
本稿の目的は、缶詰容器の底部成形金型の作業方法をわかりやすく説明することであり、各パーツがどのように作業を行っているかを詳細に説明することである。
正しく語るために、まずはそれぞれに付けられた名前を定義することから始めましょう:
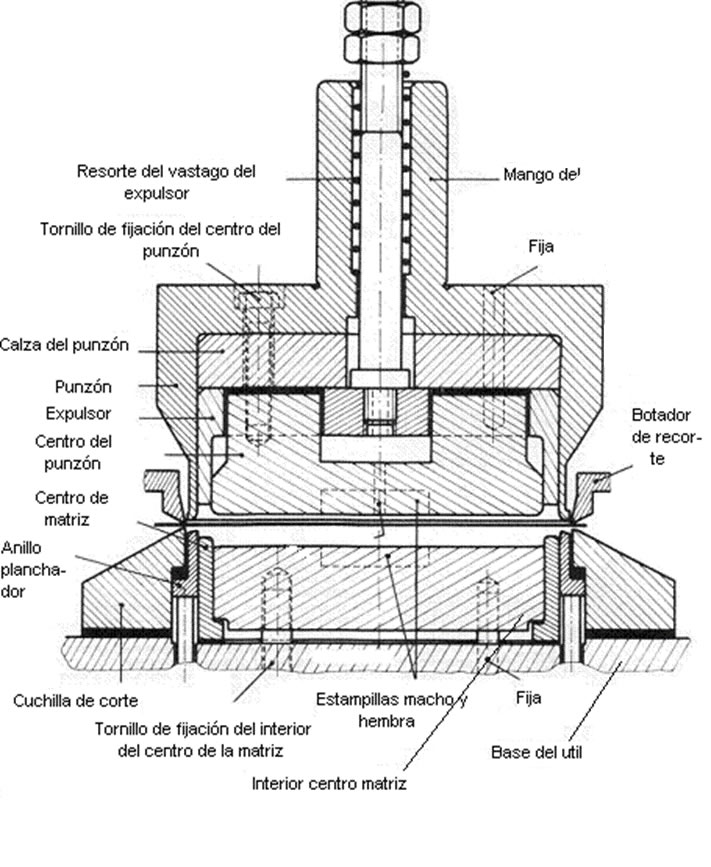
ダイは大きく分けて2つのパーツから構成されています:
- a)上側のもの、すなわち一般的にパンチと呼ぶことにする。このパンチはプレスキャリッジに固定され、プレスのスライド上を移動する同じもののストロークに追随して、交互に上下する。
- b) 下側のもの,すなわち下工具を,ここでは一般的にマトリックスと呼ぶことにするが,プレステーブル上に固定されている。 その上にカッティングテーブルまたはテーブルトップがあり、その上をダイカットされる材料(ブリキ、アルミニウムなど)のストリップが滑る。
多くの場合、2つのパーツはガイドコラムのシステムで連結されています。
プロセスの説明:
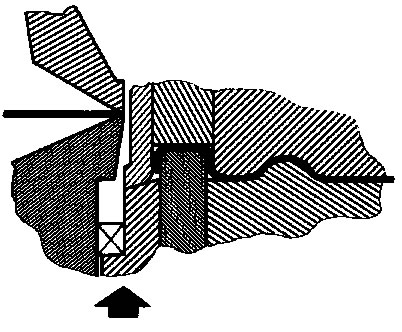
1º- 上のツール(パンチ)を下げると、最初に材料に接触するのはトリマーで、そのリップが、下のツールに収納されているカッティングブレードの上部のわずかな平坦部に材料を押し付ける。 この動作により、材料は固定され、正しいカットが容易になります。 すぐにパンチが介入し、ブレードのエッジとの間で剪断してディスクをカットします。
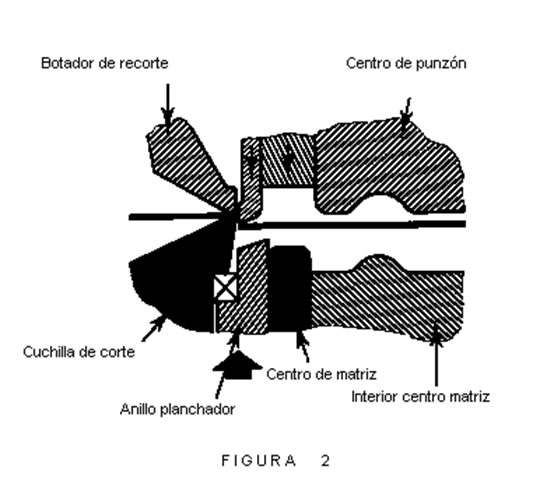
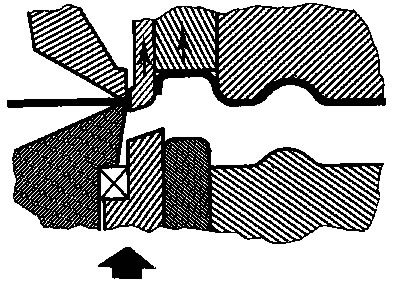
2º – プレスキャリッジが下降を続ける。カッティングパンチは、切断されたばかりのディスクを前に押し出し、プレスリングの上に置き、パンチのリップによって下降を開始します。ディスクがダイの中心に接触すると同時に、材料の描画が開始されます。
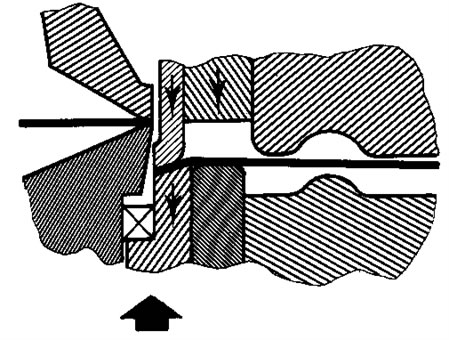
