
طريقة ووسائل ضبط جودة تجعيد قباب حاويات الهباء الجوي المثبت عليها الصمام.
ديباجة
تم تجهيز الهباء الجوي بصمام جرعات المنتج ، والذي يتم توصيله بأعلى الغطاء المعدني أو قبة الحاوية. يتم تنفيذ تجميع هذا الصمام بواسطة المعبئ ، وبالتالي تشارك الشركة المصنعة للحاوية والصمام والحشو في التنفيذ الصحيح. الأول والثاني في توريد المكونات المناسبة ، والثالث في تجميعها الصحيح.
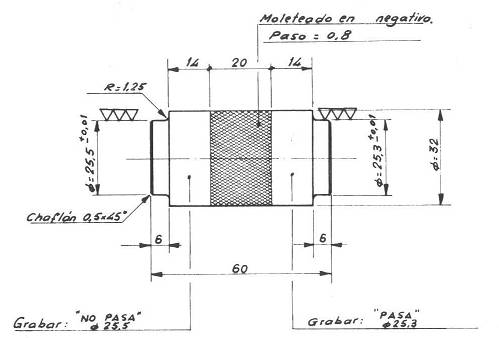
من الأهمية بمكان أن يتم تحديد أبعاد الفتحة حيث يوجد الصمام المذكور بشكل صحيح ، وفي حدود تفاوتات دقيقة للغاية. هذا الثقب موحد عالميًا بقيمة 25. 4 مم (1 بوصة). يتم الانتهاء منه بواسطة حلقة يتم انتزاع الصمام عليها. انظر الشكل رقم 1
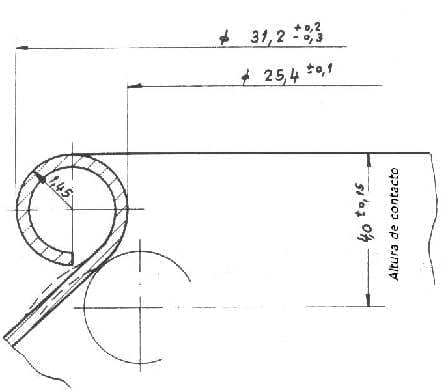
الشكل رقم 1: التفاف لمبيت الصمام
يجب أن تنشئ الشركة المصنعة للحاوية نظامًا لمراقبة الجودة بحيث يكون هذا الضفيرة ضمن المواصفات. في هذه العملية ، يتم استخدام مادة تعتبر حالة خاصة ضمن مراقبة الجودة للحاويات المعدنية. سنقوم بتعريف ووصف المقاييس اللازمة لاستخدامها في مراقبة جودة الضفيرة. يتم التحقق من باقي مقاييس القبة كما لو كانت غطاء عادي وبالتالي لن ندخل في اعتبارها. بالإضافة إلى ذلك ، تم بالفعل التعامل مع هذا الأمر على هذا الموقع في العمل:
تدابير التحكم في تجعيد القبة هي:
– القطر الخارجي للضفيرة
– الأقطار الداخلية للضفيرة
– سمك الضفيرة
– ارتفاع ملامسة الصمام.
