

عمل على نظرية الإغلاق ، والتي تنشر في أربعة أجزاء أو فصول.
الجزء الأول: فهرس
1º. – مقدمة
2º. – المصطلحات
أ- جسم الحاوية
ب- قاع الحاوية
ج- مصطلحات الإغلاق نفسه
د- أدوات الخياطة
3º. – جيل الإغلاق:
– بكرات
– ضغط ،
– العملية الأولى ،
– العملية الثانية ،
– ختم الإغلاق
– البارامترات الحرجة.
4º. – إغلاق العملية:
– الغلق:
– يمكن غرزات أسطوانية
– غرز العلب غير المنتظمة.
– الأجزاء الأساسية لأداة الإغلاق
– بكرات:
– العملية الأولى
– العملية الثانية
– تشاك
– لوحة ضغط
– قاذف
– الإغلاق:
– إغلاق علب اسطوانية
– إغلاق العلب غير المنتظمة.
5º. – تقييم الإغلاق:
– تجهيز.
– إعدام
المرحلة الأولى:
– إلى .- الفحص العيني
– ب- التدابير الخارجية:
– قياس عمق الدلو.
– قياس طول الإغلاق
– قياس السقوط عند التقاطع
– ضغط قياس سماكة الختم
المرحلة الثانية: تفكيك الغلق
– انقطاع اللوحة المركزية السفلية
– قطع جزء من الإغلاق
– تفكيك الختم
– إعداد الإغلاق للإسقاط
المرحلة الثالثة: القياسات الداخلية
– قياس سمك الجسم والقاع المعدني
– تحديد المساحة الحرة
– قياس الخطاف
– اختراق خطاف الجسم والتداخل
– التحقق من عيوب الإغلاق الداخلي.
المرحلة الرابعة: التسريبات
– كشف التسريب
6º. – قبول الإغلاق (البارامترات الحرجة):
– ضيق الإغلاق.
– اختراق الجسم هوك.
– تداخل.
– عدم وجود عيوب بصرية.
7.- القيم الموصى بها لمعلمات الأختام
8º. – الاختلافات البعدية للختم
9º. – عيوب داخلية في الإغلاق ناتج عن تعديل خاطئ للأسطوانات وأسبابها:
– عملية الإغلاق الأولى.
– عملية الإغلاق الثانية:
– خطاف قصير للجسم
– خطاف طويل للجسم
– خطاف سفلي قصير
– خطاف طويل القاع
– طول التماس المفرط
– طول التماس غير كافٍ
10º. – تصنيف العيوب في الختم
11º. – التحكم والتكيف البعدي للأحواض
12º. – التعديل حسب الأهداف:
– 1º. – التحقق من الحالة الميكانيكية لآلة الختم
– 2º. – التحقق من أن الشياق والبكرات مناسبة لنوع الحاوية المراد إغلاقها
– 3º. – قم بإعداد الجهاز لتعديل ارتفاع الإغلاق
– 4.- ضبط ضغط لوحة الضغط
– 5. – تحقق من ارتفاعات البكرات بالنسبة لشفة المغزل
– 6º- تحقق من ضغوط إغلاق الأسطوانات والتعديلات النهائية.
– 7. – القاذفات
13.- تحليل الأختام
14º. – بروتوكولات صيانة أوثق
15º. – التحسينات الفنية لإغلاق وتطور نفس الشيء (إغلاق صغير)
– المقدمة
– تطور الإغلاق
– العملية الأولى
– العملية الثانية
– تقييم “الإغلاق المصغر”
– العوامل الحاسمة في الإغلاق المصغر:
– ضيق الإغلاق
– مؤشرات ضيقة
– تداخل
– اختراق خطاف الجسم
– تأثير علامة التبويب.
– تغييرات في خط الإنتاج
16º. – التقدم المحرز في استخدام الأدوات
17º. – ملخص العيوب في الختم:
– المنشأ والفعالية
– العيوب وأسبابها
18º. – سبسونيس
19º. – معادلات الشروط الختامية: الإنجليزية – الإسبانية
20º. – ببليوغرافيا
نظرية الإغلاق
1º. – مقدمة
نتظاهر بهذا العمل يقدم بطريقة واضحة ومفصلة ، لكل من مصنعي التعبئة والتغليف والتعبئة ، أساسيات نظرية الإغلاق ، حتى يتمكنوا من فهم الخصائص و أنواع إغلاق العلب المعدنية .
القراءة المتأنية لهذا العمل ستساعد مراقبة جودة الإغلاق ، وكذلك لتنظيم آلات الإغلاق. الهدف الرئيسي هو مساعدة الموظفين الذين يتخذون القرارات وتحديد جودة الإغلاق. يعتمد الأمر على الأحكام القيمية لهؤلاء الأشخاص إذا كان خط الإنتاج سيستمر في العمل أو ، على العكس من ذلك ، يجب أن يتوقف.
لنبدأ بتحديد الأجزاء المختلفة التي تتكون منها الحاوية. ال الشكل رقم 1 يُظهر علبة معدنية ويتم تدوين عناصرها المختلفة عليها.
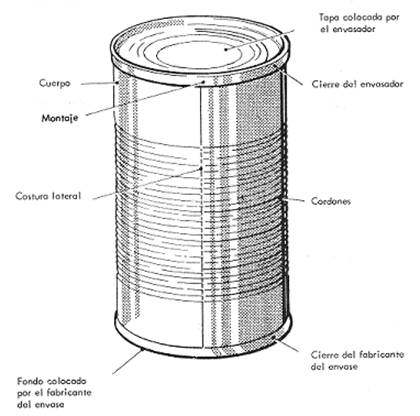
الشكل رقم 1: عناصر علبة معدنية
يعرف ب “إغلاق” أو “إغلاق مزدوج” ، نتيجة وصل نهاية جسم الحاوية بقاعها أو بغطائها. يتم الحصول على الإغلاق عن طريق ثني الحافة السفلية حول حافة الجسم ، وربطهما معًا ، حتى يتم إنتاج مفصل محكم. لذلك يستخدم هذا الاتصال تقنية الإغلاق أو التثبيت المزدوجة ، أي أنه يولد جدار أمان مزدوج. . هدفها هو الحصول على وصلة مانعة لتسرب الماء تمامًا.
