A maioria dos recipientes de folha-de-flandres no mercado é feita a partir de um retângulo de folha-de-flandres que é formado enrolando-o em forma de cilindro e soldando dois dos lados opostos juntos, geralmente por solda elétrica. A principal desvantagem da soldagem elétrica é que ela remove o estanho da área soldada que reveste o aço, amalgamado com o cobre que é usado como elemento intermediário. Isto significa que esta área, tanto interna quanto externamente, está desprotegida contra ataques químicos do meio ambiente e dos produtos a serem embalados, o que normalmente causa corrosão e ataques que podem colocar em risco a estanqueidade da embalagem. Externamente, é utilizado um verniz líquido que, quando aplicado adequadamente, é suficiente para resistir à esterilização e ao contato subseqüente com o meio ambiente. No interior, entretanto, é necessário um revestimento muito mais eficaz, livre de porosidade, pois o contato direto com produtos embalados em meio líquido leva a ataques pela formação de pilhas galvânicas (Fe-Sn) que, em alguns casos, podem causar perfuração da embalagem e perda da selagem.
O revestimento mais eficaz e difundido hoje em dia é por resina em pó eletrostática, comumente conhecida como “pó eletrostático”. É uma resina de poliéster, em forma de pó com uma concentração superior a 99%. Deve estar livre de umidade, o que poderia causar a formação de grumos, e seu tamanho de partícula deve ser da ordem de poucos microns e não deve conter partículas maiores do que a espessura média da aplicação. Quanto menor a granulometria, mais eficaz a cobertura, fluidez e boa distribuição do pó eletrostático ao longo da solda.
A cobertura e distribuição do pó eletrostático sobre toda a solda são dois dos fatores mais importantes para se obter um bom resultado.
A distribuição é importante para evitar acúmulos em áreas específicas, onde a espessura da camada aplicada pode ser prejudicial para o desempenho de outras operações mecânicas da embalagem.
É bem conhecido que quanto mais espesso o revestimento em pó (ou qualquer outra resina), menor é a flexibilidade. Portanto, uma cobertura excessiva, embora possa garantir uma melhor cobertura, pode ser prejudicial a outros elementos, tais como a formação de selos, embarque ou mesmo a formação de gargalos.
A primeira coisa a considerar ao avaliar a distribuição é conhecer a espessura recomendada da camada.
Cada fabricante (SHERWIN-WILLIAM, HOCHBACH, etc.) tem suas próprias recomendações para a aplicação, mas geralmente elas são dadas em peso aplicado por unidade de comprimento, pois esta é a maneira mais fácil de controlar a qualidade durante o processo.
Entretanto, devemos determinar a espessura da camada com a qual vamos trabalhar, assim como as tolerâncias que podemos permitir em termos de distribuição, levando em conta estes fatores.
Então, levando em conta as dimensões do revestimento, o peso aplicado será igual ao volume de pó eletrostático vezes sua densidade:
Largura (L) x Comprimento (L) x Espessura (T) x Densidade (
ð) = peso (P)
Como o que queremos obter é a espessura da camada aplicada que teríamos:

Se colocarmos o peso em mg e as dimensões em mm, a espessura também será em mm, então devemos multiplicá-la por 1000 para obter a espessura em µm (microns).
Em nenhum caso a granulometria deve ter uma porcentagem maior que 10% da espessura da camada, pois poderia formar áreas mais espessas que poderiam afetar o bom desempenho das operações de embarque e vedação, o que poderia levar a deformações e, nos casos mais extremos, a quebra do aço que comprometeria a estanqueidade do recipiente.
Portanto, é necessário verificar a espessura da camada em diferentes pontos ao longo da solda, medindo-a no centro e nas extremidades da solda. No caso de recipientes biselados, é necessário medir a espessura em vários pontos da solda, medindo pelo menos duas posições centrais na área biselada, para verificar a uniformidade da distribuição.
Equipamento de medição eletrônica em substrato ferromagnético é normalmente utilizado. Normalmente possuem sondas angulares que nos permitem inseri-las no interior do corpo soldado, e assim medir em vários pontos sem ter que cortar o recipiente para acessar o interior.
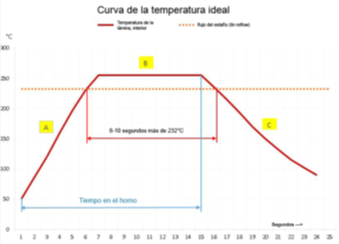
Outro aspecto a ser levado em conta é o tratamento térmico, para conseguir a polimerização/fusão do pó eletrostático. Esta é a única maneira de garantir a adesão adequada, o bom processamento e a ausência de poros. O ajuste de tempo e temperatura dependerá das linhas de secagem disponíveis (ar quente, elétrico, gás, indução), bem como do tipo de forno (reto ou em forma de U). Para obter propriedades ótimas, a temperatura de fusão do estanho (232 °C) deve ser atingida. Uma curva típica de secagem/polimerização é a seguinte:
Nesta curva teórica, três zonas são claramente distinguíveis:
- A fim de derreter adequadamente o pó e manter a lata derretida pelo maior tempo possível, um rápido aumento da temperatura é ideal.
- Idealmente, o tempo de permanência acima de 232 °C (lata líquida) deve ser de no mínimo 8 segundos ou mais. A zona de fusão deve ser visível em ambos os lados da solda no exterior.
- A taxa de resfriamento pode influenciar as propriedades mecânicas diretas da película em pó. Se resfriado rapidamente, o pó se tornará mais macio e elástico, enquanto que se resfriado lentamente se cristalizará novamente e se tornará mais frágil quando processado.