التفاوتات المشار إليها في الرسم رقم 1 هي تلك التي تنعكس في معيار FEA 201 ، ولكنها في الممارسة تؤدي إلى زيادة الرواسب ويجب تقليلها إلى 31.15 + 0.10 و 24.5 + 0.05
1º. – القطر الخارجي لصمام ريزو
الفحص الأول الذي يجب إجراؤه هو القطر الخارجي للضفيرة. يتم ذلك عن طريق حلقة من النوع “go-no go”. هو موضح في الشكل رقم 2
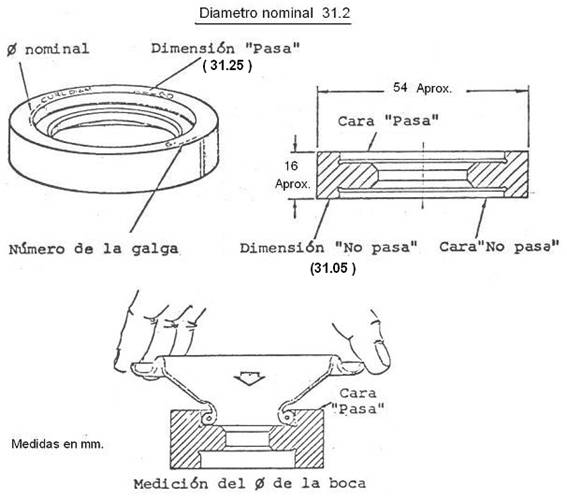
الشكل رقم 2: مقياس “go-no go” لقطر الضفيرة الخارجي
ما عليك سوى وضع المخروط على وجه “التمرير” وتأكد من أنه مناسب تمامًا ثم على وجه “عدم المرور” ولاحظ أنه غير مناسب. إذا حدث هذا ، يكون الجزء جيدًا ، إن لم يكن معيبًا. في الشكل 2 يمكن رؤية الإجراء.
2nd.- القطر الداخلي
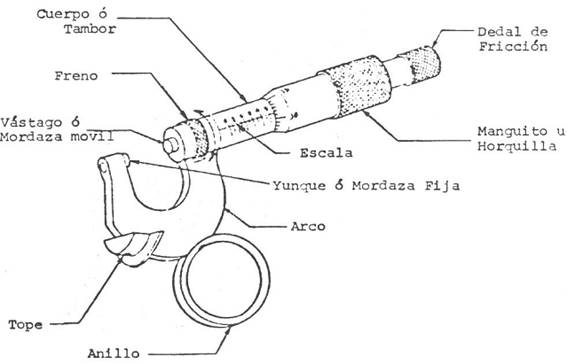
الاقتران مع القياس السابق ، هو التحقق من القطر الداخلي لفم مخاريط الهباء الجوي. لهذا الغرض ، يتم استخدام مقياس نوع مؤشر قرص خاص مع قراءة مباشرة. يوضح الشكل 3 المقياس وملحقه. كما يمكن رؤيته ، فهو يتكون من مسبار يتم إدخاله في فم المخروط ، ويتكون من مقاطع تتمدد عند الضغط على الزناد. الملحق عبارة عن حلقة ضبط وتصفير ، يجب أن يكون قطرها الداخلي هو بالضبط القيمة الاسمية للفم المخروطي.
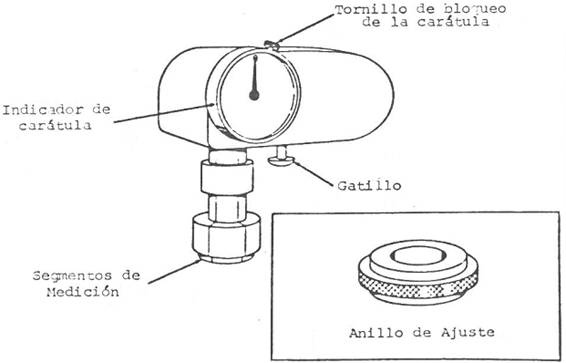
الشكل رقم 3: مقياس الفم المخروطي
لضبط المضي قدما على النحو التالي:
– الخطوة 1: مع الضغط على الزناد ، ضع مقاطع القياس في حلقة التعديل وحرر الزناد.
– الخطوة 2: قم بتدوير القرص إلى الوضع الصفري وقفله ببرغي القفل. انظر الشكل رقم 4

الشكل رقم 4: تعديل مقياس الفم المخروطي
لقياس فم المخروط ، مع الضغط على الزناد ، ضع أجزاء القياس داخل الفم ثم حرر الزناد. ستظهر القراءة التفاضلية فيما يتعلق بالاسمية على الوجه. انظر الشكل رقم 5
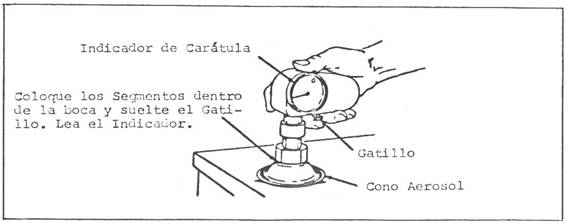
شكل رقم 5: قياس فم المخروط بمقياس
من أجل الاستخدام الجيد للمقياس ، يجب دائمًا الحفاظ على نظافة جميع أجزائه.
