
SUMMARY
ブリキ製造のさまざまな段階、その構造と特性について簡単に説明しています。
イントロダクション
本稿の目的は、ブリキのごく一般的な概要を説明することです。 冶金分野の基本的な原料であるため、その特性をごく簡単にでも紹介する必要があります。そうすることで、初めての人でも、このWebページをより良く理解したり、この業界に関連する文章をより良く解釈したりするのに役立つ最低限の知識を得ることができます。
ブリキは、基本的には鉄板の両面に錫をコーティングしたものです。 その始まりは約700年前にさかのぼります。 そのため、非常に長い歴史を持っていますが、製造技術が深く進化したのは20世紀に入ってからです。
ベースとなる鋼鉄
ブリキの本体であり、その特性を決定するものです。ブリキを製造する際の鋼の種類の選択は、最終的な使用目的によって決まります。その製造には、MR、MC、Lなどいくつかの基本的な鋼種が使用されています。炭素含有量が0.05~0.12%、マンガン含有量が0.30~0.6%の鋼材です。硫黄分は0.05%を超えないようにする。また、少量のリンやシリコンが含まれていることもあります。これらの鋼の硬さは、その用途に応じて以下の表の形でまとめられています。
その製造には、次のような段階があります。
– 製版
– 熱間圧延
– 冷間圧延
– アニーリング
– スキンパス
A)製版 製鉄所で鋼材を入手するための一般的な手順を踏んでいる。 2つの選択肢があります。連続鋳造またはインゴットモールドプロセス。 図1は、プレート完成までの概要を示したものです。
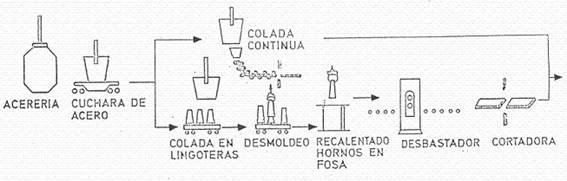
図1:鋼板の生産
インゴット製造の場合、鋼を溶かしてインゴットを成形したら、それを圧延してスラブと呼ばれる板にします。 この作業は、リバーシブル圧延機で行われます。 また、インゴットの4面を同時に加工するサイドローラーを備えたタイプもあり、この段階ではインゴットを軸に回転させる必要がありません。
この作業の最終製品であるスラブの厚さは125~230mmで、これは得ようとするブリキのおおよその幅であり、長さはインゴットのサイズに依存する。
連続鋳造では、このような段階を経ることなく、すべての工程を途切れることなく行うことができます。
B) 熱間圧延。 これが次のステップです。 通常は、プレートの冷却・保管、選別工程、表面処理(スカーフ)、ラミネートに適した温度への再加熱などの中間段階がある。 図2は、このプロセスの各段階を示しています。
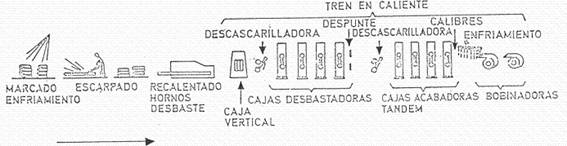
図No.2:熱間圧延工程
熱間圧延機では、厚さ約2mmの連続した帯状にします。 この列車は通常、荒削りな部分と仕上げの部分の2つのセクションで構成されています。 設置場所の容量などに応じて、連続タイプやリバーシブルタイプなどがあります。
この工程の最後に、素材はコイルの形に仕上げられます。
C) 冷間圧延。 生産されたコイルは、冷間圧延の前に酸洗と潤滑が必要です。冷間圧延は通常、高温の希硫酸が入ったタンクで連続して行われます。 その後、洗浄、乾燥し、パーム油などの冷間圧延に適した潤滑油を塗布する。 酸洗ラインには通常、エッジを切断する円形カッターが装備されており、これによりエッジが冷間圧造または冷間圧延に適したものとなり、また、得られるブリキの最大幅も設定されます。 このフェーズの模式図を図3に示します。
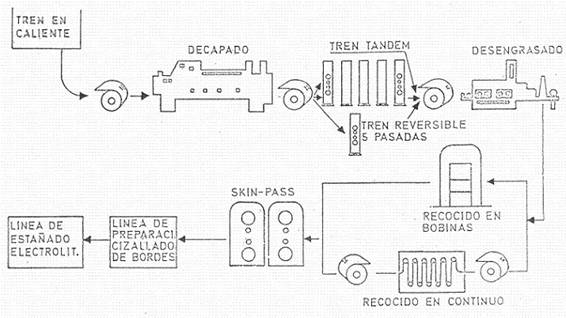
図3:ベーススチールの冷間圧延、焼鈍、スキンパッシング