Um dos principais fatores a considerar é a aderência do pó fundido à solda do recipiente. Na prática, a película em pó deve mostrar boa aderência em três bases diferentes:
-
Sobre o verniz interno.
Há uma área onde o verniz em pó deve cobrir a extremidade do verniz, para evitar a porosidade do metal. É essencial que o pó adira ao verniz. O verniz utilizado é geralmente um fator de adesão mais importante do que o pó. Tanto a composição química quanto os aditivos do verniz influenciarão o resultado. É importante distinguir se é o pó que não adere ao verniz ou se são as duas camadas juntas que saem.
Especial atenção deve ser dada aos revestimentos internos “Meat Release”, que geralmente são fortemente lubrificados e contêm aditivos antiaderentes, e especialmente aos novos revestimentos BPA-Ni.
-
em folha-de-flandres
Entre a solda e o pó, o pó deve aderir à lata da folha de flandres. Soldagem A qualidade da placa e as condições de soldagem podem afetar o resultado. Mas a experiência mostra que uma vez derretida a lata, a aderência nesta área é boa.
-
na solda
A solda é composta de ferro e a aderência do pó ao ferro é boa. Quando a soldagem não é realizada em uma atmosfera inerte ou em uma atmosfera inerte inadequada, uma camada de óxido mais ou menos pronunciada é produzida sobre a solda. Embora o pó adere bem à camada de óxido, a camada de óxido não adere bem à solda, o que poderia levar ao desprendimento de ambas as camadas (pó + óxido).
Para avaliar a aderência do pó eletrostático uma vez polimerizado, a maneira mais conveniente é ver o grau de desprendimento a que ele se desprende uma vez resfriado pela remoção do metal:
O teste de adesão é realizado em duas etapas distintas: a primeira, recém aplicada, e uma vez fria, enquanto a segunda prova é realizada após a esterilização por 60 minutos a 121°C. A maneira de realizar os dois testes é a mesma, e consiste em cortar a costura do recipiente, deixando aproximadamente 10 mm de tolerância de costura em cada lado. Em seguida, fazemos uma incisão em cada lado da faixa de pó eletrostático e a cerca de 20-25 mm da extremidade, sem cortar através da faixa de aplicação polimerizada:
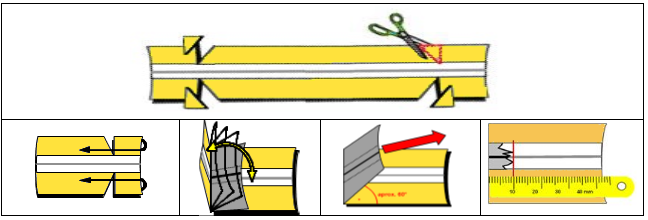
Descansando sobre uma superfície plana e rígida, proceda para dobrar e desdobrar a folha-de-flandres, sem ultrapassar a horizontal, até que seja cortada, deixando apenas as duas peças unidas pela faixa de pó polimerizado. Segurando a parte maior firmemente na superfície de apoio, puxe uniformemente, mas suavemente, sobre a peça menor para tentar destacar a tira de pó eletrostático da outra parte até que ela se rompa, e então meça, em mm, o comprimento mais longo que foi destacado do pedaço de folha de flandres.
Não deve exceder 10 mm quando frio e 20 mm após o teste de esterilização, o qual deve ser feito com um simulador líquido contendo 3% de ácido cítrico e 1,5% de cloreto de sódio, embora possam ser usadas composições diferentes conforme necessário.
Finalmente, talvez seja necessário remover um pó eletrostático já curado para observar a solda ou para verificar o peso após a cura. A maneira de removê-lo é usar um solvente orgânico forte, como o diclorometano. Com uma lã de algodão embebida em diclorometano, e usando pinças (para evitar contato direto com a pele), esfregue sobre a camada de pó eletrostático até que ela seja completamente removida. Devem ser tomadas precauções para evitar a respiração dos vapores diretos e o contato com a pele ou os olhos. As instruções na folha de dados de segurança do produto devem ser seguidas.
Bibliografia:
- HOCHBACH GmbH, Informações técnicas para o revestimento em pó de solda HOLAC.
JOSÉ FCO. PEREZ GOMEZ
Conselheiro Mundolatas
 Vedação de materiais finos e de alta resistência para latas de alimentos
Vedação de materiais finos e de alta resistência para latas de alimentos
 revestimento interno em latas de alumínio para bebidas
revestimento interno em latas de alumínio para bebidas
 RELAÇÃO ENTRE RUGOSIDADE DA SUPERFÍCIE E QUALIDADE DO REVESTIMENTO
RELAÇÃO ENTRE RUGOSIDADE DA SUPERFÍCIE E QUALIDADE DO REVESTIMENTO
 costura reconstruída para latas de alumínio
Pode ser usada a ferramenta de costura 202
costura reconstruída para latas de alumínio
Pode ser usada a ferramenta de costura 202
 CARGA DE VERNIZ DE INTERIOR EM SOLDADURA ELÉCTRICA
CARGA DE VERNIZ DE INTERIOR EM SOLDADURA ELÉCTRICA
 MÁQUINAS DE COSTURA PARA LATAS OU RECIPIENTES METÁLICOS
MÁQUINAS DE COSTURA PARA LATAS OU RECIPIENTES METÁLICOS
 LINHA PARA RECIPIENTES DE BEBIDAS “TRÊS PEÇAS”.
LINHA PARA RECIPIENTES DE BEBIDAS “TRÊS PEÇAS”.
 PÓ ELETROSTÁTICO
PÓ ELETROSTÁTICO
 CARACTERÍSTICAS DISTINTIVAS DOS METAIS
CARACTERÍSTICAS DISTINTIVAS DOS METAIS



0 Comments