يمكن العثور على مقاييس مماثلة لتلك المعروضة تجاريًا. يمكن رؤية مثال في الصورة 6.

شكل رقم 6: مقياس تجاري صالح للقطر الداخلي للضفيرة
نظام آخر بسيط وغير مكلف للتحكم في القطر الداخلي ، على الرغم من محدودية عدم إعطاء قراءة مباشرة ، هو استخدام مقياس نوع “go-no-go” ، كما هو موضح في الرسم رقم 7.
الشكل رقم 7: مقياس “go-no go” للقطر الداخلي
يتم إعطاء قيم هذا المقياس لتتوافق مع معيار FEA 201
3º. – سمك الضفيرة
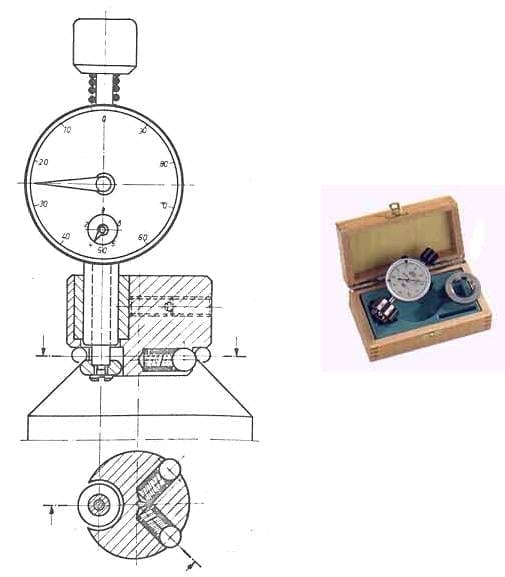
لهذه البيانات ، يتم استخدام مقياس لتحديد جودة الأبعاد لسمك التجعيد على الأقماع. قياس السماكة المذكورة بزاوية 20 درجة من محور تناظر الحاوية.
إنه مقياس من النوع الميكرومتر بحد أدنى لسير يبلغ 10 مم. يوضح الشكل 8 المقياس بأجزائه المختلفة. يمكن تحضيره من ميكرومتر تضاف إليه نقطة توقف تضع محورها عند 20 درجة من الحلقة الرأسية والحلقة التي تجتاح.
الشكل رقم 8: ميكرومتر خاص لسمك الضفيرة
طريقة التشغيل على النحو التالي:
الخطوة 1: مع الفرامل في وضع “إيقاف التشغيل” ، اضبط الميكرومتر بحيث تشير القراءة على مقياسه إلى فتحة تبلغ حوالي 5 مم. انظر الشكل رقم 9.
الخطوة 2: أدخل المقياس في الفم المجعد للحاوية ، كما هو موضح في الخطوة 2 من الرسم رقم 9.
الخطوة 3: ضع إصبع السبابة بيدك اليمنى على الحلقة واضغط لأسفل قليلاً لإدخال المقياس.
الخطوة 4: أمسك الميكرومتر والوعاء بقوة بيدك اليسرى ، بحيث يكون الجزء العلوي من الميكرومتر على الجزء العلوي والجانب من الضفيرة.
الخطوة 5: أغلق الميكرومتر عن طريق تدوير كشتبان الاحتكاك حتى يتصل الجذع بالضفيرة سجل القراءة على الرسم البياني المقابل.