冷間圧延は、連続式(タンデム式)またはリバーシブル式の圧延機で行われます。 この還元の際には潤滑剤や冷却剤が使用され、その結果、還元された普通のブリキの場合、目的の最終厚さに非常に近い厚さになります。
D) アニーリング 得られたコイルは、非常に硬くて応力の高い材料でできているので、必要な加工性を与えるために適切な処理が必要です。 この処理はアニールと呼ばれ、連続的に行うことも、ベル型の炉で行うこともできます。 図No.3参照。 いずれの場合も、先に使用した潤滑剤や冷却剤の残留物を除去することが不可欠であり、そのための方法は、実施する焼鈍の種類に応じて、通常は電解法を用いて行う。
E) スキンパス 次に、「スキンパス」や「テンパーローリング」と呼ばれる表面処理や仕上げを行う「テンパーリング」を行います。 これは還元や圧延によって行われ、潤滑剤を使わずに非常に軽く、通常は厚さが2%を超えることはありません。 図No.3参照。
この段階では、表面が滑らかになり、形状が改善され、素材に必要な延性が誘発されます。 ダブル・リダクション・ブリキの場合、焼戻し作業の代わりに、表面潤滑剤を使用した約33%の2回目のサイズダウンまたは2回目の圧延が行われます。
錫メッキ作業の前に、コイルの準備をするのが一般的です。 主に、エッジをカットしたり、品質の悪い部分や規格外の部分を取り除く作業です。
ティンニングライン
現在、錫の薄層を蒸着するシステムは電解式です。 かつては、ブリキを溶かした風呂に浸して使う「ブリキコーク」もありましたが、ブリキの消費量が多いために廃れてしまいました。
電解ブリキの製造には、いくつかの方法があります。 基本的には、準備された黒板コイルを、様々な添加物を含む錫塩の浴(電解液)に通すことである。 錫は風呂に浸した電極から採取する。
プロセスを大幅に単純化すると、次のような段階に分けられます。
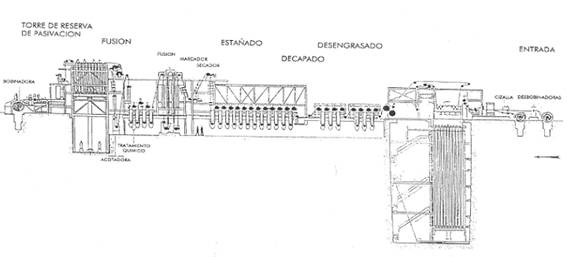
図No.4: 電解スズめっきライン
– ブラックシートコイルの巻き戻しと準備:ラインへの連続供給、各コイルの始点と終点を切断し、溶接を行う。 一定量のウェブを蓄積できるウェブストレージシステムを備えており、リールの交換やスプライスの際にラインを送り出すことができます。
–脱脂:ベルト表面の残留成分(潤滑剤、冷却剤など)を除去します。 それは、化学的なバスによって実現されます。
– 洗浄:水やスチームを噴射して、脱脂作業の跡をきれいにします。
– 酸洗:コイルの両面に付着した酸化鉄を除去し、錫を受け入れるための表面を整える。
– スズめっき:スズを両面に塗布する。塗布方法には、酸処理とアルカリ処理または塩基処理があり、後者には水平方向のハロゲンラインと垂直方向のアルカリラインの2つの選択肢がある。 最も一般的なのは、酸処理を用いたものです。 電解質はその最も繊細な部分です。
– 錫メッキ:錫メッキの目的は、ブリキに光沢を与えることである。単純に錫を電着させると、つや消しの外観を持つ微細な凹凸のある表面になるからだ。 この作業により、ブリキの両側に母材の鉄と表面の錫の中間の鉄錫合金の層ができ、ブリキの耐腐食性が向上します。
– パッシベーション:基本的には、酸化クロムとスズの層を形成することである。 使用される方法は、化学的または電気化学的に様々で、それぞれが特別な特性を得るために設計されています。 この保護膜は、製造時だけでなく、その後のニス塗りなどの作業時にも酸化を防ぐのに役立ちます。 ワニスをブリキに正しく付着させるためには、決定的に重要です。 異なった不動態化処理は、ブリキが腐食製品や硫黄化合物と接触したときに、異なった形態の攻撃や染色を引き起こします。
