
छल्लों के लिए उपकरण – पेंट कंटेनर
सारांश
डबल-दीवार घर्षण बंद करने के लिए रिंग – या रिंग – के निर्माण के लिए आवश्यक डाई के डिज़ाइन का विवरण, आमतौर पर पेंट रखने के लिए कंटेनरों में उपयोग किया जाता है।
प्रस्तावना
धातु कंटेनर उद्योग में एक विशिष्ट पहलू पुन: प्रयोज्य और भली भांति बंद उद्घाटन वाले कंटेनरों का निर्माण है। इसका एक ठोस उदाहरण घर के लिए पेंट और वार्निश रखने वाले कंटेनर हैं।
बाजार में विभिन्न प्रकार के प्रेशर क्लोजर उपलब्ध हैं, जो पुन: प्रयोज्य और वायुरोधी होने की इस आवश्यकता को पूरा करते हैं, जैसे कि सरल, डबल या ट्रिपल घर्षण कहा जाता है। हम पहले ही लेख में इस मुद्दे से निपट चुके हैं:
हम अनुशंसा करते हैं कि हम अब जो पेशकश करते हैं उसके परिचय के रूप में इसे पढ़ें। विषय पर इस नए काम के साथ, हम विशेष रूप से सटीक उपकरणों के डिजाइन पर ध्यान केंद्रित करेंगे, ताकि इन क्लोजर के एक हिस्से जैसे कि रिंग – या जिन्हें रिंग भी कहा जाता है – का निर्माण किया जा सके।
संभावित छल्लों में से, हमने दोहरे घर्षण प्रकार को चुना है क्योंकि वे सबसे अधिक प्रतिनिधि और उपयोग में से एक हैं। हम उनके लिए, उनके आकार, उचित आयामी डिजाइन और विनिर्माण के लिए आवश्यक उपकरणों का विन्यास दिखाएंगे।
औजार
इन छल्लों को प्राप्त करने के लिए दो कार्यों में एक प्रक्रिया का उपयोग करना आवश्यक है:
– सबसे पहले जहां धातु को काटा जाता है और दबाव बंद होने की दीवारों का अनुमानित चित्र बनाया जाता है।
– दूसरा ऑपरेशन जहां रिंग, बाल्टी और पंख के बाहरी क्षेत्र को आकार दिया जाता है, दीवारों की समीक्षा की जाती है, और उसके मुंह को खत्म किया जाता है।
हालाँकि इन दोनों ऑपरेशनों को ट्रांसफर-प्रकार की प्रेस के साथ किया जा सकता है, लेकिन उन्हें दो क्लासिक स्वान-नेक प्रेस पर निष्पादित करना सामान्य है, जो गुरुत्वाकर्षण द्वारा ऊंचाई और गिरावट की प्रणाली से एक साथ जुड़े हुए हैं, जो टुकड़ों को पहले से दूसरे तक पहुंचाता है। दूसरा ऑपरेशन.
पहले प्रेस को आकार में काटी गई सामग्री की पट्टियों से, एक फीडर में रखा जाता है, जबकि दूसरे प्रेस में एक अंतर्निर्मित पार्ट्स फीडर होना चाहिए। उत्तरार्द्ध आम तौर पर एक वायवीय ड्राइव के साथ एक परिचयकर्ता हाथ होता है।
पहला ऑपरेशन
