
VARNISHES .パート1」をご覧になりたい方は、こちらをクリックしてください。
PART 2:
| ワニスの特性
各ワニスには固有の特性があるため、この表のデータは一般的なものとして捉えてください。 |
||||||
| タイプ | 乾燥 | 柔軟性 y メンバーシップ |
抵抗 硫化に |
抵抗 ケミストリー |
使用 | アプリケーション |
| オレオレジンソス「R | 205ºC/12′. | 良い | マラ | レジスタント 酸への |
ワニス インテリア |
酸性果実 野菜 |
| オレオレシニン「C」 オレオレシニンソ | 205ºC/12′. | 良い | 良い | 耐えられない 酸への |
ワニス インテリア |
豊富な食品 蛋白質の |
| フェノール類 | 200ºC/15′. | マラ | 非常に良い | 良い | 完成したワニス B. インテリア |
肉と 魚 |
| エポキシ・フェノール類 | 200ºC/15′. | 良い | レギュラー | 良い | B. インテリア B. ヒッチ |
豊富な食品 蛋白質の |
| エポキシ・フェノール類+Al | 200ºC/15′. | 良い | 非常に良い | 良い | B. インテリア | 豊富な食品 蛋白質の |
| エポキシ-フェノール類+OZn | 200ºC/15′. | 良い | 良い | 適さない 酸の場合 |
B. インテリア | 豊富な食品 蛋白質の |
| エポキシ-アミン | 195ºC/12′. | 良い | レギュラー | 良い | B. ヒッチ B. 外部 |
デコレーション |
| エポキシエステル | 180ºC/12′. | 良い | マラ | レギュラー | B. 仕上げ B. 外部 |
デコレーション |
| エポキシ変成 | 190ºC/15 | 良い | 良い | 良い | B.白のインター B. ヒッチ B. 外部 |
積極的な製品 デコレーション |
| Vinyls | 180ºC/10′. | 非常に良い | マラ | レギュラー | B. インテリア ホワイトエナメル B. ヒッチ |
飲み物 デコレーション |
| アクリリックス | 190ºC/15′. | 非常に良い | 非常に良い 顔料 |
非常に良い | ホワイトエナメル B. 仕上げ |
豆類 野菜 顔料が少ない。 デコレーション |
| ポリエステル | 200ºC12′. | 可変 | レギュラー | 良い | B.白のインター B. インテリア B. ヒッチ ホワイトエナメル |
Env. embut. とタパスの2つのパス 飲み物 デコレーション |
| オルガノゾル | 195ºC/15′. | 非常に良い | 良い | 良い | B.白のインター B. インテリア |
タパスを簡単に オープニング カバー エンブ、エンブト。 |
フィルムの重さ。
乾燥膜重量とは、ワニスを湿式で塗布して焼き付けた後、金属に残っている乾燥エキスの量のことです。 測定単位はg/m2(またはmg/pg2)です。
具体的には、以下のような値が考えられます。
インテリアシステム。
– 一般的なワニス 5~7g/m2程度
– ワニス+アル「6~9」。
– ワニス+OZn ” 7~10 “
– 白人は「9~15」。
– オルガノゾル ” 13~21 “
外部システムです。
– フック 2~5g/m2の間
– ホワイトエナメル ” 14~17 ” 。
– 仕上げ用ワニス「5~7」。
ワニスの塗布技術
液状塗装の基本的な手順は3つあります。
- ローラーを使ってシートの片面に塗布
