Na maioria dos casos, esta situação é algo que nenhum criador pode querer ver no seu Decorador.
Quase todos os fabricantes podem ter uma abordagem diferente, mas muito provavelmente todos fazem o mesmo para evitar este problema comum.
Todos gostam de aumentar a pressão de impressão e imprimir a lata tão bem quanto podem. Mas por vezes esta pressão de impressão elevada e excessiva pode causar alguns danos graves. Dependendo do tipo de decorador utilizado pode afectar esta alta pressão de impressão.
O Rutherford resistirá a esta pressão de impressão excessiva até um ponto em que mesmo o Rutherford já não consegue suportar a pressão.
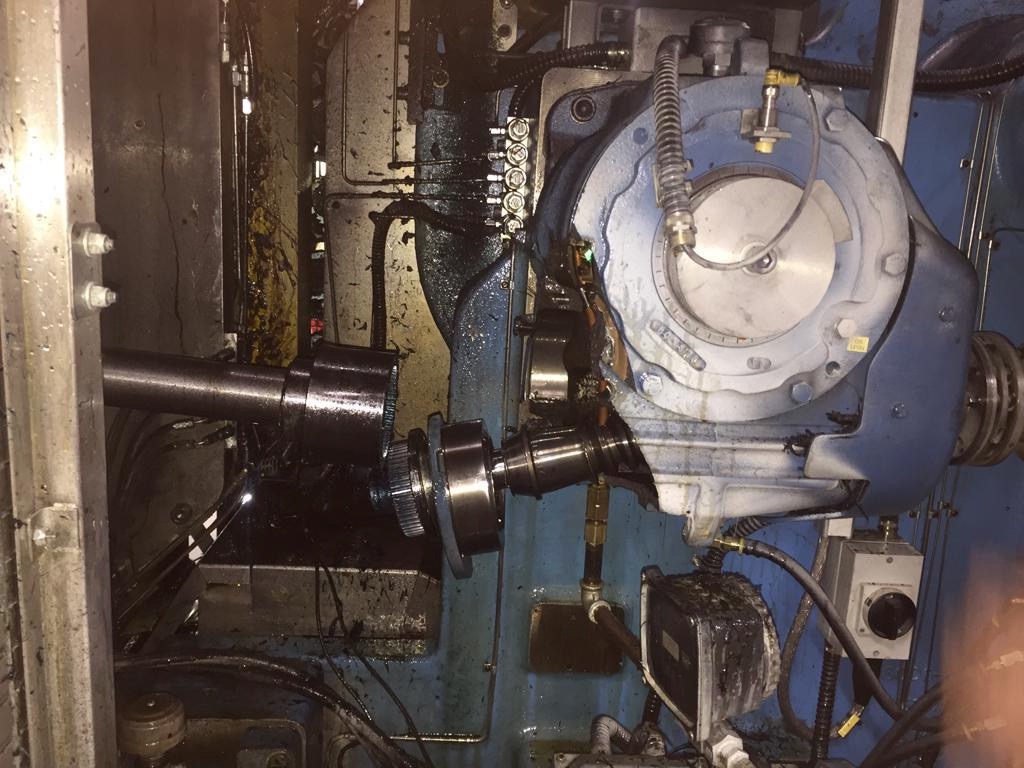
O que pode acontecer se a pressão for demasiado alta num Rutherford pode ser visto na imagem abaixo.

Devido a esta pressão excessiva, a caixa de velocidades na traseira é destruída e o disco giratório é encravado e danifica a Mastercam, causando grandes custos para a sua reparação.
Agora olha para a causa deste fracasso, porque é que isto acontece e o que pode ser feito para evitar tais situações.
Sabemos que a Rutherford é um desenho de máquina mais rígido em comparação com a Concord, o ponto chave em ambas as máquinas é o círculo de mandíbulas e o paralelismo.
Um bom círculo de mandril num Rutherford pode reduzir a pressão de impressão, na Concord dois factores são importantes.
O primeiro é o círculo do mandril e o segundo é o paralelismo dos braços do mandril.
Agora podemos ver como podemos verificar isto e o que precisa de ser feito para garantir que a pressão de impressão seja a mais baixa possível.
Verificar os conjuntos de braços de mandril para verificar a soltura após o primeiro ano de funcionamento da máquina e de seis em seis meses a seguir.
Se forem utilizadas pressões de impressão elevadas (0,05 segmento de manta nua para mandril nu), as verificações devem ser efectuadas de 3 em 3 meses ou quando começam a aparecer espaços vazios na lata de impressão.