पहले ऑपरेशन में प्राप्त स्केच लंबे किनारों के साथ लगभग उलटा “यू” आकार प्रस्तुत करता है। ड्राइंग नंबर 1 में आप इसकी प्रोफ़ाइल देख सकते हैं, साथ ही पासे के विभिन्न टुकड़े भी देख सकते हैं जो इसे आकार देते हैं।
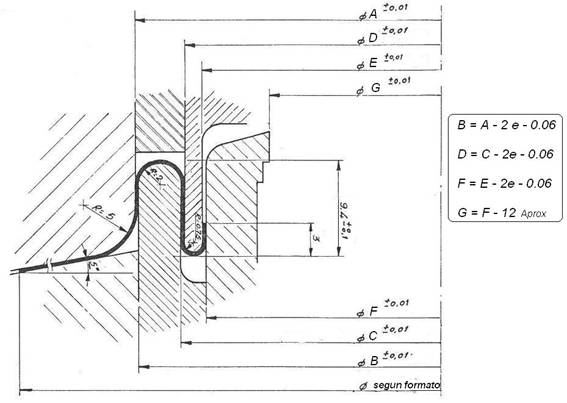
चित्र संख्या 1: डीएफ रिंग के पहले ऑपरेशन का अनुभाग
इस प्रकार की रिंग बनाने के लिए आवश्यक डिस्क का कट व्यास, कंटेनर में उपयोग किए गए तल के लिए उपयुक्त व्यास से लगभग 11.5 मिमी अधिक है। दूसरे शब्दों में, “डबल फ्रिक्शन” प्रकार के रिम के कट और समान प्रारूप के सपाट तल के बीच लगभग 11.5 मिमी का अंतर है। यह डेटा ½ और 1 लीटर क्षमता के बीच के मध्यम कंटेनर आकार के लिए एक वैध संदर्भ है। छोटे या बड़े प्रारूपों के लिए यह सम्मान आनुपातिक रूप से बदलता है। यह विंग के आयाम और चुने गए क्लोजर के प्रकार को भी प्रभावित करता है। संकेतित डेटा टाइप I या II क्लोजर से मेल खाता है।
“यू” के मुंह को 6 मिमी की चौड़ाई दी गई है, वह क्षेत्र जहां क्लोजर प्लग घर्षण-फिट है, उल्लिखित आकार के कंटेनरों के लिए – ½ से 1 लीटर मात्रा में – यानी, आयाम बी के बीच का अंतर और चित्र में C 12 मिमी है।
क्लोजर मैंड्रेल के आवास के निर्माण के लिए रिंग के पैनल पर आरक्षित स्थान, घर्षण “यू” के मुंह के लगभग बराबर है। इसलिए, व्यास ए को परिभाषित करने के लिए एक अनुमानित सूत्र निम्नलिखित है:
व्यास ए = प्रारूप व्यास (एक्स) – 11 मिमी।
एक बार A का मान निर्धारित हो जाने के बाद, रिंग को निर्धारित करने वाले बाकी व्यासों के लिए, ड्राइंग नंबर 1 में दिखाई देने वाले सूत्र लागू किए जा सकते हैं।
रिंग के मुंह की तैयारी के लिए, एक केंद्रीय डिस्क को खत्म करना आवश्यक है। इस डिस्क का कट व्यास G द्वारा परिभाषित किया गया है
ऊंचाई के संबंध में, इस ड्राइंग में कुछ संदर्भ डेटा दिया गया है, हमेशा ½ और 1 लीटर के बीच की क्षमता वाले कंटेनरों का संदर्भ दिया जाता है, जैसा कि पहले ही कहा जा चुका है। धातु की वक्रता की त्रिज्या को विभिन्न घर्षण व्यासों के मानों द्वारा परिभाषित किया जाता है, चित्र 1 देखें, सबसे बाहरी को छोड़कर जिसका उचित मान 5 मिमी है।