يعتبر إجراء الختم الجيد شرطًا أساسيًا وضروريًا ولكنه غير كافٍ لتجنب التلوث الجرثومي والتآكل وتغيير المنتج. يجب أن تتمتع بخصائص ميكانيكية كافية لتحمل عملية التعبئة والمناولة والنقل والتخزين في الظروف العادية.
يتم تنفيذه في معدات تسمى الغرز. هناك مجموعة كبيرة ومتنوعة من التصميمات والسعات لهذه الآلات ، من أبسطها ، وهي تعمل يدويًا ، إلى أكثرها تعقيدًا ، وتلقائية بسرعات إنتاج عالية.
سنقدم في هذا المستند كيفية إنشاء الإغلاق والعناصر المكونة له والأدوات التي تؤديه ، بالإضافة إلى المشكلات الرئيسية التي قد تنشأ أثناء تنفيذه ، كما سنقوم بتحليل التصميمات المختلفة وأحجامها ، على أساس موصى به على أقطار وخصائص الحاويات المستخدمة.
بالنسبة للقارئ الذي لم يبدأ في هذا الأمر ، نقترح أن تبدأ أولاً بقراءة مصطلحات الخاتمة التالية ، حتى تتمكن من متابعة المعجم المستخدم في هذا العمل دون صعوبة. يمكن للقارئ الذي لديه معرفة مسبقة بهذا الموضوع تخطيه والانتقال إلى النقطة التالية.
2º. – المصطلحات
نحدد أدناه المصطلحات الفنية المختلفة المستخدمة في نظرية الإغلاق. لنبدأ بإدراج أجزاء جسم الحاوية والجزء السفلي الذي سيشارك في إجراء الإغلاق.
أ- جسم الحاوية : هذه العناصر موضحة في الشكل 2
– التماس الجانب: الاتحاد الجانبي لجسم الحاوية ، يتم تحقيقه عادةً عن طريق اللحام الكهربائي ، على الرغم من أنه يمكن تحقيقه أيضًا من خلال عملية الإغلاق مع إضافة اسمنت مانع للتسرب بالحرارة .
– الجسم: الجزء الأسطواني أو المستطيل أو غير المنتظم الذي يشكل جدران الحاوية.
– رمشة عين : الحدود التي تمثل الجسد من كل طرف. يتكون من جزء مسطح ، عمودي تقريبًا على جدار جسم الحاوية ، وقوس يربط هذا الجزء المسطح بالجسم المذكور.
– نصف قطر علامة الجدولة: نصف قطر قوس الشفة والذي يربطها بالجسم.
الشكل رقم 2: عناصر جسم العلبة التي تشكل جزءًا من الإغلاق
ب- قاع الحاوية: يوضح الشكل 3 مكونات الصندوق التي تشارك في الإغلاق.
– الجناح السفلي: الجزء الخارجي من القاع الذي يتشوه أثناء عملية الإغلاق ويتكامل مع الإغلاق.
– حافة الضفيرة: الجزء الأخير من الضفيرة. ودائمًا ما يوجد بها فولاذ مكشوف ، مما يجعلها حساسة للأكسدة.
– مركب مانع للتسرب (أو مطاط): مادة مصنوعة من المطاط الصناعي ، مما يسهل الإغلاق المحكم للإغلاق. يتم تطبيقه على الجزء الداخلي من الجناح السفلي.
– حائط الوعاء: التقسيم الجانبي الذي يحدد التجويف في الأسفل ، والذي يسمح بإيواء مغزل الإغلاق
– عمق الجرافة: (هـ) المسافة بين الجزء العلوي من الجناح (في حالة القاع الفضفاض) ، أو الإغلاق (بمجرد الانتهاء منه) إلى اللوحة المركزية للأسفل. يجب قياسه عند النقطة التي ينتهي عندها نصف قطر الجرافة السفلية.
– نصف قطر جدار الجرافة : القوس الذي يربط الجزء السفلي من جدار الحوض باللوحة المركزية في الأسفل
– نصف قطر الجناح: قوس يربط الجزء العلوي من جدار الجرافة بالجناح.
– مجعد: الانحناء الداخلي لطرف الجناح السفلي. أثناء الإغلاق ، يعمل على بدء تشكيل الخطاف السفلي.
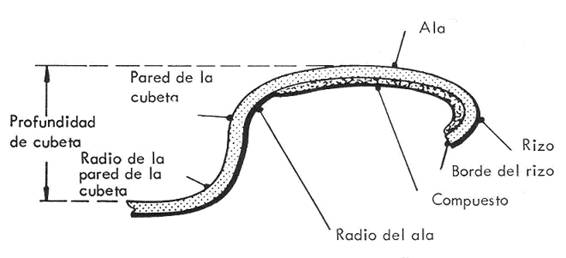
الشكل رقم 3: المكونات السفلية للإغلاق
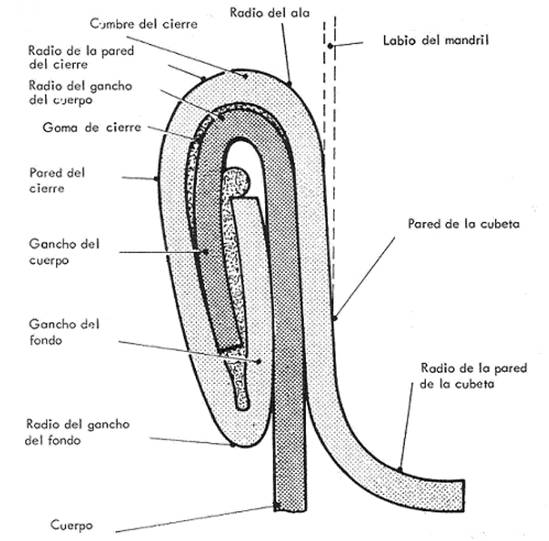
ج- مصطلحات الإغلاق نفسه : ينعكس في الرسمين 4 و 5. . تنعكس عناصر الإغلاق التي هي كميات مادية – قياسات الطول – في الرسم رقم 5 المحدود بحرف.
