

このウェブサイトには、金属製パッケージの閉鎖という重要なテーマに特化した広範な著作がすでにありますが、今回発表されたものはそれらを補完するものです。 クロージャの測定可能なパラメータを評価する方法が非常に簡潔に説明されています。
はじめに
丸型容器のクロージャを測定する場合、3ピース容器の縫い目の両側60°、または2ピース容器の反対側の点で、2点の寸法を測定する必要があります。
長方形や不定形の容器の場合、各コーナーと長い方の辺の中心を測定する必要があります。
測定頻度は、生産中に一定間隔で行うことが望ましい。 各クロージャーヘッドの容器2個を採取して完全に検査し、ダブルシールの完全性が許容可能であること、および最小限の重要パラメータレベルが満たされていることを判断する必要があります。
クロージャは検査が必要です。
– メタルカンシーマーの故障の後。
– 生産開始時。
– カンシーマーの設定を調整した後。
評価
完全閉鎖の評価には、2つの手順があります。 これらは
-1.- オープニングの方法。クロージャーの完全スクラップ化
-クロージャーの切断方法:クロージャーを切断する方法
断面クロージャー方式を採用した場合、断面比率の評価のみが確保されることに留意する必要がある。 そのため、ファスナーを「分解」し、ファスナー全体を引き下ろして、完全に許容できることを確認する必要があります。
測定するクロージャーの基本寸法は以下の通り。
– セル深度 Pc
– クロージャーの高さ Ac
– シール厚 Ec
– 長さ フック本体 Lgc
– フック長底面Lgf
– 厚み ブリキ本体 Ehc
– 厚さ ブリキ底面 Ehf
図1参照
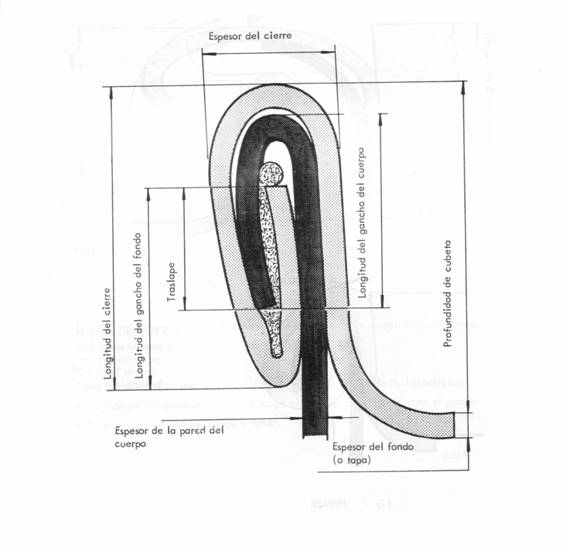
図1.クロージャーの基本寸法
重要なクロージャーパラメーター。
ボディフックやリッドフックの長さを測定するだけでは、重要ではあるが、クロージャーの適合性を決定する決定的なデータにはならない。 上記の寸法は、クロージャが正しいかどうかを定義する重要なパラメータを決定するための基礎となるものである。 評価のためには、以下のパラメータを算出する必要がある。
– 第2操作圧力 P2ªo
– 実際のオーバーラップ量 Tr
– フック貫通体 Pgc.
また、外観上の不具合を観察すること。
補完的に、閉鎖の以下の側面を評価し、追加的な情報を提供すること。
– シール内壁のマーク
– フリースペース
第2動作圧力。 (P2ªo)
ファスナーは、圧力の影響を受けてもコンパウンドがぴったりとはまるように、十分な締め付けが必要です。 プロセスの性質上、最初のクロージング操作で底部にシールシワができるのは避けられない。 これらのしわ寄せは、クロージングプロセスの第2作業で「アイロンがけ」されます。
したがって、閉塞圧力は、視覚的にしわのないボトムフックの長さ、と表現することができます。 ボトムフックの全長に対する割合で評価されます。 シワは測定できないため、非常に主観的な判断となるため、正しく判断するには多くの経験が必要です。 図2参照
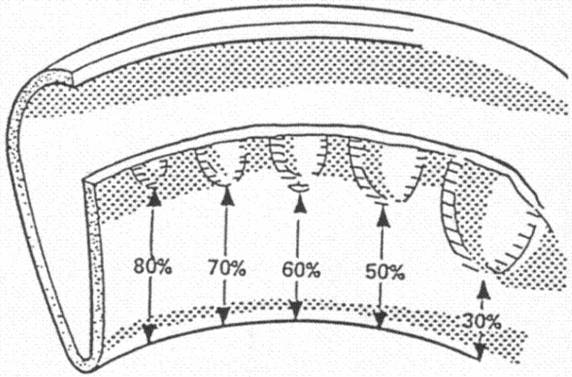
図2.シワの発生状況
コスト削減のために裏打ち材の厚みを薄くすることは必然であり、しわのない底材を実現することはより難しく、したがって正しく評価することもより複雑になっています。
実際のオーバーラップ
ボディフックとボトムフックは、ダブルシール内でコンパウンドが完全に密着するよう、十分にオーバーラップさせる必要があります。 この重なりはオーバーラップと呼ばれ、図3の “a “の文字に相当する。
ボディとボトムの重なりは、シワがないこととの関係で許容される範囲内で、できるだけ大きくすること。
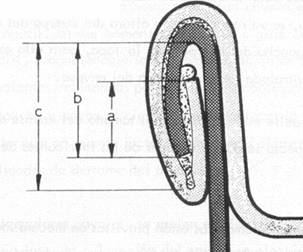
図3
オーバーラップはシールの仕様によって異なるが、いずれの場合も達成すべき最低基準が設定されている。 その値は、数式を適用することで決定されます。
Tr = (Lgf + Lgc + 1.1Ehf) – Ac
ボディフック貫通
ボディフックの正味の高さとファスナーの正味の高さ、つまり両者の厚みを割り引いて比較します。 つまり、図3の「b」と「c」の関係である。 その目的は、本体のフックの端がカバーコンパウンドにどの程度沈み込んでいるかを知ることで、シールの水密性を確保するためである。
本体フックが複合材に確実に埋め込まれるように、本体フックの内寸をファスナーの内寸に対する割合で表したアクセプタビリティグレードが設定されています。 その値は、数式を適用することで決定されます。
Pgc = (Lgc – 1.1Ehc) x 100 / Ac – 1.1(2Ehf + Ehc)
合格基準は70%以上です。
視覚的な不具合。
クロージャーに局所的な歪みが出ないようにする。 視覚的欠陥の例としては、オーバーチルト、カットクロージャー、フランジ破損、偽クロージャー、スリップなどが考えられる。 このような不具合は一目瞭然であり、クロージャーの完全性を損なう可能性がある。
シール内壁のマーク
パンの垂直壁には、マークがないこと。 これらの存在は、クロージャーの不具合を意味する。 など、いくつかの原因が考えられます。マンドレルリップの破損、マンドレルの磨耗、2次加工時の圧力過多など。
フリースペース
この値は、実際のファスナーの厚さとファスナー内部の金属の厚さの合計との差を反映しているため、ファスナーの締め付けの程度を知ることができます。 式で決定される。
自由空間=Eq-(3Ehf+2Ehc)。
丸型および不定形容器用クロージャーの最大クリアランス限界は0.19mm(0.0095インチ)です。 この量を超えると、シールが緩み、液漏れの危険性があるサインです。




0コメント