
SÍNTESE
Explica-se como determinar as dimensões básicas de uma ferramenta, adequada para flangear um recipiente redondo, em uma máquina com técnica “spin”.
INTRODUÇÃO
Já existem vários artigos neste site sobre o tema da piscada, por exemplo:
– Cálculo dos dados de um piscar de olhos
Voltamos ao tamanho, concentrando-nos no design de uma cabeça de amarração “spin”. A forma mais moderna de realizar esta operação é flangear as extremidades de um recipiente por “spin”. Teve as suas origens como resposta à necessidade de trabalhar com materiais muito finos e duros. Isto aconteceu quando o uso de folha-de-flandres duplamente reduzida (DR) se generalizou. Com este desenvolvimento é possível eliminar a presença de fissuras na borda do flange, que muitas vezes aparecem com estes materiais quando se utiliza o sistema de flangeamento tampão. . Desde o início, este tipo de flange tem sido chamado “spin”, uma vez que o corpo do recipiente gira sobre si mesmo durante a operação, e hoje em dia tem dado o seu nome a esta técnica.
Os tampões são substituídos por cabeças, cada uma das quais com as seguintes partes:
– Uma série de pequenos rolos, inscritos em uma circunferência que coincide aproximadamente com o diâmetro interno do corpo do recipiente. O número deles é, portanto, uma função do tamanho do recipiente.
– Um suporte cônico sobre o qual os rolos são montados. Cada rolo é acoplado a um eixo sobre rolamentos, e gira sobre si mesmo quando a cabeça é submetida a um movimento de rotação. Estes rolos podem ser motorizados ou causados por fricção contra a extremidade do corpo do recipiente.
– Um anel externo, que atua como limitador do diâmetro externo do flange, embora o flange não deva normalmente esfregar contra ele, pois isso poderia causar arestas dobradas ou esmagadas.
O número de cabeças que cada máquina de abas tem, é variável e depende da velocidade de produção que se pretende atingir. O conjunto de ferramentas inclui o sistema de alimentação e orientação dos corpos (brocas, estrelas, etc.), que varia de acordo com o diâmetro do recipiente.
A figura nº 1 mostra uma vista de tal cabeça flangeada.
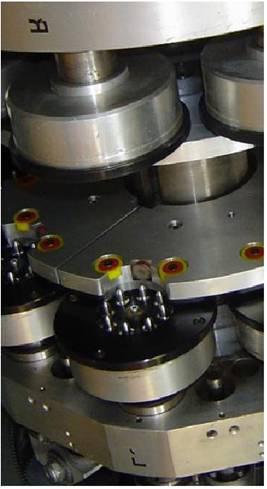
Figura nº 1: Cabeça de flanco giratória
USO
Devido à forma como funciona, esta técnica só pode ser utilizada em contentores redondos e permite altas velocidades. Embora possa ser usado para qualquer material e tamanho, o seu uso só se justifica para diâmetros inferiores a 99 mm, já que para diâmetros grandes este modo de operação não é necessário e o equipamento é caro.
As máquinas de abas podem ser montadas de forma modular, dentro de um grupo de máquinas – entalhadoras, grampeadoras, costureiras – directamente ligadas umas às outras, sem transportadores intermédios. Ver figura nº 2:

Figura nº 2: Grupo modular
CÁLCULO
Cada fabricante de equipamentos projeta as cabeças de flange para ter o maior número possível de peças comuns para diferentes diâmetros de recipientes. Ao dimensionar uma cabeça de flange, deve ser levado em conta o seguinte:
– Dentro do mesmo fabricante, os rolos são comuns para qualquer formato, desde que tenham a mesma dimensão de flange. As alturas das peças individuais também podem ser mantidas as mesmas em todos os casos.
– Os parâmetros que mudam são:
o Perfil do rolo, dependendo do tamanho do flange b
o Diâmetros D1 e D3 ligados ao diâmetro do recipiente.
o O diâmetro interno do aro relacionado com D2
Rolos:
Nos rolos, existem algumas dimensões fixas como a sua altura, os ângulos do cone do rolo e o ângulo da flange – ver figura nº 3 -. Para valores de comprimento de flange inferiores a 3 mm, o raio que forma o flange também é fixo, e de valor 2 mm. O diâmetro básico do rolo, A geralmente varia de 10 a 18 milímetros, dependendo do fabricante. O diâmetro B da base do rolo é uma função de A e a largura do flange p. A expressão que liga estes valores é:
B = A + 2p – 0.1
ou seja, a flange formada no corpo sobressai ligeiramente do rolo, ver figura nº 3.