– تعديل ظرف الظرف: يحدد درجة كفاية تموضع وجهود الاختراق للمغزل داخل الوعاء السفلي.
– التجاعيد في الخطافات: هي تموجات أو طيات تتشكل عموديًا في الخطاف السفلي. إنها غير مرغوب فيها ، لأنها إذا كانت لها بعض الأهمية ، فقد تؤثر على إحكام الختم.
– المتطور والحديث: نتوء حاد يقع عند التقاطع بين الجزء العلوي من الإغلاق وجدار الدرج
– حافة حادة : حافة القطع إلى درجة أقل ، لا تقدم حافة حادة ولكن مجرد زاوية قائمة
– تقع في الاتحاد: تشوه للخطاف السفلي في منطقة اللحام الجانبي.
– الختام: إنه جزء من العلبة يتكون من اتحاد حواف القاع والجسم ، عن طريق خطافات أو طيات تتشابك وتشكل بنية ذات مقاومة ميكانيكية عالية. يجب أن يكون محكم الإغلاق.
– الاكتناز: يتم التعبير عن النسبة بين سماكات المعدن الخمسة للإغلاق والسماكة الفعلية بنسبة٪.
– اختتام القمة: المنطقة العلوية مدورة للإغلاق. إنه جزء من الجناح السفلي مشوه بالفعل.
– مساحة فارغة: هو الفرق بين سماكة الإغلاق المقاس فعليًا ومجموع سماكة الأوراق الخمس المضمنة في الإغلاق.
– سمك الختم: (ح) يقاس البعد الأقصى للإغلاق في الاتجاه العمودي على محور الحاوية. يحتوي على خمس طبقات معدنية للإغلاق.
– إغلاق كاذب : المنطقة التي لا يتم فيها تثبيت بعض أجزاء خطافات المشبك ، على الرغم من أن المظهر هو مشبك عادي.
الشكل 4: اختتام المصطلحات
– خطاف الجسم: (د) جزء شفة الجسم الذي ينحني أثناء تشكيل الإغلاق.
– الخطاف السفلي: (g) جزء من الجناح السفلي ينثني لأعلى أثناء الإغلاق لربطه بالخطاف الموجود بالجسم.
– الفجوة: (i) مساحة فارغة متبقية بين الجزء الداخلي من الجزء العلوي من الإغلاق والمنطقة العلوية من خطاف الجسم.
– ثغرات: المساحات المفتوحة الموجودة في نهاية خطاف الفونو والجسم التي يملأها المركب أثناء عملية الإغلاق.
– بصمة تشاك : العلامات التي يتركها المغزل حول المحيط الداخلي للجسم المجاور لنصف قطر جدار الجرافة ، ويتكون من الضغط الذي تمارسه بكرات الإغلاق أثناء ذلك.
– طول الإغلاق: (و) المسافة بين أعلى وأسفل الإغلاق.
– البارامترات الحرجة: قيم الإغلاق المزدوج التي يجب تلبيتها لتحقيق المقبولية.
– جدار الإغلاق: الجزء الخارجي من الإغلاق ، يتكون من الوجه الخارجي للخطاف السفلي. إنه ذو شكل ملف تعريف لفة الإغلاق العملية الثانية ، أي منحنى نصف قطر واسع.
– تزلج: تشكيل غير مكتمل للدرز ، بسبب إزاحة اللفة في العملية الثانية.
– اختراق خطاف الجسم: (ب / ج) العلاقة بين طول خطاف الجسم والطول الداخلي للإغلاق ، معبرًا عنها بالنسبة المئوية. يشير إلى مقدار خطاف الجسم الذي تم دفعه في المركب السفلي أو الحشية.
– ذروة التركيب: إسقاط بزاوية يقع عند قاعدة الإغلاق في منطقة اللحام الجانبي
– الضغط (أو الشد) على الخطاف السفلي: يتم قياس ارتفاع التموجات الموجودة في الخطاف السفلي ، بنسبة٪ من ارتفاع الخطاف.
– نصف قطر جدار الإغلاق: منحنى يربط الجزء العلوي من الإغلاق بالجدار.
– نصف قطر خطاف الجسم: منحنى الانحناء في تشكيل خطاف الجسم.
– نصف قطر الخطاف السفلي: منحنى الطاعون في تشكيل خطاف القاع.
– الختم الأساسي (أو الختم): الذي يتم إنتاجه عند تثبيت خطاف الجسم ، على المطاط أو الحشية المركبة الموجودة في الخطاف السفلي.
– الختم الثانوي (أو الختم): الذي تم إنشاؤه عن طريق تداخل وسحق خطاف الجسم والخطاف السفلي ، داخل الإغلاق.
– التداخل (أو التداخل): (أ) إنه حجم التداخل الناتج في الإغلاق بين خطاف الجسم والخطاف السفلي.
كما قلنا أعلاه ، فإن عناصر الإغلاق التي هي مقادير مادية – مقاييس الطول – تنعكس في الرسم رقم 5 ، الذي يظهر أدناه ، والمحدود بحرف.
الشكل رقم 5: أبعاد الأجزاء القابلة للقياس للإغلاق.
– الاتحاد أو التجمع: يتزامن جزء من الإغلاق مع التماس الجانبي للجسم.
