
परिचय
किसी कंटेनर का सबसे क्लासिक ज्यामितीय आकार बेलनाकार होता है, और इसे बनाना भी सबसे आसान है। लेकिन यह बहुत बार होता है कि कुछ उत्पाद व्यावसायिक रूप से अन्य विभिन्न प्रस्तुतियों जैसे आयताकार, अंडाकार, समलम्बाकार आदि से जुड़े होते हैं। आप गोलाकार तली और ढक्कन वाले लेकिन अलग-अलग डिज़ाइन वाले बॉडी वाले कंटेनरों की भी मांग कर सकते हैं, जैसे कि कटे हुए शंकु, हेक्सागोनल, क्यूबिक, आदि। इन बाद के रूपों में, तार्किक रूप से शरीर का गैर-बेलनाकार विन्यास इसके सिरों को प्रभावित नहीं करता है, जो ऊपर और नीचे को जोड़ने में सक्षम होने के लिए अपने बेलनाकार विन्यास को बनाए रखना जारी रखते हैं। इस प्रकार की पैकेजिंग का एक उदाहरण चित्र 1 में दिखाया गया है
चित्र संख्या 1: बेलनाकार सिरों और घन केंद्रीय निकाय वाला कंटेनर, जो विस्तार द्वारा प्राप्त किया गया है।
कंटेनरों के निर्माता के लिए, जो गैर-बेलनाकार विन्यास वाले कैन की मांग का सामना कर रहे हैं, यह निर्णय लेने का प्रस्ताव है कि कंटेनर की बॉडी बनाने के लिए आदर्श प्रक्रिया कौन सी है। सभी चीजों की तरह, पहले आयताकार कंटेनरों (जो सबसे अधिक बार होते हैं) के उत्पादन के बाद से वर्तमान समय तक, बेहतर गुणवत्ता और उच्च उत्पादन गति के परिणाम प्राप्त करने तक, आदिम समाधान विकसित हुए हैं। आज बाजार में विभिन्न कंपनियों द्वारा निर्मित उपकरणों की एक विस्तृत श्रृंखला उपलब्ध है जो आपको कई विकल्पों के बीच चयन करने की अनुमति देती है।
गठन प्रक्रियाएँ
हम सबसे आम लोगों पर टिप्पणी करेंगे, यह देखते हुए कि हम एक आयताकार कंटेनर का निर्माण करना चाहते हैं।
पहली विधि
सबसे पुरानी प्रक्रिया में एक फोल्डिंग मशीन, स्वचालित या मैनुअल का उपयोग करना शामिल है, और इसके साथ, कंटेनर के सपाट विकास से शुरू करके, यदि यह आयताकार या वर्गाकार है, तो इसके चार चेहरे बनाएं, वांछित त्रिज्या के साथ चारों कोनों को मोड़ें। चार कोनों को गैर-समानांतर तरीके से मोड़ना भी संभव है, उदाहरण के लिए, पिरामिड का एक छिन्नक, या कोई अन्य वांछित आकार। एक छोटी पारंपरिक फोल्डिंग मशीन के साथ काम करने के लिए, इसे ठीक से तैयार किया जाना चाहिए, फोल्डिंग रोलर को उचित त्रिज्या के साथ आयाम देना चाहिए, फ्लैट बॉडीज को जमा करने के लिए एक लंबी फीडिंग टेबल रखनी चाहिए (यदि मशीन में एक नहीं है), इस पर कुछ कम ऊंचाई रखें तालिका जो प्रत्येक कोने आदि को मोड़ने की स्थिति में शरीर की स्थिति का परिसीमन करती है।
शरीर के सिरों पर, संयुक्त ओवरलैप के लिए एक छोटा सा मार्जिन छोड़ा जाना चाहिए। ऐसा ही आमतौर पर एक कोने में या उसके पास मैनुअल वेल्डर के माध्यम से किया जाता है। पिछले समय में यह ऑपरेशन एक मैनुअल स्टेपलर पर किया जाता था और सोल्डरिंग आयरन के साथ जोड़ा जाता था। छवि संख्या 2 में आप इस तरह से काम करने के लिए मान्य एक मैनुअल फोल्डिंग मशीन और वेल्डर देख सकते हैं

चित्र संख्या 2: आयताकार बॉडी के निर्माण के लिए न्यूनतम बुनियादी उपकरण