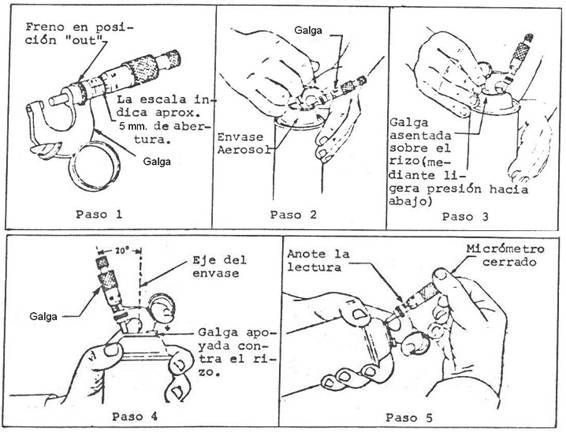
الشكل 9: خطوات مختلفة في عملية قياس سمك الضفيرة
يجب تعديل المقياس بشكل دوري إلى الصفر ، باتباع الإجراء النموذجي لهذه العملية على ميكرومتر.
يمكن تركيب بديل اختبار آخر ، بناءً على مقياس نوع “go-no-go”. إنه أسهل في الاستخدام ، ومع ذلك لا يمكن استخدامه إلا لسمك تجعيد معين ، في حين أن السماكة السابقة صالحة لأي سمك.
يوضح الشكل 10 هذا المقياس وطريقة استخدامه. قم بقياس السماكة بميل 30 درجة. يكفي إثبات أن الضفيرة يتم إدخالها دون صعوبة من خلال فتحة “الممرات” ولا تدخل من خلال “لا تمر”.
القيمة الاسمية لقياس سمك الضفيرة 2.90 مم. قطر الدائرة. نطاق التسامح الطبيعي هو + 0.15 ملم .. ومع ذلك ، هناك بعض تصميمات الضفيرة التي لها شكل بيضاوي قليلاً ، مع محورها الرئيسي الرأسي.
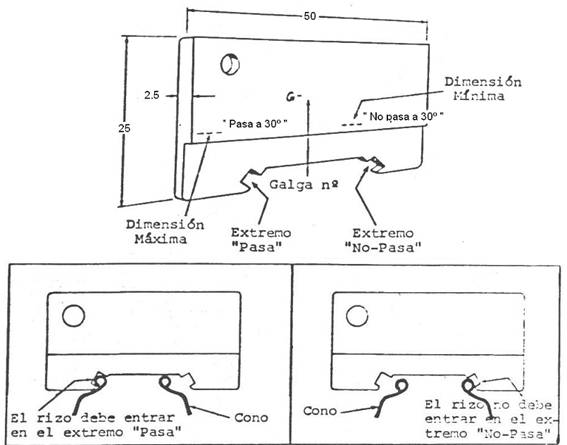
الشكل رقم 10: مقياس “التمريرات – لا يمر” لسمك الضفيرة
يجب أن يكون هذا النوع من أجهزة القياس مصنوعًا من مادة غير قابلة للصدأ.
تتطلب الصيانة الجيدة لجميع المقاييس السابقة أن تظل دائمًا نظيفة وخالية من الجزيئات الغريبة. إذا لم يكن استخدامه متكررًا جدًا ، فقم بتطبيق فيلم خفيف من زيت الماكينة بشكل دوري.
4º. – ارتفاع الاتصال
تتمثل الوظيفة الرئيسية لفتحة القبة في أن تكون بمثابة مبيت لصمام إمداد المادة المحتواة. لذلك ، من المهم التحقق من أن النقطة ، أو المحيط الأفضل ، التي تم انتزاع الصمام عليها موضوعة بشكل صحيح في الارتفاع. الأدوات المناسبة لذلك هي مقاييس Boxal من النوع الأول والثاني.
نوع Boxal أنا : إنه مصمم خصيصًا لقياس ارتفاع الضفيرة ، وهو نفس الارتفاع المستخدم لتحديد عمق حسم الصمام.