– 注油:ブリキの表面に潤滑剤を塗布する。 この潤滑剤の目的は、ブリキ自体を保護することではなく、不動態化を保護することであり、ブリキの特性を打ち消さないように、非常に軽いものであるため、スプレーや浸漬による塗布も可能であるが、最も一般的な塗布方法は電着によるものである。 最もよく使われる潤滑剤はセバシン酸ジオクチルで、負荷は0.005gms/m2です。
– 裁断・梱包:このようにして供給された場合はコイルにしたり、シートに裁断したりしてラインは終了します。 後者の場合は、不良品を選別・分離する工程があるため、設置が複雑になります。
ブリキ構造
ベーススチールの保護に使用される錫は、錫が99.80%以上で、アンチモン、ヒ素、ビスマス、銅などの金属が0.04%以下の高純度のものです。
ブリキといっても、ベースとなる鉄の両面に錫を薄く2枚重ねたものだけではない。 鉄と錫の合金ゾーンの形成、パッシベーション、オイリングについてはすでに説明した。 そのため、最終的な状態は図5のようになります。
図No.5:ブリキの断面
電解ブリキは様々な仕上げが可能ですが、最も一般的なのは3つの仕上げです。 A)最も一般的なBright。 B) マット(石)は、表面が粗いベーススチールを錫メッキした後、錫を再溶解しないで構成されていて C) 選択肢Bと同じだが、錫を再溶解することで、光沢があるが反射しない仕上がりになる。
ハードネス
それぞれの用途に適したブリキを選択する際の重要な要素は、その硬度です。 それは、製造に使われているベーススチールの硬さによります。 二重還元ブリキは、一重還元ブリキに比べて硬度が高い。
硬度はHR30Tスケールで評価しています。 一般的に、深絞りのパッケージや深絞りの部品には、より白いブリキが使われます。 硬いものは、主に円筒形の容器本体の形成に使用されます。 以下の表は、硬さによって分類されたブリキの種類の概要です。
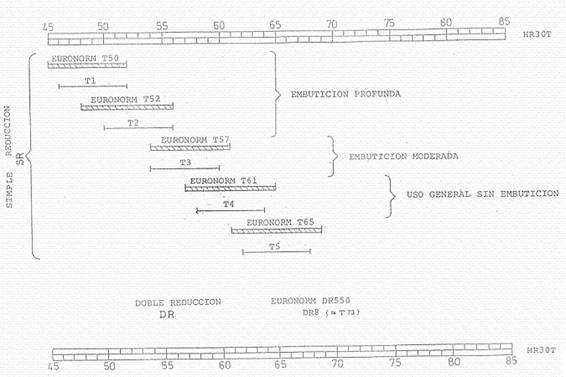
図no.6:ブリキの硬度等級と用途
ディファレンシャルブリキ
錫のコーティングが両面で均等でない場合、ブリキはディファレンシャルと呼ばれます。 錫の負荷はグラム/m2で測定されます。 表7の1列目は、差動式ブリキの最も一般的なスズめっきの組み合わせを示しています。 過去には、2列目に示すような他のタイプの表示も使用されていました。
コーティングの種類を簡単に識別するために、片側に異なるサイズの平行線が記されており、通常は最大のコーティングが施されている側に記されています。 そのため、錫メッキをする前に、黒いシートの上にこのマークを付けておき、錫メッキ層の薄さによって、その下を見ることができるようにします。
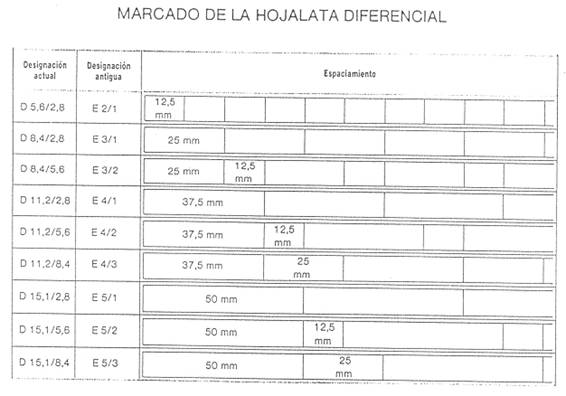
図No.7:ブリキの差動マーキング
ブリキの利点
これらには、特に以下のようなものがあります。
–演出性:メタリックな光沢感があるため、パッケージの見栄えが良くなります。
– 缶の製造に適している:硬さ、弾力性、熱伝導性などの特性があり、この目的に最も適した材料である。
–耐食性:錫の保護により、市場で最も安価な金属材料でありながら、高い防食性を備えています。
–軽さ:壁の厚さが非常に薄いため、非常に軽い容器が得られます。 これは、ハンドリングや輸送時のデッドウェイトをなくすことで、明確な利点となります。
–シーリング:その機械的特性により、工業的なシーミングプロセスを容易にし、完璧なシーリングを可能にし、どのユーザーにも手の届く技術である。
–滅菌:外圧や内圧に対して優れた耐性を持ち、熱伝導も良いため、あらゆる種類の滅菌処理が可能です。
–不浸透性:完全に不浸透性の素材であり、あらゆる種類の外部汚染に対して壮大な障壁を構成します。





0コメント