
EINLEITUNG
Eine der klassischsten Techniken, um die Flansche oder Kanten der Enden der Behälterkörper zu formen, ist diejenige, bei der Würfel oder Tampons zum Einsatz kommen. Diese Tampons bestehen aus:
– Eine Matrize, die den Körper des Behälters nach der Zuführung in die richtige Position zentriert und dann ihren Rand wölbt, um den Flansch zu bilden.
– Ein Ring oder Haltering, der als maximaler Anschlag für den geformten Flansch dient.
Siehe Abbildung Nr. 1.
Abbildung Nr. 1: Gepufferte Wimperntechnik
Der Flansch berührt diesen Haltering normalerweise nicht, der Wert seines Außendurchmessers ist etwas geringer als der Durchmesser dieses Rings, aber er kann ihn an irgendeiner Stelle des Behälterrandes berühren, z.B. wenn die Schweißung der Seitennaht eine gewisse Disparität in ihren Enden aufweist.
Die Baugruppe, die durch die in ihrem Ring untergebrachte Matrize gebildet wird, ist paarweise auf gegenüberliegenden Köpfen montiert.
Die Maschinen, die diese Arbeit ausführen, werden Tabbing-Maschinen genannt, sie können manuell oder automatisch sein, letztere haben in der Regel mehrere Kopfpaare, abhängig von der Arbeitsgeschwindigkeit. Siehe Abbildung Nr. 2
Abbildung Nr. 2 : Manuelle Erntemaschine
USO
Bei der Verwendung von dünnen, hochharten Materialien wird die Tampon-Bördeltechnik immer seltener eingesetzt, da sie besonders bei kleinen Behälterdurchmessern zu Brüchen oder Rissen am Rand der Bördelung führt.
Diese Technik ist jedoch immer noch in Kraft, da ihre Anwendung für sehr gültig ist:
– Behälter mit großem Durchmesser, d.h. über 99 mm, auch wenn dafür hochharte Materialien verwendet werden, da in diesen Fällen kein Flanschbruch entsteht.
– Jede Art von runden Behältern, die aus Materialien mit niedriger oder normaler Härte hergestellt sind.
Der Vorteil dieser Technik ist, dass sowohl die Maschinen als auch die Werkzeuge billiger sind als bei anderen Methoden.
KALKULATION
Die Matrize hat eine konische Form, um das Einführen und Führen des Behälterkörpers in die Bördelposition zu erleichtern. Wenn die Seitennaht vom gekräuselten – oder gewellten – Typ ist, wird eine Stufe mit glatten Eintritts- und Austrittsradien hinzugefügt, um die Dicke der Naht einzusparen, die zunimmt, wenn sie die Fläche der Extremklappe überschreitet.
Die Dimensionierung von Matrize und Ring ist eine einfache Aufgabe, da es eine Reihe von Maßen gibt, die unabhängig vom Durchmesser des zu bördelnden Behälters konstant gehalten werden können. Wenn Sie ins Detail gehen, können Sie kommentieren:
Höhen: Die beiden Teile können für jede Behältergröße fest gehalten werden, bei kleinen Durchmessern können sie jedoch etwas kleiner gemacht werden. In der Abbildung Nr. 3 ist ein Ausschnitt aus dem Dado-aro-Satz dargestellt, in dem einige grundlegende Orientierungshöhen abgegrenzt sind.
Winkel: Sowohl der Flanschwinkel als auch der Eintrittswinkel der Matrize bleiben für jede Größe konstant. Der empfohlene Wert ist 7º 30′. Siehe Abbildung Nr. 3
Radius: Der Hauptbogen des Werkzeugs ist derjenige, der die Wimper formt, der angemessene Wert seines Radius ist 2 mm, außer bei großen Wimpern – größer als 3 mm – der erhöht wird. Siehe Abbildung Nr. 3.
Durchmesser: Dies sind die Abmessungen, die sich für jeden Fall ändern, da sie je nach Durchmesser des Behälters gleich sind. Es gibt zwei Grunddurchmesser:
1º.- Der Punkt, an dem der Behälter genau in die Matrize passt oder sich anpasst, bezeichnet als „Durchmesser der Anpassung des Behälterkörpers“, den wir als D1 bezeichnen werden . Er ist mit dem theoretischen Innendurchmesser des Behälterkörpers verbunden. In der Realität entspricht er diesem Wert plus einem kleinen Spiel, um die Toleranzen und die Überdicke der Schweißnaht des Körpers zu berücksichtigen. Siehe Abbildung Nr. 3
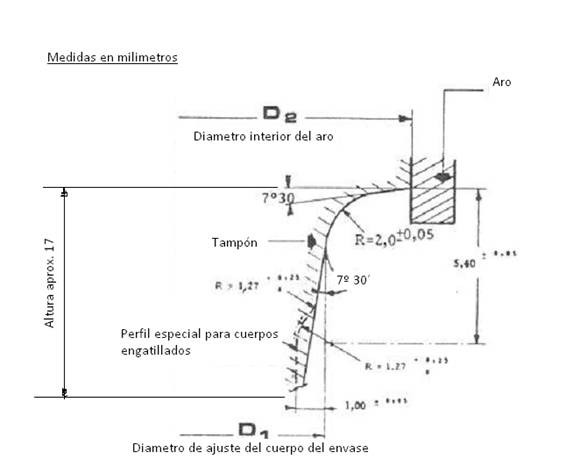
Abbildung Nr. 3: Konstruktion eines Tamponschlagwerkzeugs.