نوع الصندوق الثاني : يتم استخدامه للتحقق من جودة الضفيرة ، كإجراء مطلق ، وإذا لزم الأمر ، لتحديد قيمة ارتفاع الضفيرة.
الفكرة الأساسية لمقاييس Boxal هي إجراء قياس وظيفي وعملي يعكس بدقة ظروف التذوق. عندما تكون أبعاد المسبار لمقياس Boxal ومحيط الحسم الفعلي متطابقة ، يمكن تحديد عمق الحسم باستخدام المقياس المذكور (Boxal type I) تعتمد دقة القياس على المقارنة السابقة للمقياس عن طريق حلقة معايرة قياسية وتعتمد أيضًا على دقة تصنيع المقياس.
يشار إلى مبدأ تشغيل الطريقة في الشكل 11.
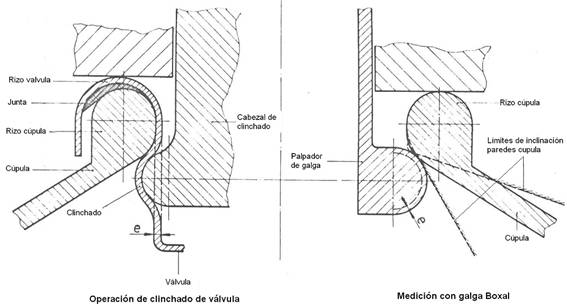
الشكل 11: تشغيل مقياس Boxal
يتضمن مقارنة ارتفاع الحسم الحقيقي مع الارتفاع الاسمي والتحقق من تطابقهما. في هذا الشكل ، على الجانب الأيسر ، يتم سحب عملية حسم صمام سمك “و” على فم الهباء الجوي – في هذه الحالة مصنوع من كتلة أحادية الألومنيوم -. على الجانب الأيمن يوجد القياس السابق لنفس الفم عند نقطة الحسم ، وقد تم زيادة محسس المقياس مع السماكة “و” لمحاكاة نفس الظروف في كلتا الحالتين. . سوف تشير الاختلافات في القراءة إلى الخطأ في عملية الحسم ، مع مراعاة سمك الحشية ومعدن الصمام.
القياس بمقياس الصندوق من النوع الأول:
يجب أولاً معايرة المقياس عن طريق ضبطه باستخدام حلقة المعايرة ، كما هو موضح في الشكل 12 ، الجانب الأيسر. تضبط هذه الحلقة المقياس لارتفاع التلامس النظري وفقًا للمواصفات أو المعيار المستخدم. في حالتنا 4 + 0.15 ، كما هو موضح في الشكل 1.
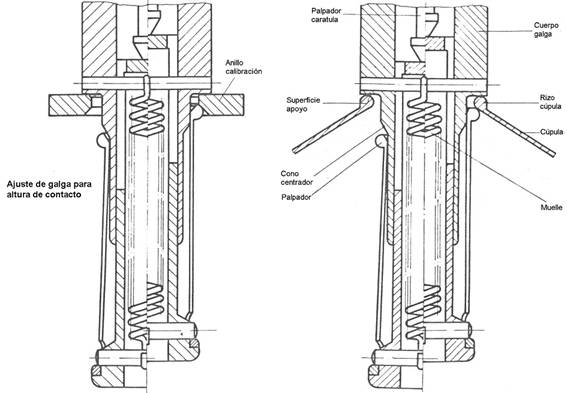
الشكل رقم 12: ضبط واستخدام مقياس Boxal من النوع الأول
بمجرد إدخاله في حلقة المعايرة ، يتم ضبط قرص المقياس على 4.00 مم. يتم إجراء القياس على الحاوية بنفس الطريقة ، انظر الشكل 11 على الجانب الأيمن. للقيام بذلك ، اضغط على الزر الموجود على المقياس ، ضع المقياس داخل الفم 1 بوصة (25.4 مم) وقم بفك الزر ببطء. يتكرر هذا القياس ثلاث مرات ، في كل مرة تقلب الحاوية حوالي 40 درجة. يتم أخذ أصغر مقياس للقياس كقيمة عمق الحسم.
