
SUMMARY
専用に設計された3ピースラインでも、良い飲料容器を製造することは可能です。 本稿では、その概要と主な特徴について説明する。
イントロダクション
清涼飲料水やビールは「2ピースDWI」という手法が市場に浸透して久しいのに、飲料容器の「3ピース」を語るのは矛盾しているようだが、そんな矛盾はないのだ。 ビールやコーラのような大容量の市場では、「2ピース」タイプのパッケージが適切であることは明らかですが、ワイン「サングリア」、オルチャータなどのソフトドリンクやコーヒーなどの非冷飲料の形態では、容量やイメージの理由から、ビールやコーラの定番フォーマットとは異なる形式が必要となる商品も存在します。 これらの市場は、飲酒運転撲滅のためのライン設置に伴う莫大な投資を正当化するものではありません。 このような場合、飲料品質に特化した「スリーピース」ラインの利用が最適です。 これは可能だが、従来のラインとの関係でいくつかの注意点があり、そのいくつかをこの論文で定義してみることにする。
今回は、フラットニス、ジョイント、フォーマット、ストッキング、シールなど、製造する缶の仕様については、いずれ別の記事で紹介することにして、ほとんどスルーすることにする。 ここでは、ラインを構成する必要な機器とその特性、ライン上で行うべき一定のアクションを中心に解説します。
基本装置
飲料容器製造のための3ピース包装ラインを構成する各機械の機能を説明することは、本稿の目的ではない。 読者の皆様には、この技術について十分にご理解いただいていると思いますので、説明は省略させていただきます。
このタイプの設備で、600本/miのような中程度の生産量であれば、以下のような機械で構成することができます。 それぞれについて、この場合に満たすべき基本的な性質を示し、具体的な例を挙げて説明するが、業務用機器市場には他にも同様に有効なソリューションが常に存在する。
-超硬刃を使用した堅牢なオートマチックダブルシャー。 インフィードにパケットフィーダー、アウトフィードに溶接機への自動リンク機構を装備。 高精度で切れ味の良いカッターであること。
適切な機器の例
-OCSAM シヤーモデル TSN211BSS
-CEVOLANI シアーモデル CD 549 ver:
-自動シャーウェルダージョイント OCSAM モデル TP 1001 参照。
-自動剪断溶接機 CEVOLANI モデル ABF 567 参照
-ボディ溶接機:継ぎ目の重なりが少なく、金属の飛び出しや突起のない良質な溶接ができるものが適切な機器となる。
可能なチームの例
-溶接機 SOUDONIC model SOUDAN 865 FB, ver:
-CEVOLANI社製溶接機、モデルS008 FUTURA、参照。
-3.溶接部の内装ニス塗り装置。ニスは液状でも粉状でも構いませんが、いずれにせよ、美観上、金色のものを使用すると、後で内装用の総ニスを塗ったときにぼやけるのでおすすめです。 ニスを塗った部分に金属の露出を許さず、優れたカバレッジが必要です。
実行可能なチームの例
-内装粉体塗装システム SOUDRONIC モデル Soucout P – 120、参照。
-SOUDRONIC 液体ラッカー塗装システム モデル LNS -16、参照。
-内部粉体塗装システム FREI AG モデル XPC, ver:
4.-溶接用外装再塗装装置。 無色の液体ワニスをローラーで塗布するのが好ましい。 ブラシで塗布することも可能
市販されている機器の一例
– CANMELT Model 130 外装用刷毛塗りシステム、参照。
http://www.canmelt.ch/Espanol.pdf
-SOUDRONIC社製外付けローラー塗装システム Model PRC-TDを参照。
-5.縫製ワニス用乾燥炉。 余裕のある長さと熱のかけ方で、ニスを硬化させるのに快適な温度と時間のグラフを実現。
オーブンレンジの例
– 乾燥炉 FREI AG モデル ECM “U – shape” ver:
-ソウドロニック乾燥炉モデルSoucure U – 15、参照。
