
Na última década, a redução de peso das latas de alimentos de três peças não havia realmente progredido devido ao problema de enrugamento da lata durante as operações de costura. Para tratar disso, a Associação de Pesquisa para Pesquisa de Aplicações do Aço (FOSTA), com sede em Düsseldorf (Alemanha), encomendou um projeto de pesquisa que foi realizado no Instituto Fraunhofer de Máquinas-Ferramenta e Tecnologia de Conformação (IWU) em Chemnitz (Saxônia), junto com parceiros industriais.
Embora o problema de enrugamento durante a costura de latas tenha sido o principal fator limitador da redução adicional do tamanho, foi reconhecido que se o processo de costura fosse otimizado, o potencial de redução adicional do tamanho das latas de três peças era significativo.
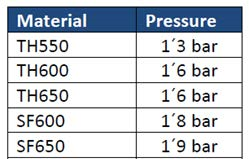
Para as investigações, foram selecionadas latas de lata de três peças de 70 mm de diâmetro com as geometrias de fechamento padrão OIII da SEFEL, pois são comumente usadas na indústria de fabricação de latas. O material padrão atualmente utilizado para estas latas de alimentos tem extremidades com uma dureza de TH550 e uma espessura de 0,17 mm. No âmbito do projeto, cinco diferentes materiais de tampa foram investigados. Foi investigada como referência uma folha de flandres com dureza de TH550 e uma espessura reduzida de 0,15 mm. Quatro materiais com espessura de 0,15 mm e maior resistência à tração na faixa de 600N/mm² e 650N/mm² foram examinados, com tensões variáveis entre 2 e 10% até o ponto de fratura.
Análise de processo por simulação de elementos finitos
A vedação de rolos é dividida em duas etapas: a primeira operação de vedação e a segunda operação de vedação. O perfil do rolo para a primeira operação – que tem uma geometria completamente diferente da da segunda operação – tem uma influência considerável sobre o comportamento de enrugamento no fechamento.

Fig. 1 Modelo de fechamento com abstrações do modelo

Fig.2 Resultados após a simulação de fechamento
Portanto, foi realizada uma análise por elementos finitos (FEA) a fim de identificar os principais fatores e causas de rugas durante a primeira operação de vedação (ver figuras 1 e 2) usando o pacote de software PAM-STAMP do Grupo ESI.
Uma das principais influências é a relação entre a dureza do material e a geometria do rolo. Consequentemente, diferentes perfis de rolos foram analisados para minimizar a altura das rugas durante a simulação da FEA. Isto permitiu que o perfil do rolo fosse otimizado para minimizar o enrugamento durante a vedação de todas as extremidades de alta resistência. Os parceiros industriais do projeto produziram o perfil do rolo otimizado e o testaram em diferentes máquinas de costura. Três fabricantes de costureiras e um fabricante de latas realizaram testes industriais com os perfis de rolos novos e antigos para a primeira operação de costura.
Testes industriais em AUXILIAR CONSERVERA
Esta seção diz respeito aos testes industriais da fábrica de conservas Auxiliar Conservera (AC).
Após sessenta anos como fabricante de embalagens metálicas, a AC é uma das empresas mais experientes na indústria de enlatados da Europa, oferecendo soluções para mais de 500 empresas no mundo inteiro, desde grandes multinacionais até pequenas fábricas de conservas.
Trabalhar para melhorar a vida das pessoas, desenvolvendo sistemas que preservem os alimentos da maneira mais saudável e ambientalmente correta as incentiva a inovar constantemente e a oferecer novos formatos e patentes. Esta é a chave que lhes tem permitido continuar a crescer e expandir seus processos internacionalmente.
A Figura 3 mostra os componentes iniciais. Elas foram fabricadas pelo parceiro do projeto. A parte inferior foi selada em AC.


FIG 3: Vedação de componentes


FIG 3: Vedação de componentes
Produção de ar condicionado

FIG 4: Latas na máquina AC

FIG 5: Amostras de latas seladas
As figuras 4 e 5 mostram amostras de algumas das latas produzidas durante os testes para alcançar os valores ótimos da costura Sefel 0III.
Análise das rugas
As rugas são as ondulações que se formam na extremidade do gancho da tampa durante a vedação. A porcentagem de rugas é definida como a porcentagem do tamanho da ruga versus o tamanho total do gancho. Como máximo, estabelecemos uma taxa de rugas aceitável de 30%.

FIG 6 Resultados em Op1

FIG 7: Resultados no OP2
Nas imagens da seção das duas operações de selagem, vemos que temos uma muito boa conformação do selo duplo na primeira operação. Após passarmos a ferro na segunda operação, temos um fechamento bem formado e sem rugas para todos os materiais de tampa testados.

