
लैनिको बीएफ 280 सीमर्स
।सारांश
इसके निर्माण के विभिन्न चरणों के दौरान एक एयरोसोल कंटेनर के शरीर की ऊंचाई के विकास का विश्लेषण।
परिचय
विनिर्माण प्रक्रिया के दौरान, कंटेनर के सपाट शरीर की प्रारंभिक ऊंचाई प्रत्येक चरण में थोड़ी कम हो जाती है, जब तक कि कंटेनर समाप्त होने के बाद यह अपने अंतिम मूल्य तक नहीं पहुंच जाता।
कई कारणों से प्रत्येक चरण पर इस ऊंचाई में कमी को जानना बहुत महत्वपूर्ण है:
– प्राप्त करने के लिए महत्वपूर्ण आयाम तैयार कंटेनर का है, क्योंकि यह वह है जो इसकी क्षमता निर्धारित करता है। इसलिए, इससे शुरू करते हुए, यह जानना जरूरी है कि फ्लैट बॉडी के कट की ऊंचाई को परिभाषित करने के लिए इसे कितना बढ़ाया जाए।
– प्रक्रिया को नियंत्रण में रखने के लिए, प्रक्रिया के प्रत्येक चरण को ठीक से समायोजित करना आवश्यक है। इसलिए, उनमें से प्रत्येक में वह डेटा जानना आवश्यक है जो एक से दूसरे में भिन्न होता है। जैसा कि हमने संकेत दिया है, प्रत्येक चरण में ऊंचाई कम हो जाती है और इसका सैद्धांतिक मूल्य ज्ञात और नियंत्रित किया जाना चाहिए।
प्रत्येक चरण में ऊंचाई में कमी विभिन्न कारकों से काफी प्रभावित होती है:
– प्रत्येक ऑपरेशन में उपयोग किए जाने वाले मानकों के कारण, और इसलिए उनमें उपयोग किए जाने वाले उपकरणों का डिज़ाइन। उदाहरण के लिए, शरीर के दोनों सिरों की नोक को दिया गया आकार उसकी ऊंचाई के नुकसान को प्रभावित करता है।
– प्रक्रिया में प्रयुक्त तकनीक के कारण। उदाहरण के लिए, एक स्थिर कंटेनर में टैम्पोन के साथ नॉटिंग करना एक घूमने वाले कंटेनर में रोलर के साथ करने के समान नहीं है।
– पूरी प्रक्रिया में शामिल ऑपरेशनों की संख्या से, क्योंकि एक समान परिणाम तक पहुंचने के लिए, अनुसरण किए जाने वाले चरणों की संख्या में विभिन्न विकल्पों का उपयोग किया जा सकता है। उदाहरण के लिए, पहले नॉचिंग की जा सकती है और फिर शरीर की फ़्लैंगिंग की जा सकती है, या दोनों ऑपरेशन एक साथ किए जा सकते हैं।
– विनिर्माण में प्रयुक्त मशीनों की विशेषताओं के कारण। उदाहरण के लिए, समान परिणाम संयुक्त मशीनों – स्थानांतरण प्रकार – के साथ कई क्षैतिज शीर्षों के साथ प्राप्त नहीं होते हैं, जैसे कि स्वतंत्र ऊर्ध्वाधर मशीनों के साथ।
मान
पिछली टिप्पणियों से, यह निष्कर्ष निकाला जा सकता है कि एरोसोल कंटेनर के निर्माण में विभिन्न चरणों में उत्पन्न होने वाली ऊंचाई में भिन्नता को सटीक रूप से स्थापित करना संभव नहीं है। सबसे अच्छी बात यह है कि प्रत्येक मामले में ऊंचाई में होने वाले नुकसान को पहले सैद्धांतिक तरीके से और फिर व्यावहारिक रूप से निर्धारित किया जाए।
एक दिशानिर्देश के रूप में और यह ध्यान में रखते हुए कि ऊपर उल्लिखित कारकों का प्रभाव हमेशा छोटा होता है, हम इन ऊंचाइयों के विकास का एक ठोस उदाहरण दे सकते हैं।