-6.両端に直径のノッチャーまたはレデューサーがあること。信頼性が高く、確実で良質な金型システム。 好ましくは、この位置で容器本体が移動できるように、垂直作業設計を行う。 端部の縮径が強いため、2段階以上に分けて縮径する必要があり、そのため2つのノッチを直列に配置する必要がある。
ノッチャーの例
– シャーリングマシン GERMANN + FREI AG モデル “DNV 600 両端”,
-7.-ピンニングマシン。 モーターで回転するヘッドのデザインを持つ「スピンフランジャー」タイプであること。 縦長の働き方。
例
– スピンフランジャー CARNAUD-METALBOX エンジニアリングモデル 86 Da,
– スピンフランジャー GERMAN + FREI AGモデル SFV,
-8.シーマー:信頼性が高く、高い封止品質が得られる。
例
– フェラムシーマーF706型。
-CARNAUD-METALBOX エンジニアリングモデル「10 -6 Seamer」。
-9.- グループノッチャー、フラッパー、シーマー。 現在では、従来の3機(6、7、8)をすべて含むモジュラーグループに置き換えることが現実的で、設置が大幅に簡素化され、省スペース、機械間のコンテナ搬送装置、設置コストの削減が可能となります。
例
– CEVOLANI社製モジュラーユニット「COMBICAN RBNA 504」モデル
– CANTEC モジュールユニット CAN – O – MAT I (Necking-Flanging-Seaming) 8スピンル
-10.-タイトネステスター。リークテスターをラインに装備しておくと、漏れを発見するのに非常に便利です。 光、圧力、真空など、さまざまな原理で成り立っているのですね。
例
-BASCO社製真空試験機 Model PRE 60 L。
– ベルバック エアテスター Model 595 LT ライトテスタ。
-11.-内装ニス塗りベンチの合計。 静止型または移動型の噴霧ノズルによる。
例
-CARNAUD-METALBOXエンジニアリング「3200ラッカースプレーマシン」モデル、ラッカー塗装機3台。
-12.内装用トータルワニス用養生炉。 容器の安定性が良く、温度/時間グラフの制御が確実なメッシュオーブン。
例
– インターナルベークオーブンITS – LTGモデルIBO(インターナルベークオーブン)。
-13.-パレタイザー 自動運転、高いパレット高(トールパック)、「パック圧縮」によるストラッピング。
例
– BUSEE/ SJI パレタイザー BULK classic シリーズ R4002,
– CLEVERTECH パレタイザー モデル APC – 50 HS,
– IDEMUR パレタイザー モデル Poseidon P 400,
-搬送装置:マグネットコンベア、エレベータ。 コンテナの移動は、衝撃や落下、加速度による破損を避けながら慎重に行わなければならないのです…。
例
– NSM Magnettechnik Gmbh.の輸送手段。
– 輸送手段 AUTORREMA,
付帯する回線設備や品質管理手段については、コメントする必要はない。 それを突き詰めると、この手の作品では長くなりすぎてしまう。
推奨事項
先入観のない一般的な方法で、私たちの研究のイマジナリーラインが適切に機能するように、ある基本的な推奨事項を説明します。
ブリキ:ボディ製造に適したブリキは、ダブルレデュースとローゲージタイプのものがあります。 飲料用容器として、高い殺菌処理に耐えることはできない。 また、充填時にガス(炭酸ガス、窒素など)を入れるのが一般的で、常に一定の内圧を持つため、内部が真空になることはない。
良い仕様は、ブリキの厚さ0.15または0.16、錫コーティング2.8/2.8、ダブルDR550を削減することができます。 図1参照)これにより、平らな面、溶接のための不均一なオーバーラップ、フランジの割れなどの問題を解消することができます。
カッティング:前述の通り、カッティングクオリティに優れた機械であることが必要です。 バリは最小限にとどめ、側面溶接の内側に向けて配置する必要があります。 図1参照。 これにより、ワニスに接触する危険性を回避することができます。 最大切削公差とする。
– 最大バリ:0.02mm
– 最大オフセット量(高さ、展開):100mmで0.06mm。