. यह प्रक्रिया बहुत धीमी है और वर्तमान में बहुत कम उपयोग की जाती है, हालांकि छोटे उत्पादन के लिए यह सबसे सस्ता इंस्टॉलेशन है। उपयुक्त सेकेंड-हैंड उपकरण बाज़ार में मिल सकते हैं।
दूसरा: विधि:
यह वर्तमान में सबसे अधिक उपयोग किया जाता है। इसमें एक बेलनाकार बॉडी का निर्माण होता है, जिसमें वांछित आकार में कंटेनर की बॉडी के समान विकास और ऊंचाई होती है। इसके लिए, एक पारंपरिक इलेक्ट्रिक वेल्डर का उपयोग किया जाता है, जो बाजार में उपलब्ध कई में से एक है, हालांकि वेल्ड में ओवरलैप का नुकसान जितना संभव हो उतना कम होगा, बाद के विस्तार की सुविधा के लिए, एक बहुत मोटी वेल्डेड सीम विरूपण के लिए अत्यधिक प्रतिरोध पेश करेगी। दरअसल, सिलेंडर का विकास प्राप्त किए जाने वाले आयताकार कंटेनर के सैद्धांतिक विकास से कुछ हद तक कम होना चाहिए, क्योंकि बाद के विस्तार में सामग्री का थोड़ा सा खिंचाव होता है। यह जानने के लिए कि इस प्रणाली द्वारा निर्मित गैर-बेलनाकार कंटेनर के शरीर के विकास और ऊंचाई की गणना कैसे की जाती है, आप कार्य देख सकते हैं:
एक आयताकार या गैर-बेलनाकार कंटेनर के माप का निर्धारण
फिर हम एक विस्तारक नामक एक विशिष्ट मशीन के माध्यम से बेलनाकार शरीर को एक आयताकार – या किसी अन्य चुने हुए आकार में बदलने के लिए आगे बढ़ते हैं। बाज़ार में अलग-अलग निर्माताओं द्वारा बनाए गए अलग-अलग प्रकार हैं, जो अपने डिज़ाइन में बहुत भिन्न हो सकते हैं।
प्रारंभ में इन मशीनों को दो समूहों में वर्गीकृत किया जा सकता है:
1º.- वे जो शरीर के आकार का परिवर्तन क्रमिक तरीके से करते हैं, बेलनाकार विन्यास से वांछित तक मध्यवर्ती उपस्थिति के माध्यम से निरंतर तरीके से, यानी एक ही प्रक्रिया में।
2º.- जो इस परिवर्तन को शीघ्रता से क्रियान्वित करते हैं।
1º.-प्रगतिशील विस्तारक:
यह वेल्डिंग मशीन के ठीक पीछे स्थित होता है। दोनों के बीच का मिलन एक छोटे चुंबकीय कन्वेयर द्वारा किया जाता है, जो कंटेनर के शरीर की गतिहीनता सुनिश्चित करता है, ताकि वेल्डिंग लाइन घूमे या स्थिति न बदले। मशीन स्वयं एक प्रकार का मार्ग है, जिसमें निम्न शामिल हैं:
– एक आंतरिक अंतिम भाग जो उत्तरोत्तर अपने अनुभाग को गोल से आयताकार में बदलता है, और जिस पर कंटेनर स्लाइड करता है।
– बाहरी मोटर रोलर्स की एक श्रृंखला, जो शरीर पर कार्य करती है, इसे अंतिम रूप से विकृत करती है।
इस प्रकार के विस्तारक का आंतरिक दृश्य फोटो संख्या 3 में दिखाई देता है।

चित्र संख्या 3: एक प्रगतिशील विस्तारक का विवरण
जब पार्श्व सीम के अंदरूनी हिस्से को वार्निश से सुरक्षित करना आवश्यक होता है, तो वेल्डर से इस मशीन के माध्यम से एप्लिकेशन पाइप को पास करना आवश्यक होता है, इस वार्निश को लागू करना और शरीर का विस्तार करने के बाद इसे ठीक करना आवश्यक होता है। फोटो नंबर 4 एक ऐसी ही मशीन का सामान्य दृश्य प्रस्तुत करता है।

चित्र संख्या 4: एक प्रगतिशील विस्तारक का सामान्य दृश्य
2º.- तेज या त्वरित विस्तारक:
इस प्रकार में अनिवार्य रूप से शामिल हैं:
– बेलनाकार निकायों के लिए एक भोजन प्रणाली।
– वेल्ड को उसकी विशिष्ट स्थिति में निर्देशित करने के लिए एक सिर
– फैला हुआ सिर.