القياس بمقياس Boxal type II:
على يسار الرسم التوضيحي رقم 13 ، يظهر ارتفاع لهذا المقياس المركب على فوهة حاوية الهباء الجوي. في المخطط ، يظهر قسم من نفس الشيء من خلال منطقة أخذ القياس. الاستخدام الأساسي لهذا المقياس هو التحقق من تجانس الضفيرة على طول محيطها في منطقة الحسم.
الشكل رقم 13: مقياس صندوقي من النوع الثاني
يتم إجراء هذا القياس ، كما في حالة المقياس من النوع الأول ، عن طريق الضغط على الزر الموجود على المقياس وإدخال المقياس في فتحة الحاوية مقاس 1 بوصة (25.4 مم) عن طريق حركة الدوران. يجب ألا يتجاوز عدم التوحيد الذي يظهر في القراءات أبدًا قيمة حدية محددة مسبقًا ، والتي تعتمد على نوع الإغلاق المطبق.
يتم إجراء ثلاثة قياسات باستخدام المقياس ، ويجب تدوير الحاوية بمقدار 120 درجة بالنسبة للمقياس في كل منها.
يجب حساب ارتفاع التلامس (CH) – الذي يتم عنده في الحسم – عن طريق الصيغة:
CH = (Hmax. + Hmin) / 2 + ½ | 25.4 – (Dmax + Dmin) / 2 |
بحيث:
هماكس. = أعلى قيمة للقياسات التي تم إجراؤها على الضفيرة المعنية ، باستخدام مقياس النوع الثاني
هم. = أدنى قيمة للقياسات التي تم إجراؤها على الضفيرة المعنية ، باستخدام مقياس النوع الثاني
ديماكس. = أقصى قطر داخلي.
دمين. = القطر الداخلي الأدنى.
يوجد على يسار الرسم التوضيحي رقم 12 مقياس Boxal من النوع II متوفرًا تجاريًا بحلقة ضبط وفي علبته
مزايا تطبيق مقاييس Boxal:
استخدام هذه المقاييس والطريقة المقترحة لها المزايا التالية فيما يتعلق باستخدام أنظمة القياس الأخرى.
1º. – يسمح التلامس مع ارتفاع الضفيرة للقبة بتحديد عمق انتزاع الصمام مع مراعاة عوامل أخرى مثل سمك المادة وسماكة المفصل.
2º. – المعرفة المطلوبة والعناية اللازمة لاستخدام هذه المقاييس ضئيلة.
3º. – الاختلافات المحتملة في شكل تجعيد القبة (القطر الداخلي ، ونصف القطر الداخلي وزاوية الكتف) ، وفي دقة نصف قطر أداة الحسم ، لها تأثير ضئيل للغاية على الدقة في قياس ارتفاع الضفيرة.
 تأثير جودة المياه على أداء الحاويات المعدنية
تأثير جودة المياه على أداء الحاويات المعدنية
 التحكم البعدي في حاويات من ثلاث قطع
التحكم البعدي في حاويات من ثلاث قطع
 تقييم طرد الغطاء في حاويات الطلاء
تقييم طرد الغطاء في حاويات الطلاء
 اختبارات للتحكم في جودة تطبيق الورنيش
اختبارات للتحكم في جودة تطبيق الورنيش
 مراقبة جودة المواد الحجرية
مراقبة جودة المواد الحجرية
 اختبار الصلابة في الصفيح الجاف
اختبار الصلابة في الصفيح الجاف
 تويست أوف تاباس. – تشكيل الضفيرة والأظافر
تويست أوف تاباس. – تشكيل الضفيرة والأظافر
 تأثير الجزء السفلي أو جناح الغطاء على الختم المزدوج
تأثير الجزء السفلي أو جناح الغطاء على الختم المزدوج
 أبعاد القبة الهوائية المنحوتة
أبعاد القبة الهوائية المنحوتة



0 تعليق