रिंग के पहले ऑपरेशन का डिज़ाइन निर्धारित होने के साथ, हम इसके निर्माण के लिए आवश्यक प्रेस टूल की परियोजना पर ध्यान केंद्रित कर सकते हैं। चित्र 2 इस मामले के लिए पासे का एक उदाहरण प्रस्तुत करता है।
यह उपकरण निम्नलिखित अनुक्रमिक क्रियाएं करता है:
– फेड स्ट्रिप से धातु डिस्क को काटता है
– रिंग के मुंह को आकार देने के लिए केंद्रीय डिस्क को काटता है और उसे हटा देता है
– उक्त रिंग की घर्षण दीवारों को एम्बेड करें
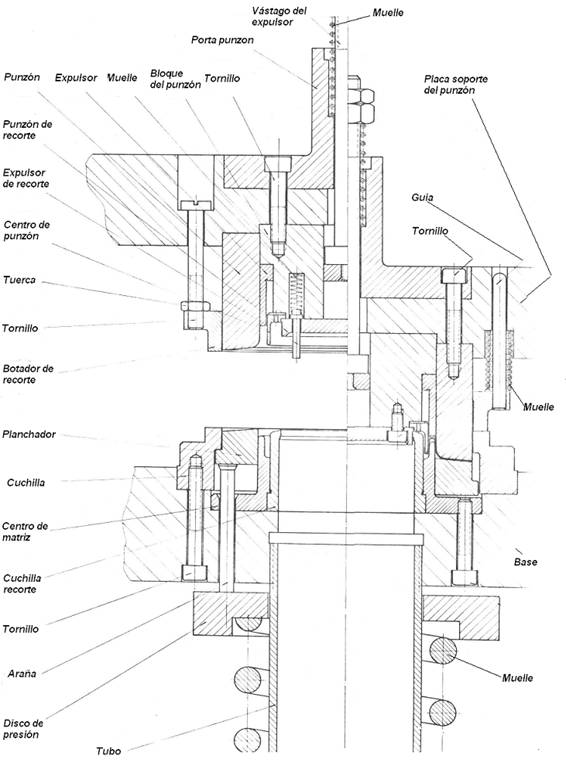
चित्र संख्या 2: डबल घर्षण रिंगों के पहले ऑपरेशन के लिए डाई
इसलिए, पासे में दो गोलाकार और संकेंद्रित कट उत्पन्न होते हैं। ब्लेड और पंच के दो जोड़े पूरी तरह से संरेखित होने चाहिए। केंद्रीय कटआउट का उन्मूलन दबाव प्रणाली के केंद्र में स्थित एक निचली ट्यूब के माध्यम से किया जाता है।
कहा गया कट स्प्रिंग्स से भरे इजेक्टर की क्रिया द्वारा ट्यूब में धकेल दिया जाता है, चित्र 2 देखें।
बाकी के लिए, यह बॉटम डाई के समान है, जिसमें पंच और डाई केंद्रों की एक जोड़ी होने की ख़ासियत है, जिसे डबल घर्षण दीवार उत्पन्न करने के लिए डिज़ाइन किया गया है।
उपकरण के हिस्सों को आकार देते समय, यह ध्यान में रखा जाना चाहिए कि उपकरण के माप के संबंध में, रिंग की लोच के कारण हमेशा थोड़ी सी विकृति उत्पन्न होती है। यह सबसे ऊपर घर्षण दीवारों के व्यास में होता है। चूँकि प्रभावी सील बनाए रखने के लिए रिंग और कैप के बीच फिट बहुत सटीक होना चाहिए, सामग्री की इस पुनर्प्राप्ति को ध्यान में रखा जाना चाहिए, ताकि उपकरण की माप उन मापों से मेल न खाए जो प्राप्त करना चाहते हैं। भाग। आरंभ में उल्लिखित कार्य में:
एक तालिका शामिल की गई है जहां प्राप्त किए जाने वाले टुकड़े के माप की तुलना टूलींग पर उनके अनुरूप माप से की जाती है।
दूसरा ऑपरेशन
पहले ऑपरेशन में प्राप्त टुकड़े को चुंबकीय लिफ्ट और गुरुत्वाकर्षण ड्रॉप जैसे उचित माध्यमों से दूसरे प्रेस में स्थानांतरित किया जाता है। पहले प्रेस के बाहर निकलने पर, भाग को घुमाया जाना चाहिए ताकि यह घर्षण के मुंह “यू” के साथ दूसरे में ऊपर की ओर प्रवेश करे।
जैसा कि हमने पहले ही कहा है, यह दूसरा प्रेस एक पार्ट्स फीडर से सुसज्जित होना चाहिए। वह स्वयं उपरोक्त प्रेस पर लगे टूल पर एक-एक कर उनका परिचय कराएंगे। इस पेपर का इरादा इन तंत्रों के बारे में विस्तार से बताना नहीं है। हम उन्हें अन्यत्र विकसित करेंगे।’