– 展開図(公差):+0.05/-0.00 mm
– 高さ(公差): +0.05/-0.05 mm
ボディ溶接:これは高品質のマシンで、オーバーラップロスが非常に少なくなるように行う必要があります。 これにより、この種の包装がもたらす最大の危険である金属露出のリスクを最小化することができます。
寸法レベルでは、溶接ボディはこれらの要件を満たす必要があります。
– オーバーラップの損失。 0.4mm以下 +/-0.1
– サイドシームの厚み(E):1.4 e< E< 1.6 e
– 本体内径(公差):±0.05mm
– 最大視差:0.20mm
圧延後、ボディの側面が完全に面一にならないために生じる、溶接の端にあるエッジの突出を不均衡と定義している。
図2は、溶接機マガジン内のボディの配置を示したものである。 このとき示されるリソグラフィーの文字読み取り方向は、本体背面の底部を閉じるときに有効な方向(溶接機での進行方向による)である。
図2:溶接機上でのボディの位置づけ
適切な溶接を行うには、ダブル冷凍プーリーを装備する必要があります。 本サイトで公開している電気溶接に関する著作、特に「溶接機の銅線回路の改善」、「溶接におけるコマとその微細な制御」では、この種の包装にとって特に重要な事項である溶接の品質を改善するために、一連の非常に有効な基準を示しています。
もう一度言いますが、溶接部以外の本体内部の金属の飛び出しや突起は、金属の露出であり、飲料容器にとって非常に重大な欠陥であることを強く主張します。 確かに、この欠陥は、その後、継ぎ目や本体内部全体を再塗装することで回避できるが、粒子がある程度の大きさになると、そのカバー率は確実ではない。
シームの再研磨:適切な再研磨を行うための最初の予防措置は、溶接時に窒素ガスを適用することです。 その存在により、溶接時に溶接点に酸素が存在しなくなる。 そのため、鉄の酸化は除外されています。 溶接保護ワニスを内外とも良好に接着させるためには、継ぎ目に酸化鉄がないことが重要である。
この場合、縫い目の内側に塗るワニスは、液状のものを使用するのが好ましいでしょう。 こうすることで、より相性の良いコーティング剤を塗布・焼成に使用することができるのです。
次の表は,最も一般的に使用されている液体塗料の概要とその主なアプリケーションデータである。
| ぬりがね | ||||||||
| ニス塗り | オーブン | |||||||
| で使用する。 縫製 |
タイプ ワニス |
コンテンツ 固形物 |
圧力 ポンピング Kg/cm2 |
テンペラート アプリケーション |
粘度 (フォード 4) |
ペイロード mgr/m リニア*。 |
テンペラート 焼付け |
天気 min. 焼付け |
| 内部 | オルガノソル | 47% | 25 – 30 | 30º C | 16 – 22 “ | 100-110 | 370º C | 15秒 |
| 外装 | ビニール製 | 12% | 25 – 30 | 40º C | 14 – 18″ | 30 – 40 | 380º C | 15秒 |
| * 5mm幅で測定 | ||||||||
液状ワニスは、溶接アームの延長線上にあるアームに取り付けられたスプレーガンで塗布される。 図3に調整寸法を示す。 ニスの印刷幅は約12mmで、これはノズルを縫い目の約25mm下に位置させることで達成される。 ノズルは、ノズルの前方100mm以上に設置された容器有無検出器により作動する。
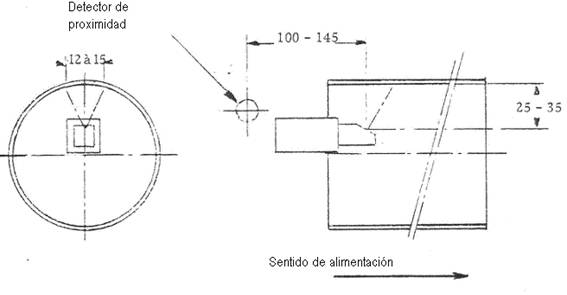
図No.3:液体インナスプレーノズルの調整
注:この点については、本Webに掲載されている作品「ENVASES ENTALLADOS」を参照してください。 その中でブリキ缶の容器について述べていることが、ここでも適用されます。 飲料用容器では、2ピース容器でキャップ径を65から52にする強力な縮径技術が使われています。 3ピース法では、このような縮小は不可能ですが、数回の操作で徐々に行うことで、1回の縮小で平均3~4ミリと重要な縮小を実現することができます。
