
Durante o processo de formação do recipiente metálico, a transição da flange iniciada para a ondulação envolve uma deformação controlada do metal. A ondulação é uma operação em que o bordo do fundo é enrolado ou enrolado para formar uma ondulação. Esta ondulação é útil para evitar cortes ao aceder ao produto contido no recipiente.
O processo de enrolamento é efectuado após a moldagem da flange inferior. Durante este processo, a placa de estanho gira e gera a ondulação, mantendo a borda que sobrou da operação anterior. Este processo é delicado, uma vez que qualquer irregularidade no bordo ou na execução da ondulação pode dar origem a defeitos como rugas ou irregularidades na ondulação, que podem afetar a integridade do fecho e, por conseguinte, a estanquicidade e a segurança da embalagem.
É importante controlar a qualidade do enrolamento para garantir que não ocorrem defeitos que possam comprometer a qualidade da embalagem e a sua capacidade de proteger o conteúdo.
Este problema pode dever-se a vários factores. Eis algumas causas e soluções possíveis:
Regulação incorrecta da máquina de frisar: O flange inferior recebe uma primeira configuração na matriz de prensagem, quando o fundo é cortado e prensado. Neste primeiro passo, a sua ondulação é reta e vertical. O acabamento é efectuado numa segunda operação na máquina de frisar, em que o bordo é virado para uma forma inclinada e para dentro. Se a máquina de frisar não estiver corretamente ajustada, pode deformar o fundo. Certificar-se de que a máquina está corretamente calibrada e ajustada.
Problemas com o material do fundo: Se o material do fundo for demasiado fino ou não for suficientemente forte, pode deformar-se durante o processo de engaste. Consulte o seu fornecedor de materiais para se certificar de que está a utilizar o material adequado para o seu produto.
Design da flange do fundo: Os fundos concebidos para os “mini-fechos” têm uma extremidade ou bordo ondulado, em que a secção reta da extremidade foi eliminada e arredondada para o bordo de corte. Se a conceção da flange inferior não for adequada, pode gerar rugas inaceitáveis do ponto de vista da estanquidade da vedação. Verifique o design da sua asa inferior para se certificar de que é adequada para o seu processo de encaracolar.
Lembre-se de que é importante identificar a causa exacta do problema para poder aplicar a solução adequada.
 Causas de fissuras nos flanges de latas de conservas por soldadura?
Causas de fissuras nos flanges de latas de conservas por soldadura?
 O que está por detrás do código no fundo das latas de bebidas?
O que está por detrás do código no fundo das latas de bebidas?
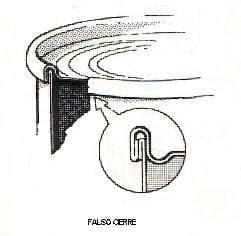
Como resolver um falso fecho?
 o que é um fixador patinado
o que é um fixador patinado
 EMPRESAS DE TECNOLOGIA ESMERALDA LANÇAM FUNDO PARA PROMOVER EMBALAGENS SUSTENTÁVEIS
EMPRESAS DE TECNOLOGIA ESMERALDA LANÇAM FUNDO PARA PROMOVER EMBALAGENS SUSTENTÁVEIS
 ONDULAÇÃO INFERIOR NA MÁQUINA DE COLAR
ONDULAÇÃO INFERIOR NA MÁQUINA DE COLAR
 MOLDE ESPECIAL PARA FUNDOS COM ONDULAÇÃO INCORPORADA
MOLDE ESPECIAL PARA FUNDOS COM ONDULAÇÃO INCORPORADA
 A ONDULAÇÃO NAS TOUCAS
A ONDULAÇÃO NAS TOUCAS
 DETERMINAÇÃO DO CORTE DE UM TAMPÃO DE FUNDO
DETERMINAÇÃO DO CORTE DE UM TAMPÃO DE FUNDO