दूसरा ऑपरेशन पहले चरण में बनाए गए स्केच को बदलते हुए, रिंग को समाप्त करता है। चित्र 3 इस दूसरे ऑपरेशन से उत्पन्न रिंग को दर्शाता है। इसके कार्य निम्नलिखित हैं:
– कंटेनर पर रिंग को सील करने के लिए आवश्यक विंग और ट्रे बनाएं। इस मामले में पंख नाव के दूसरे छोर पर उपयोग किए जाने वाले समान व्यास के सामान्य तल के समान होगा। ट्रे के आधार में ऊंचाई का झुकाव होना चाहिए, चित्र संख्या 3 देखें, इस प्रकार रिंग में टोपी डालने के प्रयास से इसे डूबने से बचाया जा सकता है।
– उचित माप की पुष्टि के लिए “यू” की दीवारों को पुनः कैलिब्रेट करें।
– तेज किनारों को खत्म करने के लिए रिंग के मुंह के किनारे को मोड़ें, जिससे ब्रश से बाल कट जाएंगे और, इससे भी बदतर, पेंट के साथ किनारे से दिखाई देने वाले स्टील का आसान संपर्क, जो कि कुछ प्रकार में हो सकता है ऑक्साइड की उपस्थिति उत्पन्न करें।
ड्राइंग संख्या 3 पर, विभिन्न व्यासों को ड्राइंग संख्या 1 के समान अक्षरों का उपयोग करके सीमांकित किया गया है, हालांकि कुछ नए दिखाई देते हैं, जैसे:
– एक्स: ट्रे के व्यास का मान और समापन मेन्ड्रेल का समायोजन, जिसे “प्रारूप” के रूप में निर्दिष्ट किया गया है। इस प्रारंभिक मान और दीवार ए के व्यास के बीच संबंध दर्शाया गया है।
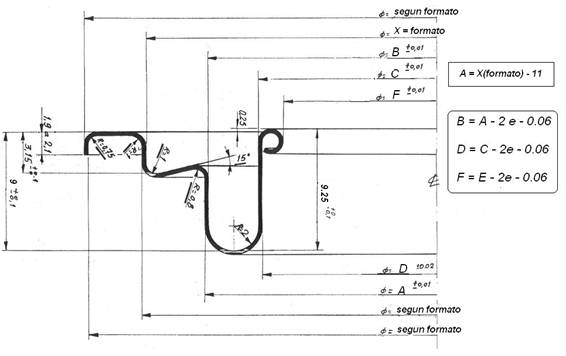
चित्र संख्या 3: डीएफ रिंग के दूसरे ऑपरेशन का अनुभाग
ड्राइंग पर प्रत्येक व्यास के निर्धारण के लिए सूत्र दिखाई देते हैं। इस उदाहरण के लिए उपयुक्त ऊंचाईयां भी इंगित की गई हैं, जो पहले ऑपरेशन पर लागू ऊंचाईयों से संबंधित हैं।
एक बार रिंग की प्रोफ़ाइल परिभाषित हो जाने के बाद, हम इसके संबंधित टूल को डिज़ाइन करने के लिए आगे बढ़ेंगे। ऊपर बताए गए कार्यों को उसे स्वयं ही पूरा करना होगा।
इसका आकार चित्र 4 में दर्शाया गया है। यह एक निर्माणकारी पासा है, जिसमें कोई काटने का कार्य नहीं है। यह कुछ हद तक इसके निर्माण को सरल बनाता है। रिंग का पहला ऑपरेशन “सेंट्रेटर” में बने एक रिसेस या एक्सेस चैनल के माध्यम से डाई के निचले हिस्से पर अपनी स्थिति तक पहुंचता है, जिसकी पार्श्व चौड़ाई पहले ऑपरेशन के बाहरी व्यास से थोड़ी अधिक होती है। इस स्लॉट का आधार उक्त प्रथम ऑपरेशन के फीडर से आगमन स्तर के साथ फ्लश होगा। यह “सेंट्रेटर” वह भाग है जो उपकरण के नीचे से सबसे अधिक फैला हुआ है और इसके दो कार्य हैं:
– टुकड़े के आगमन की सुविधा प्रदान करें
– इसे “केंद्र” पर संरेखित करें
तैयार रिंग से मैट्रिक्स के बाहर निकलने की सुविधा के लिए, निचली दबाव प्रणाली एक डबल स्पाइडर से सुसज्जित है। यह पासे के ऊपरी हिस्से के साथ ऊपर उठता है और प्रेस करियर के अंत तक पहुंचने पर इसे “इजेक्टर” के माध्यम से बाहर निकाल दिया जाता है।
ड्राइंग संख्या 4 का अध्ययन उपकरण के संपूर्ण संचालन की कल्पना करेगा। इसे बाईं ओर बंद स्थिति (स्ट्रोक का निचला मृत केंद्र) और दाईं ओर खुला (शीर्ष मृत केंद्र) में दर्शाया गया है।
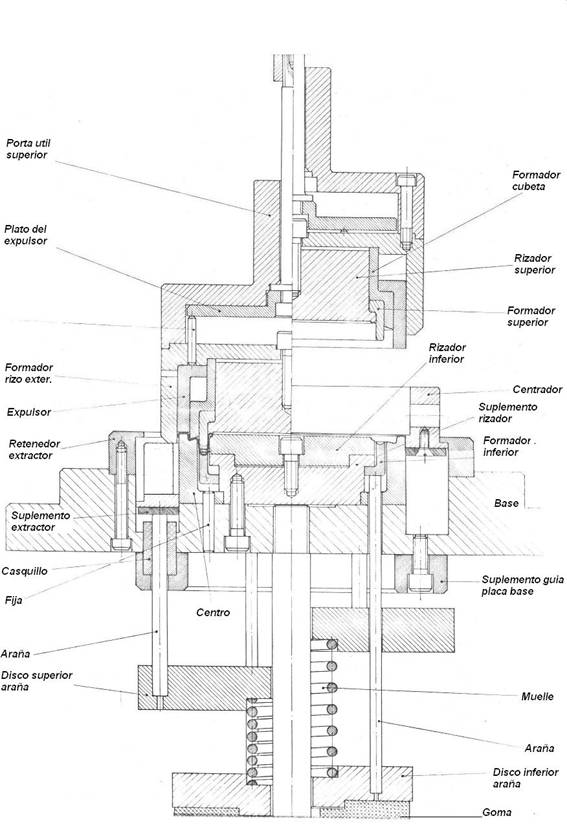
चित्र संख्या 4: डबल घर्षण रिंगों के दूसरे ऑपरेशन के लिए डाई
पहला ऑपरेशन और दूसरा ऑपरेशन डाई दोनों बेहतर काम करेंगे यदि उन्हें कॉलम द्वारा निर्देशित किया जाए। पहले मामले में, इसके दोहरे कट के कारण, यह लगभग अनिवार्य है।
धातु
इस सामग्री के आंतरिक तनाव के कारण दरारें, टूटने और अतिरंजित विरूपण के जोखिम को खत्म करने के लिए, रिंगों के निर्माण में उपयोग की जाने वाली टिनप्लेट या टीएफएस कम तापमान और मोटी गेज की होनी चाहिए। कंटेनर रिंगों में ½ से 1 लीटर उत्पाद रखने के लिए, कुछ उपयुक्त मान होंगे: तापमान T2, गेज 0.26 से 0.29 मिमी तक। इसकी कोटिंग शामिल किए जाने वाले उत्पाद की आक्रामकता पर निर्भर करेगी।
 एक कंटेनर का रेडियल प्रतिरोध क्या है?
एक कंटेनर का रेडियल प्रतिरोध क्या है?
 डिब्बे के निर्माण में सिलाई की बुनियादी जानकारी
डिब्बे के निर्माण में सिलाई की बुनियादी जानकारी
 ढक्कन और पृष्ठभूमि की पैकेजिंग
ढक्कन और पृष्ठभूमि की पैकेजिंग
 आसानी से खुलने वाले ढक्कन की निर्माण प्रक्रिया
आसानी से खुलने वाले ढक्कन की निर्माण प्रक्रिया
 समन्वित कर्ल वाले फंड के लिए विशेष डाई
समन्वित कर्ल वाले फंड के लिए विशेष डाई
 सज्जित कंटेनर
सज्जित कंटेनर
 उत्पाद तकनीकी शीट: सॉसेज कंटेनर
उत्पाद तकनीकी शीट: सॉसेज कंटेनर
 DWI टू-पीस कंटेनर
DWI टू-पीस कंटेनर
 पेंट कंटेनर क्लोजर
पेंट कंटेनर क्लोजर
 राउंड कंटेनर के लिए ढक्कन/बॉटम प्रोफाइल
राउंड कंटेनर के लिए ढक्कन/बॉटम प्रोफाइल




0 Comments