno, bloqueando a pista do túnel do forno.
Esses inconvenientes afetam muito o desempenho dos equipamentos gerando alta deterioração e 5S do setor.

Latas com baixa mobilidade
m termos da máquina de lavar, em geral devemos considerar que a lata está no seu melhor aspecto de lavagem e com boa mobilidade. Para isso temos que seguir os princípios básicos do processo de lavagem que seriam lavagem química, lavagem mecânica, tempo de exposição (velocidade) e temperatura.
Sua finalidade é remover a sujeira orgânica e inorgânica, realizando tratamento na superfície da lata, aplicar intensificador de mobilidade e secar a lata. Há uma série de parâmetros a seguir e devemos estar muito atentos a todos os controles e verificações que são realizadas neste equipamento, qualquer desvio destas variáveis pode afetar diretamente os seguintes processos, principalmente o decorador.
A última etapa, que é a aplicação do produto que dá mobilidade à lata, é muito importante porque este produto ajuda a secar a lata e condiciona-a para que se ajuste bem ao mandril do decorador. Um padrão que se segue é de 16 a 20 graus de inclinação no equipamento Til Table. Este equipamento mede o ângulo em que uma lata desliza em atrito com duas outras latas e dá-lhe um ângulo de mobilidade, latas com mobilidade superior a 20 graus já são um alerta e são consideradas um problema para alimentar o seu decorador.
Modulação de transportes
Outro aspecto muito importante seria a modulação do transporte. Este ajuste tem de ser feito muito bem, excepcionalmente bem, pois assegurará que a lata percorra todo o comprimento dos transportadores, seguindo a lógica da modulação sem pressão ou capotamento e, como consequência, esfregando-se entre as próprias latas e danificando-se umas às outras.
Uma modulação mal executada pode gerar muitos resíduos na fábrica, tais como perda de tempo, desperdício, paradas curtas de equipamentos e uma má aparência em termos de ordem e limpeza dos setores. Estas são algumas das variáveis que podem afetar o processo de fabricação de latas de alumínio em relação à alimentação do decorador. Os ajustes de pressão de ar e vácuo em todos os equipamentos devem ser verificados e monitorados através da lista de verificação e devem ser realizados pelos técnicos do equipamento.
Quaisquer desvios devem ser regularizados e, no caso de não se conseguirem os ajustes, a equipa de manutenção deve intervir.
ANDRE MALTA
Conselheiro Mundolatas
Conselheiro Mundolatas
 RECIPIENTES METÁLICOS A MELHOR OPÇÃO PARA A CONSERVAÇÃO DO AZEITE DE OLIVA
RECIPIENTES METÁLICOS A MELHOR OPÇÃO PARA A CONSERVAÇÃO DO AZEITE DE OLIVA
 Lista de verificação operacional
Lista de verificação operacional
 costura reconstruída para latas de alumínio
lata com qualidade alimentar
costura reconstruída para latas de alumínio
lata com qualidade alimentar
 Tinta termocromática um aliado da segurança alimentar
Tinta termocromática um aliado da segurança alimentar
 Recomendações para o uso de latas de fácil abertura
Latas para leite em pó
Ferramentas de fechamento para latas de alumínio
Latas cilíndricas para embalagens de café
Recomendações para o uso de latas de fácil abertura
Latas para leite em pó
Ferramentas de fechamento para latas de alumínio
Latas cilíndricas para embalagens de café



0 Comments