具体的な事例として、図4は直径65mmから63mmのボディの一端をバッファーツールで簡単に縮小したものである。 シンプルなサンプルですが、どう行動すべきかを示しています。
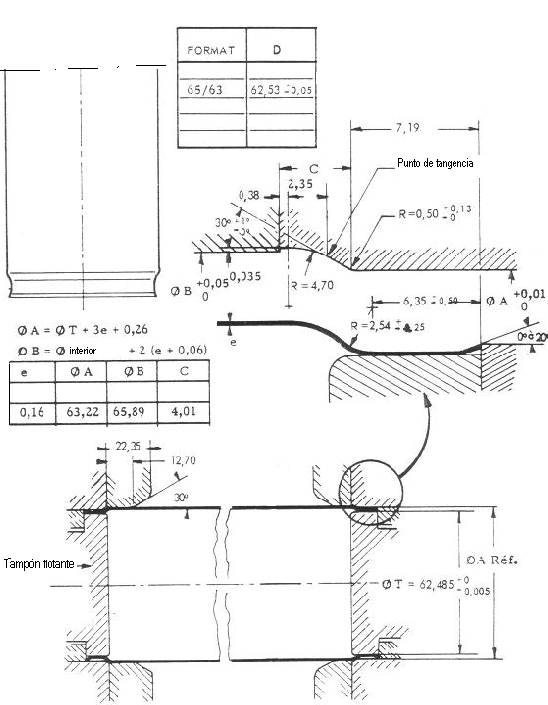
図4:ボディのパッドノッチ加工
錫メッキ: この作業は、ニードル(スピンフランジャー)工具を使用する装置で行う必要があります。 タブの割れを気にせず、薄い二重還元ブリキで作業できるのは、この方法だけです。
図面番号5は、各クランプヘッドの一部である複数のニードルのうちの1つの形状を示す。 その数は、容器の直径によって異なります。 モーター駆動やアイドル回転運動で動作することも可能です。 の方がより効果的な結果が得られます。
図5:スピンの詳細とφの測定値。
このフランジング技術はストレート容器とノッチ付き容器の両方に使用できるため,表中の数値はノッチなしの直径65mmの容器の例として示したものである。
閉じている。 3ピース缶に使われるイージーオープンの蓋は、DWI-2ピース缶に使われるものと同じタイプのものを使うことができますが、同じボディサイズから始めると、切り欠きがより制限されるため同じ直径を使うことは容易ではなく、したがって2ピースより3ピースの方が大きな蓋を使うことが一般的です。
底部は、蓋と本体の中間径とすることで、積み重ねが可能です。 常に内圧で作業するのに適した特殊なプロファイルを使用しています。 その一例を図6に示す。 底面側62、蓋面側57に切断した容器65に有効な底面直径62である。 輪郭はやや凹んでおり、膨張ビードがある。 この形状により、内圧をうまく補う弾力性を持たせているのです。 この背景の寸法はミリメートル単位で、括弧内はインチ単位で表示されています。
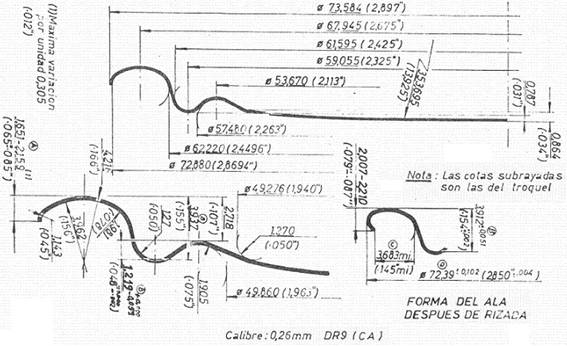
図6: 3ピース飲料容器の底面形状
イージーオープンの蓋にも使えるこのタイプの底面の重要なディテールは、フランジへのゴムパッキンの貼り付け方です。 図7で見ることができます。 従来の缶詰床と違うのは、タンクの壁にゴムが届く高さです。 コンパウンドは古典的なボトムよりも高く、鍋底の半径に達するまで上昇します。
このガム付けの目的は、フラスコ内壁のワニスを保護することである。 この部分は、ボトム形成の際に最も影響を受ける部分であり、マウント時にニスが伸びることによって、しばしばわずかな亀裂が生じます。 その形状が五線譜に似ていることから、「楽譜の線」とも呼ばれている。 この部分をゴムシールで覆うことができれば、金属が露出するのを避けることができ、飲料容器の基本的な目的を達成することができます。
化合物の位置を定義する値は以下の通りである。
イージーオープンリッド用(深型ボウル)
A = 5,6 mm
B = 4.0 mm
従来のトラフ付きボトム用
A = 2.4 mm
B = 1.6 mm
図7: 飲料底面のガムテープ部分
蓋や底の開閉部の特性については、すでに発表されている開閉部に関する著作を参照してください。
内面全面ニス加工:飲料容器に特有の作業で、特に注意が必要です。 これは、底を含む容器の内側を新しいニスでコーティングするために使用します。 これは、平らに塗られたニスの上に、溶接の上に2回目のニスを塗るもので、缶の製造時にできた小さな傷や破損をカバーするものです。 アプリケーションは、共通のベンチに設置されたコーティングマシンのバッテリーで実行されます。 他の機械に比べて個々のサイクルタイムが遅いことと、容器の外側に付着したニス汚れを除去するために、頻繁に機械を停止して徹底的に洗浄する必要があるため、複数台が必要です。 そのため、洗浄中にラインを止めないために、少なくとも1台の塗装機が余っており、それぞれをローテーションで洗浄できるようにする必要があります。
容器を一括して受け取ったオーブンでニスを焼くことで完成する。
パレタイゼーション:パッカーは通常、取り扱いや輸送を容易にするために、2段重ねのパレットを要求します。パレットに強度を持たせるために、垂直方向に圧縮をかけ、通常は木製のフレームの上に支持されたストラップで荷物を固定します。図8参照。
図8:パレット積みされた飲料容器











0コメント