د- أدوات الخياطه:
إن أجزاء الخياط التي ترتبط مباشرة بالإغلاق هي أدواتها. تتغير هذه القطع حسب حجم الحاوية ونوع الإغلاق الذي نريد القيام به. يظهر بعضهم في الصورة 6. نحددها وإعداداتها الرئيسية:
– تعديل ارتفاع الإغلاق: إنه المسار بين الوجه السفلي لشياق الإغلاق والوجه العلوي للوحة الضغط. يتم قياس هذه المسافة عندما يعمل الجزء العلوي من كاميرا العملية الأولى
– الحمل الأساسي للوحة الضغط: يتم تطبيق القوة على قاعدة العلبة ، من خلال لوحة الضغط ، أثناء تشكيل الختم.
– أقرب: آلة تقوم بعملية الإغلاق بين القاع والجسم. كما يتلقى أسماء أخرى مثل sertidora.
– قاذف: يقع جزء من آلة الخياطة في وسط المغزل ، مما يدفع الحاوية المغلقة لاستخراجها ، بمجرد اكتمال العملية الثانية. لديه تنظيم الطول والقوة
– تشاك ليب: حافة ظرف الملامسة لجدار الوعاء
– تشاك: جزء من أدوات الخياطه التي تتغير مع قطر الحاوية. يتم وضعه في الدرج السفلي أثناء تشكيل الختم. إنه بمثابة سندان يتم تشكيل الإغلاق عليه.
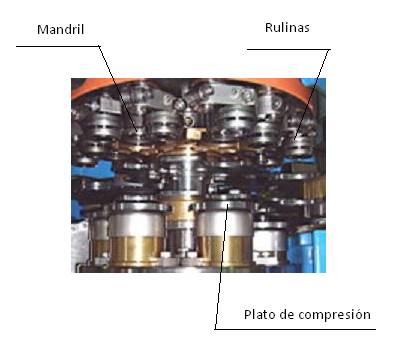
الصورة رقم 6: أدوات رؤوس الخياط
– الملف الشخصي لفة: إنه الكفاف الضروري ، للجزء النشط من الأسطوانة ، لتحقيق التشكيل الصحيح للمعدن ، وهو مطلوب لتلبية مواصفات الهيكل والخطافات السفلية.
– لوحة ضغط: جزء من أدوات الخياطه التي تتغير مع قطر الحاوية. على العلبة تجلس أثناء تشكيل الإغلاق. وهي مجهزة بحركة صعودا وهبوطا وتعمل بزنبركات. وتسمى أيضًا “لوحة القاعدة”.
– أسطوانة : إنه جزء من الخياط الذي يقوم بعملية تشويه المعدن ، لتكوين الجسم والخطافات السفلية والرابط بينهما. هناك نوعان ، العملية الأولى ، والتي تقوم بتشكيل الخطاطيف وربطها ، والثانية ، والتي يتم تكسيرها معًا. كما يتلقى أسماء أخرى مثل: عربات اليد ، عجلات الإغلاق ، العجلات ، بكرات الإغلاق …
3º.- جيل الإغلاق
طريقة أخرى للتعريف “الإغلاق” هو: “الختم المحكم بين جسم العبوة وقاعها”. . إنها عملية تشويه المعادن ، والتي تتكون أساسًا من عمليتين ، على الرغم من أنه في حالات إغلاق الحاويات غير المنتظمة الصعبة ، قد يلزم إجراء ثلاث عمليات. لتحقيق الختم ، يلزم استخدام المطاط – أو المركب – ، والذي يتم ترسيبه على الجزء الداخلي للجناح السفلي ، وبعد إجراء عملية الإغلاق ، يتم وضعه داخل الإغلاق.
يتم الإغلاق كما يظهر بشكل تخطيطي في الشكل 7 ، و ينقسم بشكل أساسي إلى 3 خطوات متتالية :
- موقع أو وضع الجزء السفلي في موضعه على الجسم ، وجسم الحاوية على لوحة الضغط
- عملية الإغلاق الأولى
- عملية الإغلاق الثانية
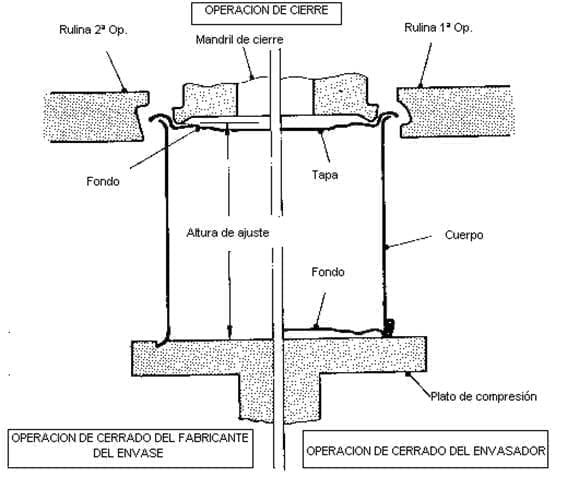
الشكل رقم 7: مخطط لعملية الإغلاق
بكرات:
يتم الإغلاق من خلال عمل بكرتين أو بكرات للربط ، والتي تم تحديدها أيضًا بأسماء مختلفة حسب المنطقة الجغرافية ، (عربات اليد ، والمقابض ، والعجلات ، والحزم …). ينقسم عملهم إلى عملية أولى ، تليها عملية ثانية.
لديهم حلق ، أو منطقة عمل ، مكونة من صور ظلية ذات أشكال خاصة ، تسمى “ملفات التعريف المغلقة”. هذا الملف الشخصي متغير في الشكل اعتمادًا على ما إذا كانت العملية الأولى أو الثانية ، اعتمادًا على خصائص أو مواصفات الجناح أو لوحة الإغلاق في أسفل العلبة ، وسمك المادة المراد إغلاقها. كقاعدة عامة ، كلما كان حجم الشفة السفلية أكبر ، وكلما زادت سماكة المادة ، اتسع نطاق الملف الجانبي للفة وأعمقه ، أو ما هو نفسه ، فهو دالة على شكل الحاوية ومقياس المعدن. تستخدم في مكوناتها. هذا يعني أنه يمكن استخدام نفس النوع من البروفيلات ، لكن أبعادها تزيد أو تنقص حسب حجم الحاوية وسماكة المعدن.