- 両側のコイルへの適用
- スプレー塗布。
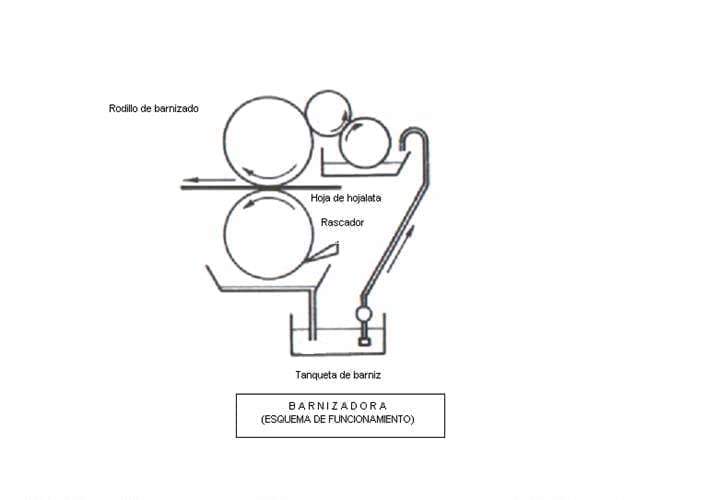
ローラーブレード
最も古く、最も広く普及しているニス塗りの方法です。 一枚の金属板は一対のローラーに通されるが、そのうちの一つのローラー(弾性体)には塗布するワニスが含浸されている。 ローラーの素材はゼラチンや合成ゴムで、溶剤に侵されることはありません。 適切な調整により、塗布されたコーティングの厚さをコントロールします。
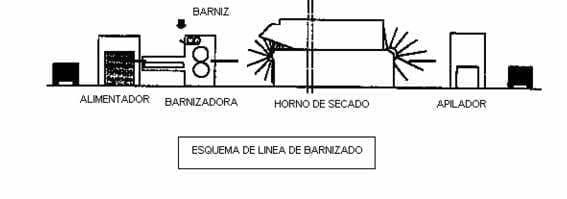
束からシートを送り出し、移動させてアプリケーターシステムを通過させる一連の装置を、市場ではコーティングマシンと呼んでいる。 その下流には連続オーブンが設置されており、ワニスを乾燥させて溶剤を除去し、シートに付着したままの固体残留物の膜を、その保護機能に適した重合度と架橋度に到達させる。
焼成条件は使用する樹脂の種類によって異なります。 一般的には、200℃前後、時間は12分程度でOKです。 錫の再溶解による有害な影響を避けるため、温度は錫が溶ける232℃を超えてはならない。
このワニスの技法は、非常に柔軟性が高く、あらゆるワニスの要求やパッケージのさまざまな部分に対応できるため、金属業界では最も一般的なものです。 このように、弾性ローラーに適切な「予備」を作ることで、溶接する部分に漆がないことが必要なスリーピースの容器や、深絞りの容器、蓋などに漆を塗ることができます。
コイル
コイルにニスを塗るのは、前の工程と同じように連続して行うことができます。 より複雑で、ワニスの予備を作ることができないなどの制限があります。 その用途は、大ロットで詰められるカバーやボディに限られます。
スプレー
容器の用途によっては、製品の攻撃性や繊細さのために、炭酸飲料など、内面に孔や傷、擦り傷などの金属が完全に露出していないことが要求される場合があります。 – そして、容器が完成したら、ニス(通常、異なる種類のものを何度か塗り重ねる)を塗る必要がある。 このような場合には、容器を高速回転させながら、固定式または移動式のスプレーガンを使って、スプレー塗布を行います。 その後の乾燥工程は、第1の技術と同様です。 このアプリケーションは、DWIの「ツーピース」パッケージの典型です。
また、3ピース容器のサイドシーム部にも同様の方法でスプレーコーティングを施すことができます。 この部分は溶接を可能にするためにニスを塗った後、スプレー塗布とその後の乾燥で保護する必要があります。 この方法はかなり以前から使われていましたが、最近では別の粉体塗装システムに取って代わられました。
熱可塑性または熱硬化性の粉体塗料で、保護すべき表面に静電的に塗布した後、加熱して溶融させる。 また、溶剤の100%が固体であるため、大気中への溶剤の排出を抑えることができるというメリットもあります。
ワニスのパラメータ
モニターとして最も重要なものは以下の通りです。
液体ワニス。
- 粘度
- 比重
- 樹脂の種類
- 溶剤
- 転勤や移住を証明するもの
ワニスは乾いた状態で塗ります。
- フィルムの負荷や重量
- 硬化制御
- アドヒアランス
- ポロシティ
- 耐オートクレーブ性
- 耐スクラッチ性
- 硫化への耐性。
これらのテストの内容を説明すると、本稿が長くなってしまいます。 これらはすべての金属製パッケージのコーティングに共通しており、ある意味、金属製パッケージのコーティングに関する別の章を表しているので、別のトピックで扱います。




0 Comments