– सुधारित निकायों की एक वॉली
मशीन को पिछले प्रकार की तुलना में वेल्डर से आगे एक बिंदु पर लगाया जा सकता है। यहां तक कि यह वेल्ड को पहले से वार्निश के साथ संरक्षित करने की अनुमति देता है, जब तक कि कंटेनर विस्तारक के लिए पर्याप्त ठंडा न हो जाए।
चूंकि इस प्रकार की मशीन की कार्य दर कम होती है, जब एक निश्चित उत्पादन गति की आवश्यकता होती है, और निर्मित होने वाले कंटेनर का प्रारूप बहुत बड़ा नहीं होता है, तो डबल मशीनों का उपयोग किया जाता है, यानी जुड़वां सिर के दो सेट से सुसज्जित, जो वे समानांतर में काम करते हैं।
– शारीरिक आहार प्रणाली:
यदि कंटेनर क्षैतिज रूप से मशीन में प्रवेश करते हैं, तो वे आम तौर पर सरल गुरुत्वाकर्षण गिरते हैं, जो एक हवाई केबल कन्वेयर से शवों को इकट्ठा करते हैं। जब डबल मशीनों की बात आती है, तो उन्हें शवों को खिलाने और उतारने के दो तरीकों की आवश्यकता होती है, यही कारण है कि प्रवेश द्वार पर एक विभाजक और निकास पर एक पुनर्समूहन की आवश्यकता होती है। इस मामले का उदाहरण फोटो नंबर 5 में देखा जा सकता है:

चित्र संख्या 5: डबल स्वचालित विस्तारक।
-वेल्ड ओरिएंटेशन हेड:
गैर-गोल आकार वाले कंटेनरों में, उदाहरण के लिए आयताकार, पार्श्व सीम की विद्युत वेल्डिंग को हमेशा एक ही स्थान पर रखना आवश्यक है, ताकि यह चार चेहरों के संबंध में अपरिवर्तनीय दिखाई दे, अधिक सटीक रूप से यदि वे लिथोग्राफ किए गए हों। इस मामले में, वेल्डर और विस्तारक के बीच अपने पथ के साथ शरीर की गति के कारण, वेल्ड मशीन पर यादृच्छिक स्थान पर पहुंचता है। इसकी स्थिति सुनिश्चित करने के लिए एक क्षैतिज बेलनाकार सिर का उपयोग किया जाता है, जो तेजी से शरीर को घुमाता है और जब जोड़ सही जगह पर पहुंच जाता है तो उसे रोक देता है। सीम की स्थिति का पता बाहरी परिशुद्धता सेंसर के माध्यम से लगाया जाता है, जो फोटोकेल, मैकेनिकल आदि द्वारा हो सकता है। जिसका चयन वेल्डिंग के प्रकार पर निर्भर करता है।
फोटो #6 के बाईं ओर आपको एक वेल्ड ओरिएंटेशन हेड दिखाई देता है। शरीर को एक पालने से ओरिएंटेशन हेड में पेश किया जाता है, जो इसे पुशर आर्म द्वारा संचालित फीडिंग सिस्टम से इकट्ठा करता है। एक बार जब शरीर उन्मुख हो जाता है, तो इसे उसी पालने में जमा किया जाता है जहां से इसे सिर में पेश किया गया है, और वहां से, उसी के वैकल्पिक आंदोलन द्वारा, यह अगले सिर के सामने चला जाता है। ताकि शरीर हिल न सके, इसे नरम चुंबकीय क्षेत्र के माध्यम से स्थिर कर दिया जाता है।

चित्र संख्या 6: अभिविन्यास और विस्तार प्रमुख
– सिर का विस्तार:
यह उन्मुख बेलनाकार शरीर को प्राप्त करता है, पालने से धकेल दिया जाता है, और इसे वांछित सिल्हूट में विकृत कर देता है। कंटेनर के नए आकार को स्थायी रूप से बनाए रखने के लिए, धातु को ऐसे प्रयास के अधीन किया जाना चाहिए जो इसकी लोचदार सीमा से अधिक हो।
यह सिर, जिसमें शरीर द्वारा उठाए जाने वाले हिस्से के करीब एक खंड होता है, इसमें एक निश्चित हिस्सा होता है, और दूसरा जो शरीर में डाले जाने पर चलता और फैलता है। जब गतिशील भाग अपने अधिकतम स्ट्रोक पर पहुंचता है, तो सिर अनुभाग का विकास शरीर के अंतिम आकार की परिधि के साथ मेल खाता है।
फोटो नंबर 6 के मामले में, जहां विस्तार सिर को अग्रभूमि में देखा जा सकता है, यह एक आयताकार कंटेनर के लिए एक उपकरण है। इस टूलींग का निचला हिस्सा स्थिर रहता है, जबकि ऊपरी हिस्सा बॉडी पेश किए जाने पर ऊपर उठता है, यानी, गोलाकार कोनों वाले आयत का छोटा पक्ष विस्तारित बॉडी के छोटे पक्ष के आयाम के साथ मेल खाता है, जबकि बड़ा पक्ष टूलींग की पीछे की स्थिति में शरीर के सबसे लंबे हिस्से से नीचा होता है। यह शरीर को उसकी प्रारंभिक बेलनाकार स्थिति में बिना किसी कठिनाई के पेश करने की अनुमति देता है। इसके बाद, ऊपरी भाग – या खोल – एक यात्रा करते हुए तब तक चढ़ता है जब तक टूलींग का बड़ा हिस्सा कंटेनर के लिए वांछित मूल्य तक नहीं पहुंच जाता।
शेल की गति एक क्षैतिज विस्तारक रॉड की क्रिया द्वारा की जाती है, जो टूलींग की धुरी में वैकल्पिक रूप से चलती है, कुछ झुके हुए विमानों से सुसज्जित होती है, जो दूसरों पर कार्य करती है – विस्तार वेजेज – शेल के अंदर व्यवस्थित होती है, वापस लौटती है शुरुआती बिंदु स्प्रिंग्स की क्रिया द्वारा किया जाता है।
आप कंटेनर को जो आकार देना चाहते हैं उसके आधार पर, इस टूलींग का डिज़ाइन अलग-अलग हो सकता है, लेकिन आम तौर पर ऊपर वर्णित सिद्धांत का उपयोग करते हुए, उदाहरण के लिए, ड्राइंग नंबर 7 एक वर्गाकार कैन के लिए विस्तार सिर का एक खंड दिखाता है। इस मामले में, इसमें चार मोबाइल शेल होते हैं, जो चारों कोनों से मेल खाते हैं, जो विस्तार वेजेज द्वारा खुले होते हैं, जिस पर केंद्रीय विस्तारक रॉड कार्य करता है। चार चेहरों के केंद्र में चार निश्चित गोले होते हैं जो शुरू में शरीर को बेलनाकार आकार में खिलाए जाने पर केंद्र में होते हैं।
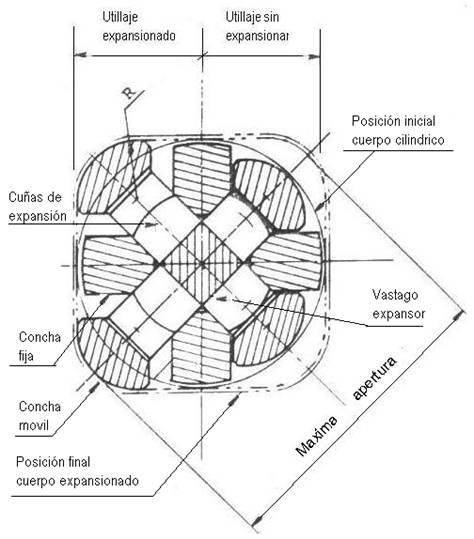
चित्र संख्या 7: एक विस्तार शीर्ष का अनुभाग
– डाउनलोड करना:
एक बार जब शरीर अपने नए आकार में बदल जाता है, तो इसे एक एक्सट्रैक्टर आर्म के माध्यम से सिर से हटा दिया जाता है जो इसे अनलोडिंग क्रैडल में जमा कर देता है। यह इसे परिवहन प्रणाली के माध्यम से अगली मशीन तक स्थानांतरित करता है। जब विस्तारक दोगुना हो, तो दोनों भागों का उत्पादन एक ही ट्रैक में जोड़ा जाना चाहिए।