بين بكرات الإغلاق الأولى والثانية ، يتمثل الاختلاف الرئيسي في ملفها الجانبي ومهمتها ، نظرًا لأن الغرض الرئيسي لعربة التشغيل الأولى هو لف الجناح السفلي حول خطاف الهيكل أثناء تشكيله. الغرض من شاحنة التشغيل الثانية هو إحكام وتثبيت الإغلاق الذي تم بدء تشغيله بالفعل ، من أجل تحقيق إحكامه. دعنا نلقي نظرة فاحصة على هذه الخطوات الثلاثة الختامية.
ضغط:
يتم وضع الحاوية المراد إغلاقها – الهيكل والقاع – على لوحة قابلة للتعديل ، والتي يمكن أن تتحرك عموديًا ، بحيث يتم الاحتفاظ بالحاوية بين هذه اللوحة ومغزل الإغلاق.
يتم الضغط عن طريق زنبرك ، وتتمثل مهمته الرئيسية في تجنب الحركة النسبية للحاوية فيما يتعلق بعمود الإغلاق ، مما يسمح بالتحول التدريجي لحافة الهيكل والجناح السفلي أثناء الإغلاق.
العملية الأولى:
كما أشرنا بالفعل ، خلال عملية الإغلاق الأولى ، يتم دحرجة الحافة السفلية برفق فوق حافة جسم العلبة ، في نفس الوقت الذي يتم فيه ثني الأخير ، مما يؤدي إلى تشكيل خطافات فضفاضة للغاية ، مما يترك مسافة بين جدرانها. في رسم رقم 8 يتم تمثيل بداية ونهاية هذه الخطوة في تسلسلين.
الشكل رقم 8: بداية ونهاية عملية الإغلاق الأولى
كما يمكن رؤيته بسهولة ، فإن الأداء الصحيح لهذه العملية الأولى أمر حاسم للحصول على ختم جيد ، ويجب توخي الحذر بشكل خاص في ضبطه.
يجب أن يُظهر المقطع العرضي للعملية الأولى تداخلًا جيدًا للخطافات أو ثنايا الجسم والجزء السفلي ، وكذلك عدم وجود تشوهات في تكوين المفصل. يزداد عمق الدرج بشكل تدريجي خلال العمليتين الأولى والثانية.
سيتم تقديم بعض التفاصيل حول تشكيل الإغلاق أثناء العملية الأولى لأجسام وقيعان ذات أشكال غير منتظمة لاحقًا ؛ ومع ذلك ، فإن مبادئ القبول هي نفسها ، لكليهما العلب الأسطوانية وكذلك العلب ذات الشكل غير المنتظم .
العملية الثانية:
بعد تنفيذ أول عملية إغلاق ، أ أسطوانة تشكيل ثانية لضغط الطبقات المعدنية الخمس (اثنان من جسم العلبة وثلاثة من الأسفل) ، لإنشاء خط محكم. يتم تنفيذ عملية شد وكي خطافات القاع والجسم معًا بشكل تدريجي. يوضح الشكل 9 أيضًا بداية ونهاية هذه الخطوة. تمنح هذه العملية الإغلاق مقاومة ميكانيكية كافية وضيقًا لتحمل الضمانات ، وفي ظل ظروف الاستخدام العادية ، المراحل المختلفة لعملية تصنيع التغليف والتوزيع.
الشكل رقم 9: بداية ونهاية عملية الإغلاق الثانية
ختم الإغلاق:
يمكن تحديد منطقتين مانع للتسرب في الإغلاق. يتم إنتاج الختم أولاً عندما يتم تثبيت حافة جسم العلبة ، أي خطاف الجسم ، على المطاط أو الحشية المركبة ، والمواد المملحة الموجودة داخل الطية المتكونة في الجناح السفلي ، أو الخطاف السفلي. يتم إنشاء الختم الثانوي عن طريق تداخل وسحق خطاف الجسم والخطاف السفلي ، داخل الإغلاق.
يتغير حجم ونوع ووزن الختم المطاطي بشكل كبير مع قطر الحاويات ، مع تغيير تركيبته حسب المنتج الذي ستحتوي عليه الحاوية. يمكن أن يؤدي عدم التوافق بين مركب الإغلاق ومحتويات الحاوية إلى تلوث المنتج والصمغ ، مما يضعف بشكل كبير خصائص الإغلاق.
تطبيق هذا المركب الختامي يتم عن طريق آلات الصمغ ، ويمكن أن يتم ذلك بتقنيات مختلفة: السدادة القطنية أو الدش أو الفوهة. يجب أن يتم تنظيمه وقت التطبيق بحذر شديد لتجنب مشاكل التسرب في الحاوية. الغرض من المجمع هو احتلال المساحة الحرة والفجوات الموجودة داخل الإغلاق.
يجب أن يكون للإغلاق الذي يتم تحقيقه على هذا النحو قوة ميكانيكية مناسبة وضيق كافٍ في ظل ظروف الاستخدام العادية.
معلمات الإغلاق الحرجة:
تسمى الجوانب أو العوامل الرئيسية في تكوين السداد الذي ينتج وصلة خالية من التسرب معلمات القبول الحرجة وهي:
– ضيق الاغلاق: يظهر درجة الشد. يضمن أن الختم المزدوج كان تحت ضغط كافٍ.
– اختراق الجسم هوك : يعكس تثبيت خطاف الجسم ضمن الارتفاع الصافي للإغلاق. يقيس تشكيل الختم الأساسي.
– تداخل (أو تداخل): يظهر التداخل بين الخطافين (الجسم والقاع). يقيس تشكيل الختم الثانوي.
سنعود إلى هذه المفاهيم بعمق أكبر لاحقًا.