FIG. 8 Tampa TH650 – sem rugas após OP2

FIG. 9: Tampa SF650 – sem rugas após OP2
Parâmetros geométricos do selo duplo
A avaliação dos parâmetros críticos de fechamento foi realizada em 24 amostras para cada especificação de material.
O gráfico mostra que temos valores muito semelhantes entre os dois extremos. Temos um bom agrupamento dos dados, mas com uma aproximação muito próxima ao limite superior.
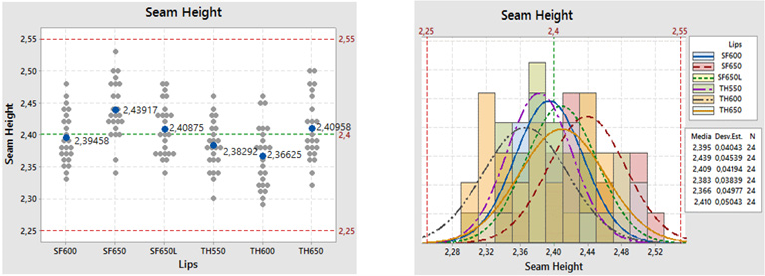
FIG 10 : Altura da junta
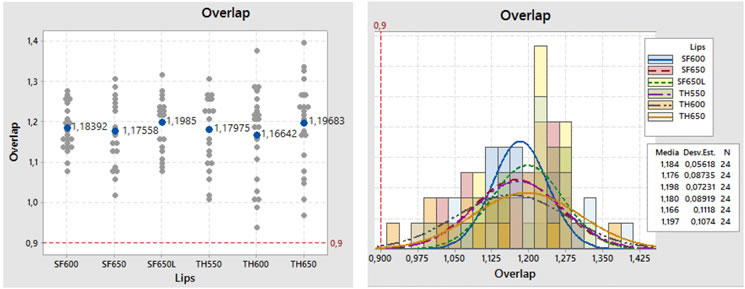 FIG 11 Sobreposição
FIG 11 Sobreposição
Para todos os fechamentos, temos todos os valores acima do limite inferior de aceitação. Os dados têm uma variação muito alta, especialmente no caso de materiais TH.
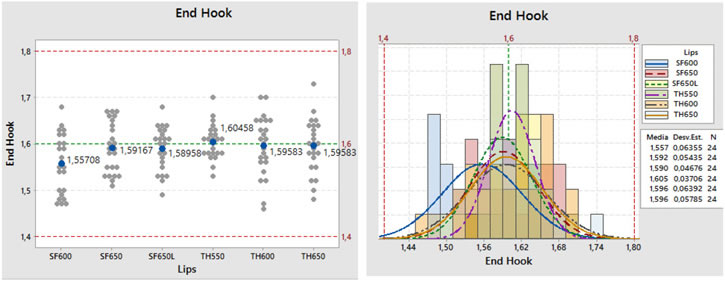 FIG 12 Gancho de capa
FIG 12 Gancho de capa
O agrupamento de dados para o gancho de capa é bom. Em termos de processo, observamos que ele está centrado no nominal.
Teste de porosidade
Para este teste, as costuras são imersas em uma solução de sulfato de cobre por um minuto. Depois disso, procure por manchas de ferrugem, que indicam que essas manchas não foram cobertas pelo verniz, por causa das juntas escovadas.