इस प्रकार के तीव्र विस्तारक कंटेनर के शरीर के साथ ऊर्ध्वाधर स्थिति में भी काम कर सकते हैं। इस विकल्प में, विस्तार सिर निलंबित होकर काम करता है, और कंटेनर को आरोही-अवरोही गति वाली प्लेट के माध्यम से नीचे से इसमें डाला जाता है।
ऐसी मशीनें हैं जिनमें एक तीसरा सिर होता है, जिसका मिशन एक बार विस्तारित होने पर शरीर के चेहरों को पैनल करना है, यानी, इन चेहरों पर पसलियों या मजबूत पहलुओं को चिह्नित करना है। इससे कई प्रभाव प्राप्त होते हैं:
– विस्तार ऑपरेशन में, जब धातु अपनी लोचदार सीमा से अधिक हो जाती है, तो शरीर के बड़े चेहरों पर अक्सर अनियमित उतार-चढ़ाव या विकृतियां दिखाई देती हैं, जो कंटेनर को खराब रूप देती हैं। इन पसलियों से ये विकृतियाँ समाप्त हो जाती हैं।
– कहा गया पसलियां, जो आम तौर पर ऊंचाई के अर्थ में और केवल बड़े चेहरों पर स्थित होती हैं, कंटेनर के शरीर को अधिक प्रतिरोध देती हैं।
छोटे पैकेजों में इस तीसरे शीर्ष की आवश्यकता नहीं होती है। यह प्रत्येक चेहरे पर बाहर से अंदर तक एक संयुक्त मुद्रांकन प्रणाली द्वारा काम करता है।
गैर-बेलनाकार कंटेनरों के निर्माण की तकनीक फ्रस्टोकोनिकल कंटेनरों के उत्पादन के लिए भी लागू होती है, जिनका व्यापक रूप से पेंट और अन्य औद्योगिक उपयोगों के लिए कंटेनरों के रूप में उपयोग किया जाता है। ये कंटेनर विभिन्न प्रकार के क्लोजर का उपयोग करते हैं और सबसे आम तथाकथित “पेल” प्रकार हैं।
विस्तार तकनीकों में इसके बेलनाकार समकक्ष से कुछ अधिक मोटाई और कम कठोरता वाली धातुओं के उपयोग की आवश्यकता होती है।
 एल्यूमीनियम पेय के डिब्बे का निर्माण: एक उच्च तकनीक प्रक्रिया
एल्यूमीनियम पेय के डिब्बे का निर्माण: एक उच्च तकनीक प्रक्रिया
 एक कंटेनर का रेडियल प्रतिरोध क्या है?
एक कंटेनर का रेडियल प्रतिरोध क्या है?
 कंटेनर का अक्षीय प्रतिरोध क्या है?
कंटेनर का अक्षीय प्रतिरोध क्या है?
 द क्राउन कैप: मेटल कंटेनर्स इंडस्ट्री में इतिहास, निर्माण और अनुप्रयोग
द क्राउन कैप: मेटल कंटेनर्स इंडस्ट्री में इतिहास, निर्माण और अनुप्रयोग
 धातु कंटेनर सीलर्स: संचालन, विनियमन और रखरखाव
धातु कंटेनर सीलर्स: संचालन, विनियमन और रखरखाव
 डिब्बे के निर्माण में सिलाई की बुनियादी जानकारी
डिब्बे के निर्माण में सिलाई की बुनियादी जानकारी
 कंटेनर डालने के लिए रोटरी मशीन
कंटेनर डालने के लिए रोटरी मशीन
 शंकु के आकार का कैप्स फीडर
शंकु के आकार का कैप्स फीडर
 “3-पीस” कंटेनर निकायों के लिए टिनप्लेट विनिर्देश
“3-पीस” कंटेनर निकायों के लिए टिनप्लेट विनिर्देश
 लिथोग्राफी और वार्निश का डिजाइन और आकार
लिथोग्राफी और वार्निश का डिजाइन और आकार



0 Comments