- Antes de retirar os braços da mandíbula:
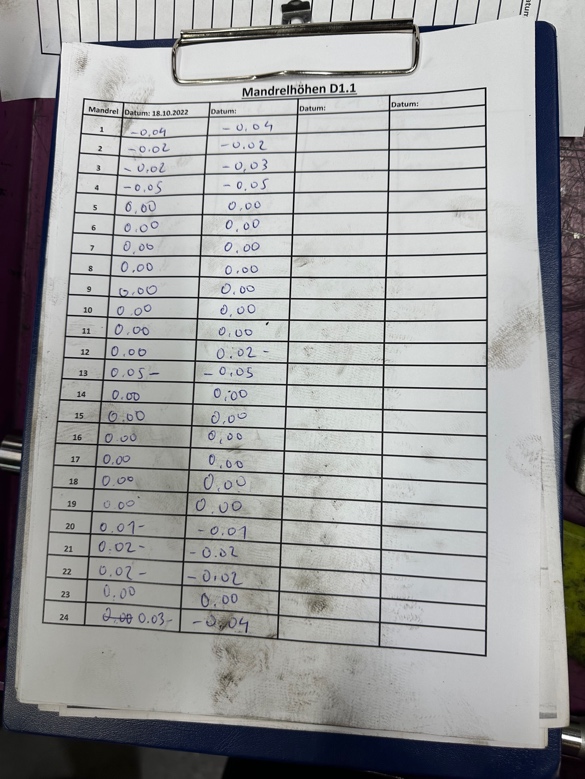
Colocar dois (2) indicadores 0,001 acima do mandril #1, um na extremidade aberta da área da lata e um perto da extremidade da cúpula. Colocar ambos os indicadores no ponto alto do mandril. - Rodar a torre de mandril enquanto se observam e registam as leituras do indicador em cada mandril.
A isto chama-se verificar o paralelismo do mandril. Se houver mais variações do que 0,004 polegadas fora de paralelo em qualquer um dos dois mandris, pode ser suspeito.
A. Desgaste ou danos no eixo do braço de viagem ou na área do casquilho/objectiva.
B. Desgaste ou danos no eixo ou rolamentos do braço de apoio.
C. Desgaste ou danos no fuso, eixo do fuso, rolamentos do fuso, ou rolamentos.
braços de mandril. - Se os mandris estiverem fora de paralelo por mais de 0,004 polegadas, e se se souber que as buchas dos braços dos mandris estão danificadas; os braços dos mandris devem ser substituídos.
Nota: O paralelismo dos braços do mandril pode ser verificado num banco numa superfície de granito com o eixo do braço de suporte inserido no braço do mandril e apoiado com blocos de ajuste adequados.
Com uma inspecção adequada, a fixação do mandril pode ser verificada em dois planos utilizando o eixo de apoio do braço do mandril como ponto de referência.
Isto será mais difícil do que verificar a roda da torre, e as leituras funcionais não serão tão precisas. - Desmontagem das montagens dos braços do mandril.
A. Retirar duas anilhas de pressão 211245 cada.
B. Pressionar o eixo do mandril depois de remover a porca de acionamento do eixo do mandril.
C. Pressionar o eixo do seguidor de came. (O jogo axial é permitido em seguidores de câmara. O limite de re-discagem é de 0,001).
D. Remover o invólucro de selos de proibição de fraude e os selos de proibição de fraude.
E. Pressionar a tampa do veio do braço de suporte.
F. Pressionar os rolamentos para fora do eixo do braço de apoio.
Nota: Nunca aplicar força através da viga do braço do mandril. Apoiar sempre
sob o furo do rolamento a ser removido e empurrar para fora o
rolamento. A pressão através do feixe do braço do mandril pode causar danos.
Importante:
Não retire as buchas de aço do eixo do mandril ou do eixo do seguidor de came do
do braço do mandril. Se estes arbustos forem danificados, o braço da mandíbula deve ser descartado.
G. Retirar o pino de paragem do braço da mandíbula.
H. Limpar todas as peças que podem ser utilizadas quando o braço é remontado. Todas as passagens devem estar livres de tinta, verniz e detritos.
Este procedimento é apenas quando se está a operar um Concord Decorator, o
Rutherford só precisa de um círculo de mandril, e é tudo.
O que também é importante em ambas as máquinas é a roda do segmento cobertor, a Concord tem uma roda amovível, uma vez feita de alumínio.
O Rutherford tem um que é feito de ferro fundido numa só peça.
