
SUMMARY
乾燥食品包装用に開発された安全コードの形状改良と、テニスボールを入れる缶の形状改良です。 これらのツールは、メタルボックスMBや改良型クリンガマー430シーマーなど、さまざまな機械に取り付けられるように定義されています。
イントロダクション
容器の上部に不正開封防止用のビーズを使用することは、通常、「イージーオープン」タイプのクロージャーの使用と関連しています。 この蓋を使用する場合、容器の誤操作に対する抵抗力を高め、取り扱い中に切開部を損傷するリスクを低減し、特にセンターパネルを取り外した後の蓋の残留切刃の作用から指を保護するために、安全ビードが必要となる場合があります。
ナットの入ったパッケージにセーフティーコードを使用して、鋭いエッジを「マスク」することは、古くからさまざまなタイプのコードニングマシンを使って採用されています。 一般に、初代はあまり深みのあるものではありませんでした。 保護度を高めたいとの思いから、これらの機械の工具の構成を見直し、ビーズの深さを深くすることにしました。
イージーオープン」の蓋を持つテニスボール用容器は、開封後の乱暴な開口に対する蓋の耐性を高めるため、セキュリティコードが必要です。 これらのパックの生産は、通常、断続的かつ小ロットで行われます。 容器の高さが非常に高いため、従来のコルドンには適さないことが多い。
コードン プロファイルと経験
第一世代のセキュリティランヤードで採用されていたプロファイルは、「イージーオープン」蓋の端が大きく突出しており、保護が不十分だったのです。 (図1タイプ(a)参照)。
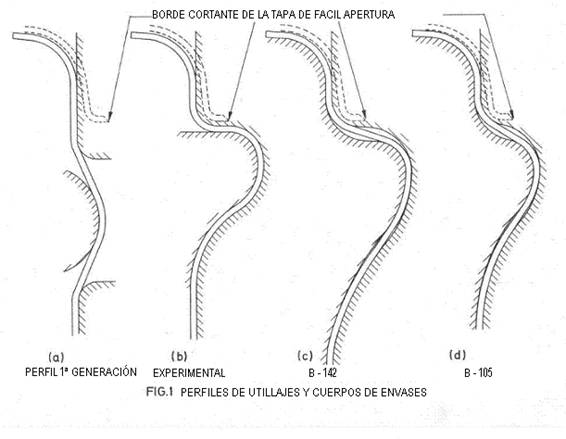
直径56.1mmのマンドレルを使用し、適合した手動シーマーを用いて、コンテナ直径65mmの新しいプロファイルで実験が行われました。 基準サンプルは、すでに使用されている第一世代のコードとプロファイルが一致するアウターシーブで作られたものとした。 最初のテスト用の金型(図1タイプb)は、安全性、つまり保護の要件は満たしていたが、経済的には失敗した。アキシャル荷重抵抗値の減少を補うためにブリキの厚みを増す必要があり、必要な180キログラムより大幅に低かったのである。 この結果を改善するために2つの新しいプロファイルがテストされました(図1のタイプcとd)、これを安全ランヤード タイプB – 142とB – 105と呼ぶことにします。 後者は、蓋を開けた時の剪断エッジの保護と軸方向の荷重に対する耐性との間で許容できる妥協点であり、容器の高さの損失は最小限であった。 後者は、ボディのカッティングハイトやリトグラフを変更しなくて済むという意味で重要なことだった。 このプロファイル群の比較結果を表1に示す。
異なるセキュリティのストラップをテストする
| 直径(DIAMETER 包装の |
DESIGNATION | リファレンス 一の字に |
レジスタンス アクシアル (Kgr) |
COMMENTS |
| 65 | 初期テスト | 1(b) | 110 | 閉じていない |
| 73 | 初期テスト | 1(b) | 145 | 閉じていない |
| 65 | 標準 | 1(a) | 300 | クローズド |
| 65 | B – 105 | 1(d) | 182 | クローズド |