हम एक नोकदार और फ़्लैंज्ड डिज़ाइन से शुरुआत करेंगे जैसा कि ड्राइंग नंबर 1 में दर्शाया गया है। यह एयरोसोल कंटेनरों में काफी सामान्य है, जिसका बॉडी व्यास 57 मिमी, निचला भाग 54 और गुंबद 52 है।
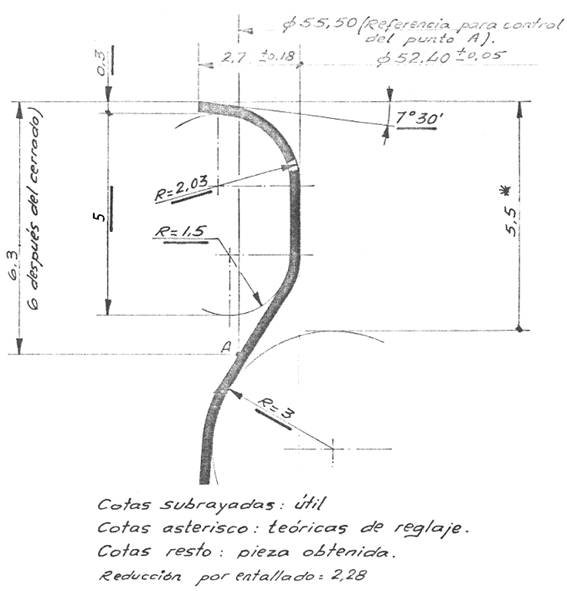
बॉडी के दूसरे सिरे पर दिखाए गए जैसा ही एक पायदान होगा, लेकिन इसे 54 मिमी व्यास वाले तल पर समायोजित करने के लिए एक छोटे व्यास में कमी के साथ।
हम मान लेंगे कि हम इस प्रक्रिया को मल्टी-हेड ट्रांसफर मशीन – लैनिको टाइप बीएफ 280 एई टाइप या इसी तरह की मशीन पर करते हैं, जिसमें नॉचिंग और फ़्लैंगिंग ऑपरेशन एक साथ होता है। इसलिए विनिर्माण में चरण हैं:
– वेल्डर पर ट्यूब का निर्माण
– लैनिको मशीन पर बॉडी की फिटिंग और फ्लैंगिंग
– लैनिको मशीन पर कंटेनर के निचले भाग का स्थान
– लैनिको मशीन पर कंटेनर गुंबद का स्थान
यह सब चित्र संख्या 2 में दर्शाए गए क्रम के अनुसार।
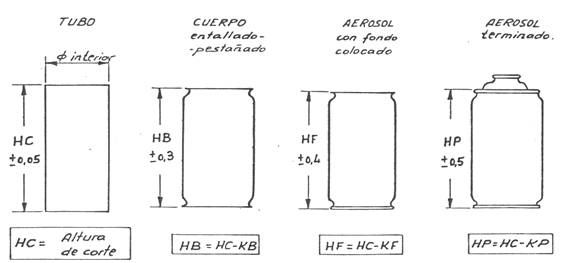
चित्र संख्या 2: एक एयरोसोल कंटेनर में ऊंचाइयों का विकास
यह चित्र उस सूत्र को भी इंगित करता है जो प्रत्येक मामले में परिणामी ऊंचाई निर्धारित करता है – एचबी, एचएफ या एचपी – प्रारंभिक काटने की ऊंचाई के आधार पर – HC – और एक स्थिरांक पर विचार करते हुए – केबी, केएफ या केपी – संबंधित हेड लॉस को दर्शाता है
इसलिए प्रत्येक चरण में ऊंचाई के नुकसान को निर्धारित करने के लिए केबी, केएफ और केपी के मूल्यों को जानना पर्याप्त होगा।
जिस विशिष्ट मामले को हमने परिभाषित किया है, उसके लिए इन स्थिरांकों के मान हैं:
केबी=3मिमी
केएफ = 3.3 मिमी
केपी = 3.6 मिमी
जैसा कि हमने पहले ही संकेत दिया है, उपरोक्त कारकों में परिवर्तन होने पर उनमें थोड़ा अंतर हो सकता है।
 एल्यूमीनियम पेय के डिब्बे का निर्माण: एक उच्च तकनीक प्रक्रिया
एल्यूमीनियम पेय के डिब्बे का निर्माण: एक उच्च तकनीक प्रक्रिया
 ट्विस्ट-ऑफ लिड्स: विशेषताएँ, निर्माण और अनुप्रयोग
ट्विस्ट-ऑफ लिड्स: विशेषताएँ, निर्माण और अनुप्रयोग
 धातु के कंटेनरों में वार्निश: सुरक्षा, प्रौद्योगिकी और अनुप्रयोग
धातु के कंटेनरों में वार्निश: सुरक्षा, प्रौद्योगिकी और अनुप्रयोग
 एरोसोल गुंबदों के लिए एक मैट्रिक्स का डिज़ाइन
एरोसोल गुंबदों के लिए एक मैट्रिक्स का डिज़ाइन
 कंटेनर और उत्पाद के बीच संबंध
कंटेनर और उत्पाद के बीच संबंध
 एरोसोल कंटेनरों के लिए कैप्स
एरोसोल कंटेनरों के लिए कैप्स
 सॉसेज कंटेनरों के लिए बंदूकें
सॉसेज कंटेनरों के लिए बंदूकें
 धातु के कंटेनरों के लिए ओवरकवर और प्रेशर कैप
नोकदार एरोसोल डोम के लिए आयाम
धातु के कंटेनरों के लिए ओवरकवर और प्रेशर कैप
नोकदार एरोसोल डोम के लिए आयाम
 एरोसोल डोम्स
एरोसोल डोम्स



0 Comments