4º. – إغلاق العملية
أ- إغلاق
يتم تنفيذ عملية إغلاق حاويات الطعام المعلب أو أي منتج آخر في آلات إغلاق الحاويات أو العلب . من حيث المبدأ ، يمكن تصنيفها إلى مجموعتين كبيرتين: آلات غرز العلب الأسطوانية وخياطة العلب غير المنتظمة.
يمكن غرزات أسطوانية
معظم العلب أسطوانية الشكل. مع هذا الشكل ، يمكن تحقيق سرعات تعبئة وإغلاق أعلى بسهولة أكبر. يمكن تقسيم الخياطين التي تعمل بالأسطوانة إلى نوعين:
-1º. – تلك التي تدور فيها الحاوية أثناء عملية الإغلاق. يمكن أن يكون لها رأس واحد أو أكثر وتسمح بسرعات إغلاق عالية. حيث يتم وضع الحاوية بغطائها ، والتي يتم تغذيتها بشكل منفصل إلى الماكينة ، بين المغزل ولوحة الضغط ، حيث يثبت القاذف الغطاء في مكانه أثناء ارتفاع اللوحة حتى يتم وضع الحاوية في وضع الإغلاق.، الضغط على تشاك. في تلك اللحظة ، تبدأ لوحة الضغط والحاوية والشياق في الدوران معًا ، مما ينتج عنه عملية الإغلاق الأولى بسبب عمل البكرات المقابلة ، والتي تقترب في أذرعها ويتم تشغيلها بواسطة كاميرا ؛ ثم ، من خلال إجراء مماثل ، يتم تنفيذ العملية الثانية ، ويتم الانتهاء من نفس اللوحة ويتم الإغلاق.
يتم استخدامها لتصنيع العلب وكذلك في تعبئة بعض المنتجات. لتحديد سرعة إغلاق الماكينة ، يجب مراعاة عوامل مثل: قطر الحاوية والمنتج المراد تعبئته وإمكانيات انسكاب المنتج.
– 2º. – تلك التي تحافظ على الحاوية دون الدوران أثناء الإغلاق. في هذا النوع من آلات الخياطة ، تظل العلبة غير متحركة ، بينما يدور رأس الإغلاق للماكينة حول العلبة. توجد أذرع حامل الأسطوانة في هذا الرأس.
هناك أيضًا أنواع مختلفة من الخياطين من هذا النوع والتي تعمل تحت الفراغ لبعض المنتجات مثل اللحوم ومنتجات الألبان وما إلى ذلك. هناك عدة طرق لتحقيق الفراغ في عملية ملء الحاوية وإغلاقها:
– فراغ ميكانيكي عن طريق مضخة تفريغ ، يتم حفظ الحاوية أثناء الإغلاق في غرفة مغلقة بإحكام.
– فراغ بخار الماء ، يطرد الهواء عن طريق حقن بخار نفاث في مساحة رأس الحاوية المملوءة. عندما يتكثف البخار ، يتم إنتاج فراغ.
– فراغ التعبئة الساخنة ، يتم تحقيقه عن طريق ملء الحاوية إلى الأعلى بمنتج ساخن وبالتالي متسع ، عندما يبرد ويقلل من حجمه ، يتم إنشاء غرفة تفريغ داخلية.
اعتمادًا على المنتج المراد تعبئته ، يتم اختيار نوع أو آخر من آلات الخياطة ، وبالتالي يتم استخدام الحالة الأولى للمنتجات الغذائية ، والأخيرة لمنتجات اللحوم. يؤدي استخدام الفراغ دائمًا إلى إبطاء الدورة.
غرز العلب غير المنتظمة
يشمل مصطلح “غير منتظم” جميع أنواع العلب غير الأسطوانية. تم تصميم آلات الخياطة هذه لإغلاق العلب المستطيلة أو البيضاوية أو المستطيلة أو المربعة أو ذات الشكل الكمثرى ؛ تميل إلى العمل بسرعات منخفضة ومعقدة في التصميم. تم تصميم بعض هذه الخراطة للعمل في ظل ظروف فراغ ، مما يزيد من تعقيد التشغيل الميكانيكي للمعدات.
مبدأ التشغيل هو كما يلي: تصل العلب المملوءة بالمنتج إلى الماكينة ، إما يدويًا أو ميكانيكيًا ، حتى منصة الإغلاق ، المعروفة باسم “لوحة الضغط” ، قبل وضع الجزء السفلي على العلبة. لذلك ، يتم وضع الحاوية والقاع بطريقة مماثلة لخياطة الحاوية المستديرة.
في هذه الآلات ، يتم وضع بكرات العملية الأولى ، والتي تكون عادةً زوجًا ، في الاتجاه المعاكس تمامًا. وهي تدور حول المغزل والوعاء ، وهما ثابتان ، ويمارسان ضغطًا معينًا على الأخير يتم تنظيمه من خلال عمل الكاميرا. انظر الرسم 10.
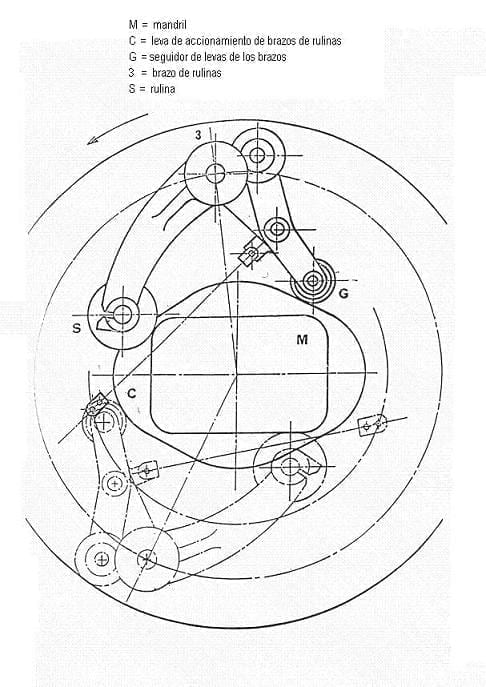
الشكل رقم 10: عرض مخطط لرأس إغلاق للحاويات المستطيلة
بعد ذلك وبطريقة مماثلة ، يتم تفعيل بكرات العملية الثانية. بمجرد الانتهاء من الإغلاق وفصل أذرع العملية الثانية ، يعمل القاذف ، ويفصل الحاوية عن المغزل ، مصاحبًا لوحة الضغط في حركتها إلى أسفل.