3º,-描画が進行する。 パンチブロックは、ディスクをダイセンターの内側に押し付ける。 金属はダイの中心にある半径の上を滑り、パンチリップがプレスリングに与える圧力を徐々に逃れていきます。
パンチリップとアイアニングリングの両方に傾斜をつけることで、金属の滑りをよくしています。
スパイダーからアイロンリングにかかるスプリングによる圧力が、アウターボトムテリーのシワの発生を防止します。
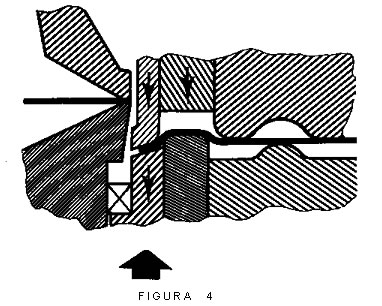
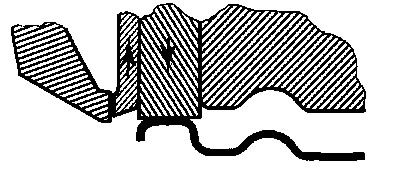
4º.- 描画が終了した。金属は、アイロンリングとカッティングパンチのリップとの接触から完全に解放されました。この時点で、パンチブロックとダイの中心部の内側との間に、図面には示されていないわずかな隙間があるはずです。一方、ストリッパーとダイの中心との間には、ボトムのクラウンに残るわずかなシワをなくすために、しっかりとした打撃が必要である。また、ダイに中央の刻印がある場合は、その刻印の間にも打撃が必要である。
上記の条件は、プレスキャリッジの下死点を非常に精密に調整することで得られます。 この作業は非常にデリケートで、下死点を通過する際にプレスに異常な高応力をかけずにストロークさせる必要があります。 これを怠ると、過度の疲労が生じ、プレスや工具の劣化が早くなります。
5º・・・下死点を通過した後、パンチが下降中に圧縮バネが蓄えたエネルギーでパンチを上に持ち上げる。上金型の底は、上金型によって持ち上げられる。このタイプのダイでは、他のタイプのツールのように真空をかける必要はなく、パンチの中心とカッティングパンチの内面との間のボトムのグリップで、早期の排出を防ぐのに十分である。
6º-上工具がストロークの上死点に達する。エジェクターヘッドに固定されたストップの作用により、カッティングパンチとパンチの中心で形成される集合体に対してエジェクターヘッドが相対的に変位することになります。
エジェクターのアドバンスで底が剥がれそう。 このボトムは、フリーになるとエジェクターに当たり、排出路に発射され、そこからカール機へと導かれることになります。











0コメント