
Für das Bedrucken von 2-teiligen Dosen haben wir heute Dekoratoren voller Zubehör und genügend Technik, um über 2000 Dosen pro Minute zu produzieren.
In diesem Artikel gehen wir darauf ein, wie wichtig es ist, einen gut kontrollierten Prozess aufrechtzuerhalten, um die Voraussetzungen dafür zu schaffen, dass dieses Team eine exzellente Fütterung hat und maximale Leistung erzielen kann.
Es gibt mehrere Faktoren, die die Leistung des Dekorators negativ beeinflussen können, aber im Folgenden werden wir 4 besprechen, die wir als grundlegend betrachten.
Die Progression der Werkzeuge in Bezug auf den Futterdurchmesser der Dekoriermaschine.
Wir halten es für einen primären und äußerst wichtigen Faktor, eine umfassende Kontrolle über das Schleifen der Bodymaker-Stempel zu haben, da die Dorne des Dekorateurs und ihre jeweiligen Durchmesser entsprechend dem Verlauf der Werkzeugbestückung der Bodymaker und dem Durchschnittswert des Durchmessers des Stempels festgelegt werden.
Im Beispiel unten haben wir in blau den Stempel mit dem größten Durchmesser und dann seinen Schleifverlauf für die 12Oz-Aluminiumdose. Diese Tabelle ist ein Beispiel, jeder Dosenhersteller wird seine eigene Progression haben.
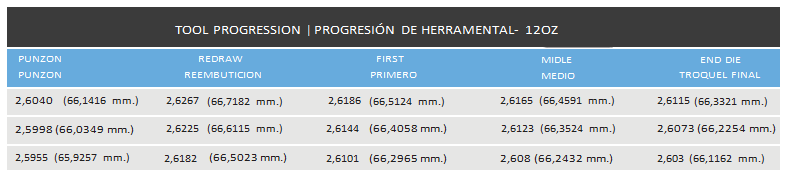
Da wir die Stempel rektifizieren, um sie wiederzuverwenden, geht der Durchmesser verloren, deshalb müssen Sie sehr vorsichtig sein und die vom Hersteller empfohlene Mindestgrenze respektieren, konkret würde eine Lücke von 0,022″ (0,5588 mm) zwischen dem Durchmesser des Dorns mit dem kleineren Stempel haben, unter diesen Maßen verringert sich der Durchmesser der Dose erheblich und wird Schwierigkeiten beim Einsetzen der Dose in den Dorn des Dekorators haben.
Ausfall des Schneidgeräts/Trimmers.
Wenn wir mit dem Bodymaker fortfahren, müssen wir noch den Beschnitt der Dose berücksichtigen.
Der Trimmer ist das Gerät, das dafür verantwortlich ist, die Dose zu schneiden und auf eine Standardhöhe zu bringen. Es gibt verschiedene Modelle von Trimmern, die im Grunde genommen so arbeiten: Zuführsystem, Transfer, Dosenhaltefutter, Schneidkopf mit Fehlersystem, Vakuumsystem zum Halten der Dose beim Beschneiden, Schrottauffangtrichter und Auslauftrichter.
Das Schneiden erfolgt durch wiederverwendbare flache Scheiben oder durch Klingen, die in der Kopfbaugruppe untergebracht sind und in Hartmetall oder Stahl erhältlich sind.
Eine defekte Dose kann zu Unannehmlichkeiten beim Betrieb des Entkerners und anderer nachgeschalteter Geräte führen.
Die Hauptprobleme können das Blockieren von Dosen in der einzelnen Reihe während des Transports, die Dosenbeschickung des Dekorators, das Verschieben oder Zurückhalten der Dose im Einlauf in Bezug auf den Maschinendorn und das Blockieren der Dose am Ausgang der Ofenfinger, das Blockieren der Ofentunnelspur sein.
Diese Nachteile wirken sich stark auf die Leistung der Geräte aus und erzeugen eine hohe Verschlechterung und 5S des Sektors.