يمكن لبعض الفراغات غير المنتظمة التي يتم تغذيتها يدويًا أن ترفع العلبة على مرحلتين. هذا يعني أنه بمجرد وضع العلبة على اللوحة ، فإن الحركة الميكانيكية للآلة ترفع العلبة إلى نقطة أسفل بكرة الإغلاق. في هذا الموضع ، يتم إنشاء فراغ في غرفة الإغلاق. هذا الفراغ يطلق حركة الرفع الثانية ، والتي ترفع العلبة حتى تسمح ببدء عملية الإغلاق. عادة ما تعمل آلات اللحام عالية السرعة بمحطة تفريغ مسبق قبل الإغلاق.
تسمح بعض أنواع النجوم الدوارة بزيادة السرعة ، ولكنها نادرًا ما تتجاوز 100 علبة / دقيقة. عندما يتعذر الحفاظ على فاصل بين الجسم وقاعه قبل بدء عملية الإغلاق ، أثناء وقت سحب الفراغ ، فمن الضروري استخدام قيعان مصممة خصيصًا ، والتي توفر ممرًا للهواء للخروج داخل العلبة. يتم تحقيق ذلك من خلال عمل شقوق في الجناح السفلي ، والتي تستقر على حافة الجسم ، مما يرفع مستوى الجناح قليلاً ، وبالتالي يترك مساحة خالية للهروب من الداخل. بدون هذا الفصل ، سوف تتداخل شفة جسم العلبة فوق مطاط الحافة السفلية ، مما يؤدي إلى إنشاء ختم يمنع الحصول على الفراغ داخل العلبة. يشار إلى هذا النوع من الصناديق الخاصة عادة باسم صندوق الدمامل. لاحقًا سنعود إلى تعقيد إغلاق الحاويات غير المنتظمة.
الأجزاء الأساسية لأداة الإغلاق
بكرات: وهي عبارة عن بكرات فولاذية في حالة مصنعي الحاويات أو الفولاذ المقاوم للصدأ الخاص للتعليب ، بدرجة عالية جدًا من الصلابة. يتم تثبيتها على محور أو على محامل. انظر الشكل 11
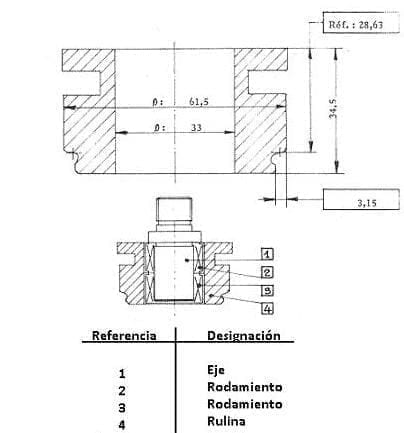
الشكل رقم 11: لفة الإغلاق
الأسطوانة المسحوبة هنا هي من نوع الدليل المزدوج ، وتوضح تجميع عمودها مع المحامل المقابلة. تشير القياسات الموضحة في الرسم إلى الأبعاد المناسبة لنوع معين من الخياط – FMC. 521 -. الأبعاد الموجودة في المستطيل أساسية لإجراء الضبط الصحيح ، لأنها تحدد المسافات من النقطة المرجعية في حلق الشاحنة إلى كعبها (3.15 مم) ، والسطح التوجيهي (28.63 مم)
يتم تكوين مناطق العمل لهذه البكرات مع صور ظلية ذات أشكال خاصة ، تسمى “ملفات تعريف الإغلاق”. يقوم الذراع حيث يتم إدخالهما بحركة اقتراب وفصل فيما يتعلق بالشياق تلقائيًا. هذه الحركة بأمر من كاميرا.
مهمته خلال الختام ، وأدائه خلال الختام سبق وصفها أعلاه. أشكال وأبعاد الملامح لعجلات الإغلاق لها تأثير حاسم على شد التماس. يجب أن تتمتع حناجر البكرات بسطح تشطيب ممتاز ، فكلما كانت أعلى ، كانت النتائج أفضل.
أسطوانة العملية الأولى: شكلها الجانبي دائمًا عميق وضيق ، ويكون انحناء الحافة السفلية أكثر وضوحًا من انحناء الحافة العلوية. انظر الشكل 8. يعمل الملف الشخصي كمركب عام لتشكيل خطافات الجسم والقاع. والغرض منه هو دحرجة معدن الجناح السفلي مع شفة الهيكل ، وإدخاله في الأخير. انظر الشكل 8. يكون للإغلاق الناتج شكل خارجي مستدير ويكون ارتفاعه أقل من ارتفاع الإغلاق النهائي.
لفة العملية الثانية: شكلها الجانبي ضحل وأعلى من العملية الأولى ، مما يعطي انحناءًا أكثر وضوحًا عند الحافة العلوية. انظر الشكل رقم 9. كما أوضحنا من قبل ، فهي تقوم بعملية الإنهاء عن طريق الضغط على الإغلاق ، الذي تم تشكيله في العملية الأولى ، ضد المغزل ، بحيث يتم تسويتها واستقامة الخطافات. انظر الشكل رقم 9.
تشاك: وهي عبارة عن صفيحة مركبة على عمود ، بشفة أو شفة تتكيف مع الجزء السفلي لتغلق ، وتعتمد خصائصها على الشركة المصنعة للحاوية. انظر الشكل 12. تؤثر أبعاده أيضًا على شكل وتكوين الإغلاق ، لأنه يعمل كقاعدة دعم لعمل البكرات.