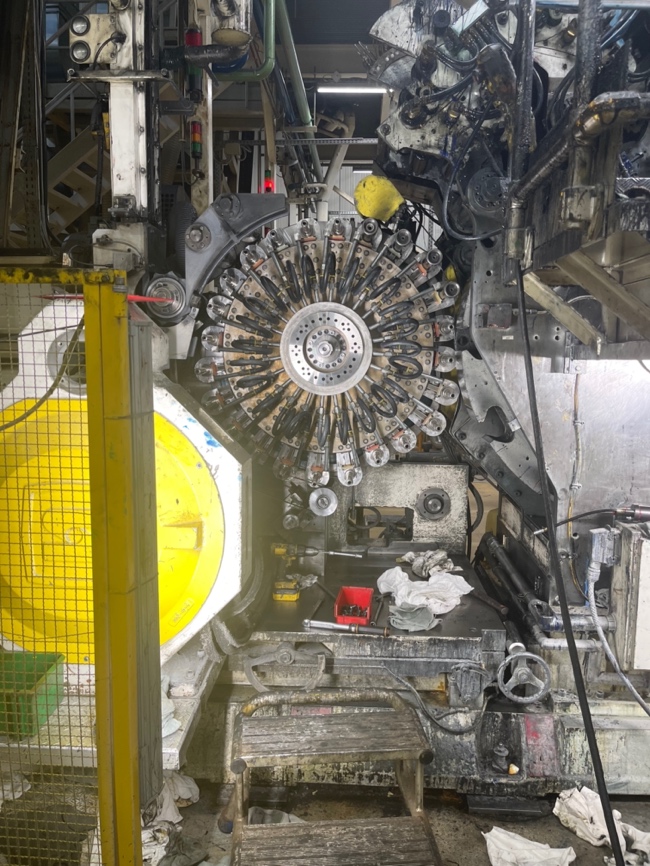
No caso de algo acontecer na roda do segmento Rutherford, há menos
opção para reparar o problema.
Em termos de concepção, é uma opção limitada para reparar os segmentos danificados, como se pode ver
abaixo.
Como a roda de segmento está numa peça grande com 12 segmentos

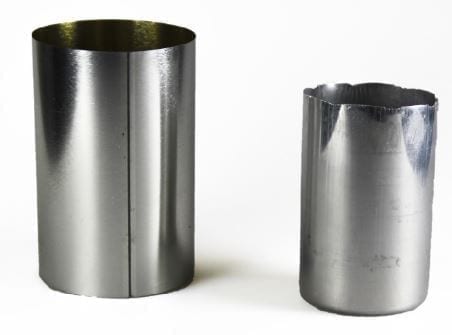
O desenho da Concord tem uma roda de segmento diferente, é feita com segmentos de alumínio destacáveis, como pode ser visto abaixo.- No caso de algo acontecer, pode ser substituído rapidamente e o problema será resolvido num curto espaço de tempo.
imagem
Após mais de 5 anos de funcionamento da máquina, recomenda-se o corte da roda da manta para garantir que tudo esteja em boas condições.
Agora vejam como podemos fazer o corte num Decorador Concord.
É absolutamente necessário remover previamente os segmentos antigos, determinar se são reutilizáveis, limpos e rebarbá-los. Se os segmentos tiverem mais de 4 anos de idade e
Se os segmentos tiverem mais de 4 anos e tiverem uma cunha de 0,040 polegadas debaixo deles, é prudente considerar que viveram a sua vida útil. O mesmo cuidado deve ser usado para limpar e rebarbar as áreas onde os segmentos se encontram na roda da manta. Se resistirem resíduos de tinta ou resíduos de tinta ou rebarbas, os segmentos assentarão prematuramente e a qualidade de impressão será inaceitável. Certifique-se de que os calços foram rebarbados (pn.302293 – .020 in., pn.301710 – .010 in.) e instale-os sob os segmentos de cobertor. Apertar os segmentos da manta para 30 pés. lbs.
O tempo médio necessário para esta limpeza é de 4 a 6 horas. O tempo médio necessário para completar a rotação da roda da manta para a especificação da planta é de 4 horas. É necessário um mínimo de 8 horas de inactividade para completar esta operação.
Bloqueie a alimentação eléctrica da máquina!
Desligar as unidades de tinta e cobrir as tintas com plástico ou cartão. Retirar os rolos de formulário da unidade de tinta nº 3.
Remover o conjunto de engrenagens do envelope envernizado, e a roda da manta, a guarda do portão e o poste.
Usando o volante circunferencial para a estação #3, posicionar a porção de aço da engrenagem de accionamento do cilindro de chapa de modo a que esta se ajuste à engrenagem do touro da roda da manta. (NOTA: As engrenagens de nylatron com folga não devem ser engatadas com a engrenagem de touro).
Ajustar a folga para .008 entre a engrenagem do touro e a engrenagem do cilindro de placa usando um manómetro na engrenagem do cilindro de placa e ajustar o parafuso de paragem da pressão da placa no cilindro de placa #3. Depois de ajustar a folga, certifique-se de que todas as engrenagens de accionamento do cilindro de chapa estão engatadas com a engrenagem do toro para imitar o modo de impressão o mais próximo possível. Nesta altura, a engrenagem de nylatron deve ser acoplada à engrenagem do touro.