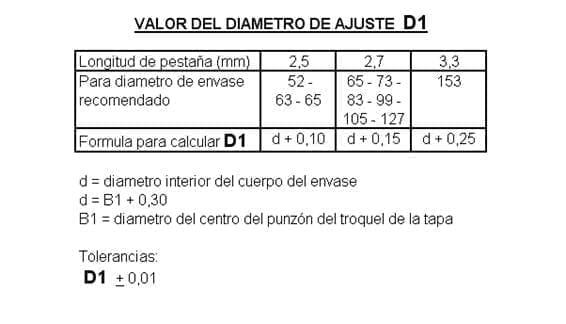
Die folgende Tabelle enthält die Formeln zur Berechnung des Wertes von D1 unter Berücksichtigung:
– Die Länge der Wimper, die wir erhalten möchten
– Der Durchmesser des Behälters
Bei jeder Option ist die Formel durch den Wert des Innendurchmessers des Behälterkörpers – d – plus einer Konstante gegeben, die je nach Ausgangsdaten variiert. Es ist gut, sich daran zu erinnern, dass die Berechnung des Innendurchmessers des Behälterkörpers eine Funktion der Messung der Mitte des Stempels der Matrize ist, die zur Herstellung des entsprechenden Deckels verwendet wird. Das heißt, das grundlegende Maß, aus dem alle anderen Maße des Kappen-Verpackungssatzes bestimmt werden, ist der oben erwähnte Durchmesser der Mitte des Stempels der Matrize, wir bezeichnen ihn als B1 und mit gelegentlichen Ausnahmen ist der Ausdruck, der d und B1 verbindet:
d = B1 + 0,30
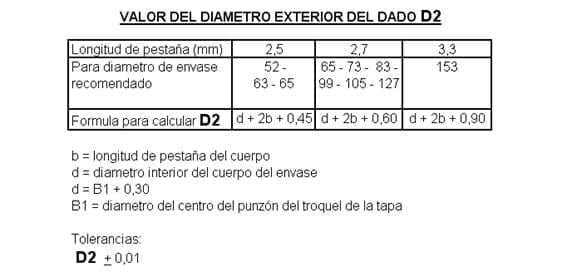
2º.- Durchmesser der Passung zwischen Ring und Matrize, oder was gleich der Außenseite der Matrize ist. Er stellt den theoretischen Maximalwert des Flansches dar, der jedoch, wie oben erläutert, nie erfüllt wird. Eine gute Konstruktion sollte immer einen Spielraum zwischen Flanschkante und Felge zulassen, um kleine Kantenunregelmäßigkeiten, Grate, Ungleichheiten in der Seitennaht des Körpers und Unterschiede in der Schnitthöhe der Körper aufzufangen.
Wir werden diesen Durchmesser als D2 bezeichnen und seine Größe variiert ebenfalls mit:
– Die Länge der Registerkarte, die wir schließen, um zu erhalten
– Der Durchmesser des Behälters
Der Ausdruck, der uns seinen Wert gibt, ist mit dem Innendurchmesser des Behälterkörpers – d – und der Länge des herzustellenden Flansches – p – verbunden.
In der folgenden Tabelle sind diese Parameter und ihre Formeln zusammengefasst.
HILFREICHE KOMMENTARE
– Die Puffer, die Matrize und der Ring müssen aus hochhärtendem, behandeltem Werkzeugstahl hergestellt sein.
– Die Oberflächengüte muss sehr gut sein, geschliffen und poliert.
– Bei einem Mehrkopf-Flanger muss der Abstand zwischen den einzelnen Kopfpaaren präzise sein, um eine einheitliche Flanschbehälterhöhe und Flanschlänge zu erhalten.
 Theoretische Berechnung des erforderlichen Gummivolumens für den Verschluss eines Metallbehälters.
Theoretische Berechnung des erforderlichen Gummivolumens für den Verschluss eines Metallbehälters.
 BERECHNUNG DER STANDARDKOSTEN FÜR EIN „DREITEILIGES“ PAKET
BERECHNUNG DER STANDARDKOSTEN FÜR EIN „DREITEILIGES“ PAKET
 STERBEN FÜR HINTERGRÜNDE
STERBEN FÜR HINTERGRÜNDE
 ROTATIONSMASCHINE ZUM EINSETZEN VON BEHÄLTERN
ROTATIONSMASCHINE ZUM EINSETZEN VON BEHÄLTERN
 MANUELLE ENTPALETTIERUNG VON METALLBEHÄLTERN
MANUELLE ENTPALETTIERUNG VON METALLBEHÄLTERN
 DRUCKPLATTEN FÜR DOSENVERSCHLIESSER/METALLDOSENMASCHINEN
DRUCKPLATTEN FÜR DOSENVERSCHLIESSER/METALLDOSENMASCHINEN
 DURCH WALZE GEKERBT
DURCH WALZE GEKERBT
 MESSUNGEN EINES „SPIN“-BÖRDELWERKZEUGS
MESSUNGEN EINES „SPIN“-BÖRDELWERKZEUGS
 BERECHNUNG EINES SPIRALSCHNITTPROFILS
BERECHNUNG EINES SPIRALSCHNITTPROFILS
 BERECHNUNG DER STANDARDKOSTEN FÜR EINE ABDECKUNG
BERECHNUNG DER STANDARDKOSTEN FÜR EINE ABDECKUNG



0 Comments