FIG 13. Teste de porosidade

FIG 14. Miniseam após o teste de porosidade
Todas as latas testadas de todos os tipos de material passaram nas verificações de porosidade.
Teste de pressão
Os primeiros testes Pandeo foram realizados. Este teste é derivado dos processos de esterilização de latas de alimentos seladas em autoclaves. A lata, selada em ambos os lados, é fixada em um suporte e analisada sob pressão constantemente crescente para determinar a que pressão ocorre vazamento ou deformação inaceitável.
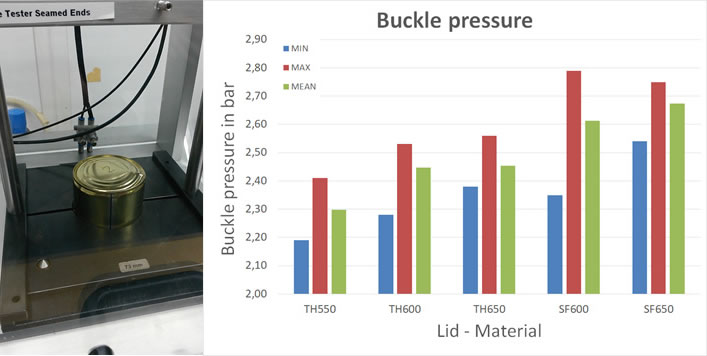
FIG 15 Teste de deformação
A conclusão deste teste é que todos os materiais de maior resistência têm um potencial de melhoria, mantendo as mesmas exigências funcionais. Desta amostra ainda se pode deduzir que materiais com alta resistência e alto alongamento têm um maior potencial de melhoria da função dos componentes do que materiais com puro aumento de resistência.
No teste de pressão do PNR, a lata é presa em um dispositivo de compressão. A lata é então carregada passo a passo com pressão interna. Durante este aumento gradual da pressão, a deformação do ponto central da tampa é registrada. Após cada medição da deflexão do centro sob carga de pressão, a deflexão residual remanescente do ponto central após a liberação da pressão é registrada. O objetivo é não exceder um valor limite – desvio máximo do painel = 0,5 mm – caso contrário, as latas não ficarão firmes e aparecerão visualmente “infladas”.
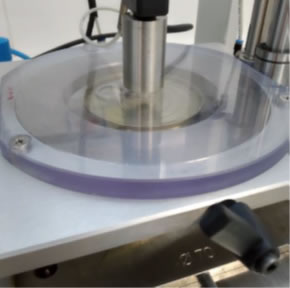
FIG 16 Dispositivo de teste PNR
Tomando uma referência de não-retorno de 0,5 mm, precisamos para cada extremidade uma pressão de
Em comparação com a Figura 17
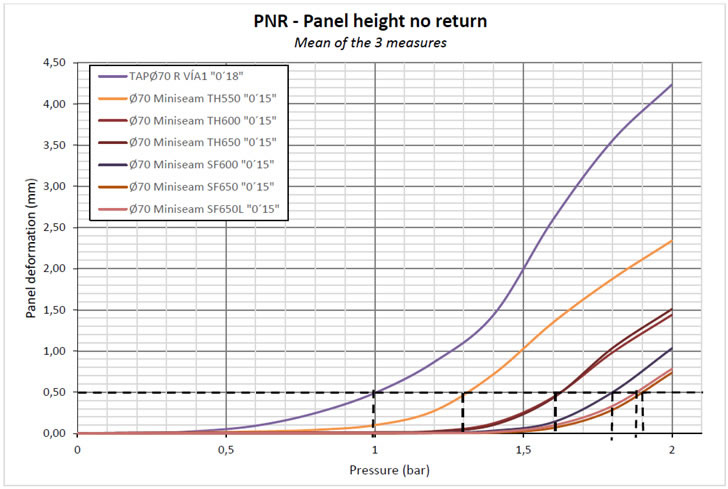
Como podemos ver no gráfico, temos uma diferença notável na deformação permanente do painel após alguns extremos de pressão. As extremidades feitas de material SF têm excelente comportamento de pressão.
Conclusão:
Os participantes industriais deste projeto estimam que o uso de um material de tampa com uma resistência de 650 N/mm² e altas tensões permitiria reduzir a espessura da chapa da tampa em 0,02 mm (20 microns), mantendo a mesma funcionalidade. No entanto, a confirmação disto será objeto de futuros testes de produção em larga escala. As discussões sobre este trabalho estão atualmente em andamento com potenciais parceiros de consórcio. Para mais detalhes sobre o FOSTA e como obter o relatório completo do projeto, por favor, visite
http://www.stahlforschung.de
Agradecimentos
O projeto de pesquisa IFG 19436 BR / 1237 “Extensão dos limites do processo de fechamento sem rugas de tampas feitas de aço inoxidável de alta resistência para embalagens” da Associação de Pesquisa para a Aplicação do Aço (FOSTA), Düsseldorf, foi apoiado pelo Ministério Federal de Economia e Energia através da Federação Alemã de Associações de Pesquisa Industrial (AiF) como parte do programa de promoção da pesquisa industrial cooperativa (IGF) apoiado pelo Bundestag alemão.
O projeto foi realizado no Fraunhofer Institute for Machine Tools and Forming Technology – IWU.
Parceiros de projetos industriais
- Fornecedores de materiais (Thyssenkrupp Rasselstein GmbH, Tata Steel)
- Máquinas de costura (Cantec GmbH & Co. KG, Lanico Maschinenbau Otto Niemsch GmbH, Gebrüder Leonhardt GmbH & Co. KG Blema Kircheis, Ferrum Ltd, para a tecnologia de enlatamento)
- Ferramentas de fechamento (Maiko Engineering GmbH)
- Fabricantes de latas (Canpack SA, Auxiliar Conservera SA, Associação Internacional de Embalagem, Glud & Marstrand A/S)
- Equipamento de medição (CMC-Kuhnke GmbH)
- Compostos (Wakol GmbH, Henkel Adhesive Technologies).
 Mercado de Latas de Metal para Alimentos e Bebidas por Região. América do Sul
Mercado de Latas de Metal para Alimentos e Bebidas por Região. América do Sul
 Estratégia de solução de problemas para uma linha de produção de latas de alumínio
latas metálicas para alimentos
Estratégia de solução de problemas para uma linha de produção de latas de alumínio
latas metálicas para alimentos
 Mercado de Latas de Metal para Alimentos e Bebidas por Grau de Pressão Interna
Mercado de Latas de Metal para Alimentos e Bebidas, por Tipo
Latas de alumínio para bebidas energéticas
Mercado de Latas de Metal para Alimentos e Bebidas por Grau de Pressão Interna
Mercado de Latas de Metal para Alimentos e Bebidas, por Tipo
Latas de alumínio para bebidas energéticas
 MÁQUINAS DE COSTURA PARA LATAS OU RECIPIENTES METÁLICOS
MÁQUINAS DE COSTURA PARA LATAS OU RECIPIENTES METÁLICOS
 MOLDE ESPECIAL PARA FUNDOS COM ONDULAÇÃO INCORPORADA
MOLDE ESPECIAL PARA FUNDOS COM ONDULAÇÃO INCORPORADA



0 comentários