Instalar um cilindro de placa limpa sobre um eixo de cilindro de placa limpa.
(Não magnético)
Montar o dispositivo de corte nos orifícios fornecidos na sub-placa para o efeito. Não existiam buracos nas máquinas mais antigas.
Neste caso é necessária uma broca de base magnética para fazer 2 furos de 5/8-11 x 1 polegada de profundidade a 55 ¾ polegadas e 59 ¾ polegadas a partir da extremidade direita da sub-placa. A distância do lado do operador da sub-placa é de 2 ½ polegadas. Apertar os parafusos de montagem apenas até que as arruelas de fixação comecem a aplanar neste ponto.
CUIDADO: O acessório de corte deve ser cuidadosamente esquadriado e ajustado ao segmento da manta. Isto é feito através da montagem de um indicador na área de corte do dispositivo e da sua passagem sobre o lado de impressão do segmento. Ajustar a fixação com os parafusos do lado do operador perto da base, até o segmento mostrar “0” de trás para a frente. Apertar os parafusos de montagem do dispositivo e verificar novamente. Depois disto, o ajuste cónico deve ser paralelo ao bordo de ataque do segmento. Realizar o mesmo procedimento com o indicador na borda da frente do segmento. Existem dois parafusos de elevação na parte superior e inferior do lado do operador do dispositivo de corte. Manipular estes parafusos de elevação até o dispositivo estar a “0” no bordo de ataque. Volte a verificar a leitura em todo o lado da impressão. Corrigir se necessário.
Instale a ferramenta de corte na fixação e prenda-a no segmento do segmento da manta. A ferramenta deve ser ajustada de modo a ter um corte mínimo, aproximadamente .001 in. Isto permitir-lhe-á reajustar o ajuste de conicidade de modo a que o segmento (mais próximo do lado do operador do cilindro de placa). Medir entre o cilindro de placa e um segmento de manta com um calibrador de apalpador para determinar a conicidade correcta.
AVISO: ESTARÁ A TRABALHAR NUMA ÁREA NÃO CALIBRADA, USE DE EXTREMA CAUTELA.
Pode agora repor a potência e executar o decorador a 800 ou 1000 c.p.m. para cortar os segmentos de cobertor de acordo com a especificação da planta de lata usando a fórmula:
Espessura da placa na imagem .032
Espessura do cobertor + .077
.109
Impressão de imagens para cobertor – .004
Espaço livre acabado .105
Este exemplo mostra que .105 polegadas devem ser obtidas entre o segmento da manta e o cilindro de chapa nua cortando os segmentos.
A impressão de alta qualidade requer o controlo da espessura da imagem da chapa o mais próximo possível e a utilização apenas de cobertores da mais alta qualidade.
Nota: O passo seguinte acrescentará 3 a 4 horas a este procedimento.
Se for necessário cortar segmentos de substituição, remover dois segmentos de corte acabados a 180 e marcar os segmentos para instalação no local exacto onde foram removidos.
Instalar um calço de 0,015 polegadas sob os dois segmentos a cortar como sobressalente. Usando o exemplo acima, os segmentos de substituição seriam cortados a 0,100 pol. de espaço entre a roda da manta e o cilindro de chapa com 0,0005 pol. de toe-in na extremidade do operador. Remover os anéis e calços de substituição e reinstalar os anéis originais.
Quando são utilizados segmentos de substituição, estes devem ser calandrados e nivelados com aproximadamente 0,010 polegadas de calços.
Remover arestas vivas de todos os segmentos do cobertor.
Dispositivo de viragem – Dispositivo de viragem
Isto mostra agora a diferença entre o Rutherford e o Decorador Concord.
 Impressão actual e passada
Impressão actual e passada
 Coisas simples podem fazer uma grande diferença
Coisas simples podem fazer uma grande diferença
 INX CRIA RECURSO DE ACONSELHAMENTO DE IMPRESSÃO COM O BLOG DO ESPAÇO DE IMPRESSÃO
INX CRIA RECURSO DE ACONSELHAMENTO DE IMPRESSÃO COM O BLOG DO ESPAÇO DE IMPRESSÃO
 SUN CHEMICAL EXPANDE A SUA GAMA DE TINTAS DE IMPRESSÃO COM SUNPAK DIRECTFOOD PLUS
SUN CHEMICAL EXPANDE A SUA GAMA DE TINTAS DE IMPRESSÃO COM SUNPAK DIRECTFOOD PLUS
 NOVA ERA NA IMPRESSÃO DE LATAS DE BEBIDAS
NOVA ERA NA IMPRESSÃO DE LATAS DE BEBIDAS
 COMPARAÇÃO ENTRE EMBALAGENS DE 2 A 3 PEÇAS
COMPARAÇÃO ENTRE EMBALAGENS DE 2 A 3 PEÇAS



0 Comments