Dosen mit geringer Mobilität
ür die Waschmaschine gilt generell, dass die Dose im besten Waschzustand und mit guter Beweglichkeit ist. Dazu müssen wir die Grundprinzipien des Waschprozesses befolgen, die da wären: chemisches Waschen, mechanisches Waschen, Belichtungszeit (Geschwindigkeit) und Temperatur.
Sein Zweck ist die Entfernung von organischem und anorganischem Schmutz, die Behandlung der Dosenoberfläche, das Auftragen von Mobilitätsverstärker und das Trocknen der Dose. Es gibt eine Reihe von Parametern, die befolgt werden müssen, und wir müssen sehr aufmerksam auf alle Kontrollen und Überprüfungen sein, die an dieser Anlage durchgeführt werden. Jede Abweichung dieser Variablen kann sich direkt auf die folgenden Prozesse auswirken, hauptsächlich auf den Dekorateur.
Der letzte Schritt, das Auftragen des Produkts, das der Dose Beweglichkeit verleiht, ist sehr wichtig, denn dieses Produkt hilft, die Dose zu trocknen und konditioniert sie so, dass sie gut in das Futter des Dekorateurs passt. Ein Muster, das folgt, ist 16 bis 20 Grad Neigung auf dem Til-Table-Gerät. Dieses Gerät misst den Winkel, in dem eine Dose in Reibung mit zwei anderen Dosen gleitet und gibt Ihnen einen Beweglichkeitswinkel an. Dosen mit einer Beweglichkeit von mehr als 20 Grad sind bereits ein Alarmsignal und werden als Problem angesehen, das Sie Ihrem Dekorateur zuführen sollten.
Modulation von transportiert
Ein weiterer sehr wichtiger Aspekt wäre die Modulation des Transports. Diese Einstellung muss sehr gut, außergewöhnlich gut, durchgeführt werden, da sie sicherstellt, dass die Dose die gesamte Länge der Förderbänder durchläuft und dabei der Modulationslogik folgt, ohne zu drücken oder zu kippen und infolgedessen zwischen den Dosen selbst zu reiben und sich gegenseitig zu beschädigen.
Eine schlecht durchgeführte Modulation kann viel Abfall in der Anlage erzeugen, wie z. B. Zeitverluste, Verschwendung, kurze Anlagenstillstände und ein schlechtes Erscheinungsbild in Bezug auf Ordnung und Sauberkeit der Sektoren. Dies sind einige der Variablen, die den Herstellungsprozess von Aluminiumdosen in Bezug auf die Zuführung des Dekorators beeinflussen können. Luft- und Vakuumdruckeinstellungen an allen Geräten sollten anhand der Checkliste überprüft und überwacht werden und sollten von den Gerätetechnikern durchgeführt werden.
Abweichungen müssen reguliert werden und bei Nichterreichen der Einstellungen muss das Wartungsteam eingreifen.
ANDRE MALTA
Mundolatas-Berater
Mundolatas-Berater
 Kleinformatige Verpackungen
Kleinformatige Verpackungen
 Innenbeschichtung von Aluminium-Getränkedosen
Dosen für die Herstellung von Nougat
Innenbeschichtung von Aluminium-Getränkedosen
Dosen für die Herstellung von Nougat
 Checkliste für den Betrieb
Checkliste für den Betrieb
 Niederlande erheben 15 Cent Pfand pro verkauftem Dosengetränk
Niederlande erheben 15 Cent Pfand pro verkauftem Dosengetränk
 die Bedeutung der Einhaltung der Spezifikationen des Karosserieherstellers für die obere Wand im Vergleich zum Dosenhalsprozess
die Bedeutung der Einhaltung der Spezifikationen des Karosserieherstellers für die obere Wand im Vergleich zum Dosenhalsprozess
 Analyse der Umweltauswirkungen von 5 Verpackungstypen
Analyse der Umweltauswirkungen von 5 Verpackungstypen
 Empfehlungen für die Verwendung von leicht zu öffnenden Dosen
Dosen für Milchpulver
Dekorative Dose
Empfehlungen für die Verwendung von leicht zu öffnenden Dosen
Dosen für Milchpulver
Dekorative Dose




0 Kommentare