| 65 | B – 105 | 1(d) | 179 | クローズド |
| 表1 |
アメリカ市場でテニスボールのパッケージに使用されているプロファイルは、図2のタイプ(a)のようなものである。 Klinghammer 430シーマーを使って、最小限の改造でこのタイプのプロファイルをテストすることが目的でした。 いずれも電気溶接体を出発点とした。
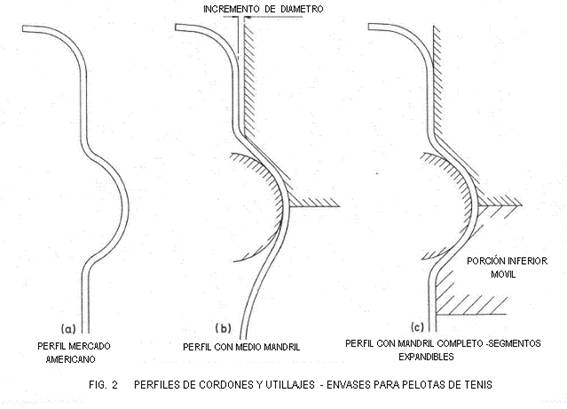
主軸を半分だけ装備するというシンプルな解決策(図2 b)では,シーブアプローチを多用しないとサイドシーム部を構成できず,シーム底部の歪みとシーム上部の溶接体径の増大が発生した. マンドレルの下側に拡張可能なセグメントを追加したこと(図2 c)では、ローラーの接近回数が少なく、容器の胴体に小さな切り込みが入り、伸縮するセグメントの継ぎ目と一致しており、満足のいく結果が得られました。 (図3参照)
各試験の測定値を表2に示す。
| ランヤードの寸法と性能 テニスボールの包装 |
| 直径(DIAMETER | の高さ ブリンクド・ボディーズ ミリメートル |
の種類 MANDRIL |
の高さ せきばく ミリメートル |
の削減 HIGHT PER ACORADONADO ミリメートル |
軸荷重 Kgrs |
| 73 | 126,3 | ミディアム | 125,6 | 0,7 | 197,5 |
| 73 | 126,3 | コンプリート | 125,4 | 0,9 | 202,5 |
図4は、クリンガンマーのシーマーのチャックとローラーの組立図である。
メタルボックス 560 コードンマシンのツーリング
現在の標準的なビード形状で作業するために使用される標準機MB 560は、140°の円弧を描く作業トラック-アウターセクター-を持ち、ビードの全深さに非常に速い切り込みを入れて、有効なビード外形を与え、直径99の容器の場合、機械が許容する最大回転数である2.5回転を与えます。 B-105と呼ばれる新しいビード形状は深さがあるため、工具を徐々に接近させる必要があります。このため、MB 560の特別仕様機が用意され、189度の円弧を持つ作業トラックにより、ビード形状(常に直径99)を越えるためにコンテナの2.3回転と最大深度で1.1回転で工具を徐々に接近させることが可能になっています。 図5参照
線路は従来のレールを使用し、シムを含むスペーサーをセットすることで、可能な限りの遊びを排除しています。 シーブとトラックにより、62mmから158mmまでの高さに対応します。 新しいビード形状は容器の高さを0.8~1.2mm低くするため、この損失を吸収するために本体下部のサポートローラーに軸方向の浮き(スプリング)を入れる必要がありました。
金型要求の傾向
新しい金型は、セキュリティビーズのプロファイルがより顕著になるように設計され、その結果、パッケージのセキュリティが向上するように設計されているはずです。 このコードの深さの増加は、徐々に達成する必要があります。 ブリキの薄板化、焼入れの進展に伴い、こうした金型が不可欠になっているのだ。
従来のクリンガマー430クローザーと改良型コードシーラーMB560の金型設計は、パックサポートの向上と適度な成形速度というこれらの傾向に適合し、メンテナンスと生産の両面でシンプルな設計を目指しています。









0 Comments