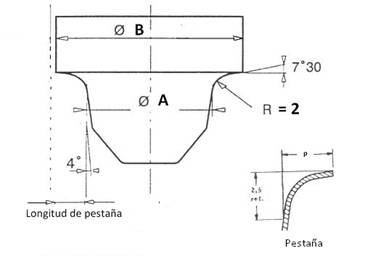
Figura 3: Dimensões do rolo
O número de rolos em cada cabeça, por razões de espaço disponível, depende do diâmetro do recipiente, geralmente é um número par e pode variar entre 4 a 10 unidades.
Cabeças de rolos:
As principais dimensões da cabeça são aquelas que determinam a posição exata dos rolos na cabeça. Ou seja, os diâmetros D1 e D3 mostrados no desenho nº 4.
O valor D1 é fundamental como ele estabelece:
a.- O ajuste entre o corpo do recipiente e a cabeça.
b.- O diâmetro interno do recipiente na área flangeada.
c.- O início da aba.
A quantidade deste diâmetro D1, está relacionada com o diâmetro interno, e é igual a este diâmetro mais uma constante que varia com o tamanho do recipiente. Especificamente, é dada pela expressão:
D1 = d + 0,15 (para recipientes de diâmetro nominal
<
do que 73 mm)
D1 = d + 0,25 (para recipientes onde a condição é cumprida: 73 < d < 99)
no qual :
– d = diâmetro interno do corpo do recipiente
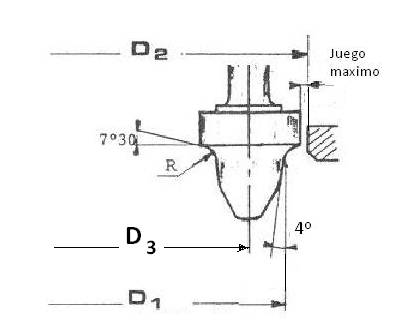
Figura No. 4: Dimensões básicas de uma cabeça de corte de centrifugação
D3 é obtido pela adição do valor do diâmetro de um rolo(A) a D1.
D3 = D1 + A
Anel externo:
Delimita o valor máximo do rebordo, embora não deva vir a esfregar com o seu diâmetro interior, embora pontualmente na área da costura lateral possa tocar, como já foi dito no início deste artigo. Há sempre uma folga entre o diâmetro da base do rolo(B) e o diâmetro interno do anel(D2). Ver figura nº 4.
O valor de D2 é definido por D1 mais os flanges, ao qual é adicionada uma constante que determina a folga entre a borda do flange e o anel.
D2 = D1 + 2p + 0.15
expressão onde p é o comprimento da flange do recipiente.
COMENTÁRIOS FINAIS
– Os rolos e aros devem ser feitos de aço para ferramentas tratado de alta dureza. Outros materiais, como cerâmicas de alta resistência ao desgaste ou revestimentos de nitreto, também são por vezes utilizados para os rolos.
– O acabamento superficial tem de ser muito bom, moído e polido.
– A distância entre cada par de cabeças deve ser a mesma para que todas as cabeças mantenham alturas de flange uniformes e comprimentos de flange.
– A perda de altura que ocorre num corpo ao fazer o seu flange é semelhante no caso da utilização de máquinas que trabalham por “spin” ou por buffer.
 Cilindros de bloqueio Lanico
Pode ser usada a ferramenta de costura 202
Cilindros de bloqueio Lanico
Pode ser usada a ferramenta de costura 202
 TWIST-OFF CAPS – FORMAÇÃO DE CARACÓIS E PREGOS
TWIST-OFF CAPS – FORMAÇÃO DE CARACÓIS E PREGOS
 PLACAS DE COMPRESSÃO PARA SELADORAS DE LATAS / MÁQUINAS DE CONSERVA DE METAL
PLACAS DE COMPRESSÃO PARA SELADORAS DE LATAS / MÁQUINAS DE CONSERVA DE METAL
 MÁQUINAS DE COSTURA PARA LATAS OU RECIPIENTES METÁLICOS
MÁQUINAS DE COSTURA PARA LATAS OU RECIPIENTES METÁLICOS
 FERRAMENTAS DE CORDÃO PARA CORDÕES DE SEGURANÇA
FERRAMENTAS DE CORDÃO PARA CORDÕES DE SEGURANÇA
 CÁLCULO DOS DADOS NUM PISCAR DE OLHOS
CÁLCULO DOS DADOS NUM PISCAR DE OLHOS
 DENTADO POR UM ROLO
DENTADO POR UM ROLO
 FABRICO DE CORPOS DE CONTENTORES MOLDADOS
FABRICO DE CORPOS DE CONTENTORES MOLDADOS



0 Comments