
イントロダクション
直径と高さの比率が高い場合、深絞りコンテナ、つまりコンテナの高さが低い場合に使用されることが多くなっています。 イージーオープンの蓋の普及で、なおさらです。 特に北欧やアメリカでは、ソーセージのパッケージングに強い伝統があります。 肉類・魚類用 これらの市場では、ブリキやTFSよりも延伸性に優れたアルミニウムが使用され、容器の高さをより高くすることが可能になっています。
ここでは、スカンジナビア諸国で少し前に開発された、非常にシンプルで安価な工具と従来の設備を用いて、2回の作業で一定の高さのアルミニウム深絞り容器を製造した経験について説明します。 この技術では、花瓶の形をした最初の操作を、逆さまに、つまりリソグラフィーを内側に向けた状態で行います。 ここから、2回目の操作を行い、最終的な構成を実現する。 この2回目の作業では、スタッフィングに加えて、余分な材料をトリミングする。
そこで、2回目の操作では、この手法で材料を逆向きに流すようにします。結果は良好で、同じ条件下(素材、厚み、レートなど……)で、従来の技術よりも大きな絞り深さを達成することができました。
つまり、この実践のメリットは3つあります。
1º.- 従来の技術よりも、より高さのある詰め物を実現すること。
2º – 簡単な構造で経済的な道具を使用する。
3º.- 従来の装置、すなわち簡単な描画プレスを使用する。
工具と方法の説明
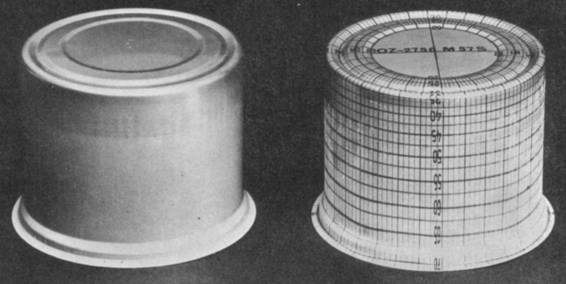
具体的な例を挙げて、より分かりやすく説明します。製造する容器は、容量200ml、直径73mm、仕上がり高さ58.5mm。一般的な用途に合わせて73×58,5と表記します。肉やパテなど半固形状の製品を抽出できるよう、「口の中の段差」を設け、一度開けた蓋が開きやすいようにフランジを残して問題なく設計されています。図面No.1参照
第1の操作は、前述したように、図面No.に示すような寸法の円筒形状の容器である。 2.この場合、その直径は得ようとする容器より大きく、高さは小さくなる。 極めてオーソドックスな金型設計で、シンプルな深絞りという手法で実現しています。 図面No.を参照してください。 3.この図面は簡略化されており、追加すべき下圧系やトリマーリングなど必要な部分が描かれていない。
深絞り加工に適した厚さ0.26mmのアルミニウムを使用したこのダイスの基本寸法を図面No.4に示す。 リトグラフがガラスの内側に残るように、内側のニスが外側になるように材料を供給しなければならない。
第2工程への搬送装置は、この容器を転倒させ、口を上にして第2工程に供給することができるようにしなければならない。 この操作のデザインも非常にシンプルです。 図面No.5もそれを反映している。 深絞りの際、材料は方向を反転させながら流れるので、リソグラフィーと内層ニスを適切な位置に配置することができます。 プレスキャリッジのストロークが終了すると、余分な材料がリング状に切り落とされる。 工具の主要寸法を図面No.6に示す。
留意すべき点があります。
– 深絞りに適した良いニスや印刷システムを使用する必要があります。
– リソグラフィーの設計には、イメージワーピングシステムが使用される予定です。 図7参照(詳細は作品「リトグラフとバーニッシュのデザインと寸法決め」を参照)。
– アルミニウムには潤滑剤を塗る必要があり、ワックスよりも液体の潤滑剤を使用するのがよいでしょう。 後者は、最初は良い結果が得られるかもしれませんが、使っているうちに道具が汚れてきます。
– 工具の品質は、シンプルではあるが、デザイン、材質、精度、表面仕上げのいずれにおいても高いものが要求される。
– どちらの作業でも、空気圧式クッションをベースにした、より低圧のシステムを使用するのがよいでしょう。 アイロンがけがより均一になり、破損の心配も少なくなります。
– シワになりにくいように、素材に接する詰め物の隙間は最小限にとどめるのがよいでしょう。
– 2回目の操作でトリミングリングを取り外す際には、十分な配慮が必要です。 パッケージとの分離が問題になることもある。 これを達成するためにさまざまな方法がありますが、そのうちの1つは次のようになります。コンテナとフープをロッドの重力落下で転がすと、後者はロッドを通って落下します。
– 第2オペレーションプレスは、第1オペレーションから来る部品の供給システムを備えている必要があります。 空気圧を利用した機構で、簡単に用意することができます。
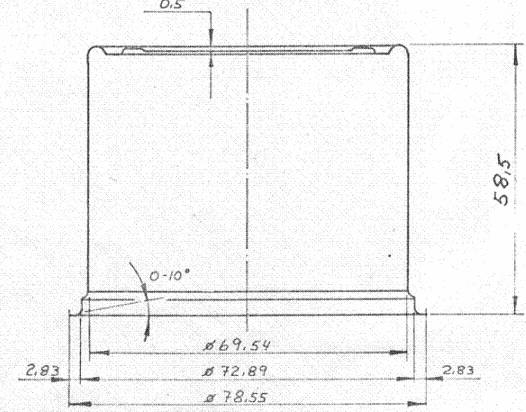
図面No.1
————————————-
図面No.2
—————————————–
図面No.3
——————————————-
図面番号4
————————————————
図面番号:5
——————————————-
図面番号6
——————————————
図面No.7














0 Comments