يمثل المغزل الموضح في القسم في الشكل 12 مثالًا نموذجيًا للوحة لحاوية مستديرة ، تُستخدم مع بكرات من النوع الموجه. يُظهر خيطًا مركزيًا بخطوة دقيقة وإلى اليسار ، لضمان عدم ارتخاءه عند تدويره إلى اليمين. وهي مجهزة بأربعة ثقوب على وجهها السفلي ، لمفتاح تجميع وتفكيك خاص. على نفس الوجه ، يحتوي على فترة راحة لإيواء الملف الشخصي السفلي.
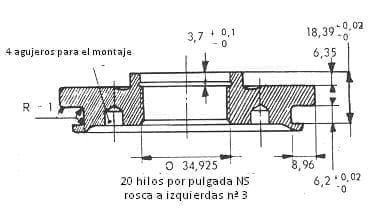
الشكل رقم 12: مثال على ظرف القاع المستدير
الشفة مخروطية الشكل قليلاً ، لتسهيل طرد الحاوية المغلقة والتكيف بشكل أفضل مع الشكل الأولي للصينية. في الماضي ، كان سطح الشفة مخددًا لمنع انزلاق القاع أثناء الإغلاق ، ولكن تم التخلص من هذه الممارسة بسبب تلف ورنيش الحماية الخارجية للقاع ، مما أدى لاحقًا إلى الأكسدة في المنطقة. يقدم الجزء المركزي تجويفًا ، والذي يعمل على سد حلقات التمدد وطبقات ملف تعريف اللوحة السفلية.
يتم تحديد شفة الظرف بأربعة أبعاد أساسية موضحة في الشكل رقم. 13
الشكل رقم 13: لمحة عن شفة المغزل
هم انهم
– ارتفاع الشفة S1. قيمة S1 مرتبطة بعمق الحوض (أ) من القاع. تقترح SEFEL الصيغة التالية لتحديدها:
o S1 = A + 0.13 لجميع القيعان المستديرة التي يزيد قطرها عن 60 مم
أو S1 = A + 10 للأقطار الأقل من 60 مم.
– زاوية ميل الشفة: قيمته الطبيعية هي 4º. المبلغ المعترف به من قبل SEFEL
– نصف قطر قاعدة الشفة P1. قيمته الطبيعية 1 مم. المبلغ المعترف به من قبل SEFEL.
– القطر عند النقطة المرجعية N2: يتم الحصول على القطر N2 من قطر كتلة الخرامة السفلية (B1) ، أي من الجزء الذي يحدد قطر الكوب السفلي. توصي SEFEL بالصيغة التالية:
N2 = B1 + 0.12
لوحة الضغط:
كما توقعنا سابقًا ، فهي بمثابة دعم للحاوية ، وتركز عليها وتنقل ضغط الزنبرك على المغزل. شكلها يعتمد على نهاية الحاوية. في حالة آلات اللحام لصنع العلب ، فإنها تقدم صورة ملف تعريف لنسخ شفة جسم الحاوية ؛ لملء الغرز ، توجد قنوات على سطحها ، والتي تتزامن مع إغلاق قاعدتها ، لتثبيت العلبة في الموضع الصحيح. انظر الشكل رقم 14. في ذلك ، يتم تقديم ملف تعريف لوحة لخياط تصنيع الحاوية ، ويتم تقديم صيغ تقريبية لتحديد قياساتها ، اعتمادًا على الشكل الذي سيتم إغلاقه.
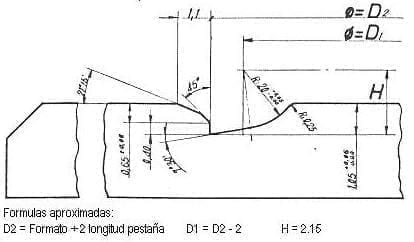
الشكل رقم 14: ملف تعريف لوحة الضغط لخياطة مصنعي العبوات
يتم تثبيته على رمح. في حالة السكون يكون على مسافة من المغزل أكبر من مسافة الحاوية مع وضع الجزء السفلي في وقت الإغلاق. يتم تنظيم الضغط من خلال العمل على هذه اللوحة ، وسنعود لاحقًا إلى هذا عندما نناقش ضبط الخياط.
يكون لتمركز اللوحة أيضًا تأثير أثناء الإغلاق. يجب أن تتمركز بشكل مثالي فيما يتعلق بالمحور وأن تكون متوازية قدر الإمكان مع المغزل.
قاذف:
يتم تزويد جميع آلات الإغلاق الأوتوماتيكي بآليات طرد ، والتي تساهم في نفس الوقت في الحفاظ على الوضع الصحيح للقاع على الحاوية ، قبل الوصول إلى موضع الإغلاق. بالإضافة إلى ذلك ، يفصل القاذف الحاوية المغلقة عن المغزل بمجرد إجراء الإغلاق.
هذا القاذف عبارة عن عمود محمل بنابض ، وله صفيحة صغيرة في نهايته ، وموجودة في فتحة مصنوعة في وسط لوحة المغزل. مزود بحركة بديلة (تصاعدي – تنازلي) تعمل في وسط القاع. انظر الشكل رقم 15
الشكل رقم 15: رأس إغلاق لقباب وقيعان الهباء الجوي بقاذف
الرأس الموضح في الشكل 15 هو رأس الخياط ذو الرؤوس الأفقية لإغلاق القباب والقيعان لحاويات الأيروسول. يُظهر الجزء العلوي من الرسم قسمًا من رأس القباب ، وفي هذه الحالة يكون المستخرج أقصر للسماح بمساحة عند الارتفاع الأكبر للقبة. يوضح الجزء السفلي من الرسم حالة القيعان التي لها شكل مقعر.
في آلات اللحام المجهزة بالحقن بالبخار لتحقيق التفريغ ، من الضروري المزامنة الكاملة لحركات لوحة الضغط والقاذف. مع زيادة السرعة ، يصبح إعداد القاذف أكثر أهمية ، ويجب أن يكون أكثر دقة كلما عملت بشكل أسرع.
ب- الإغلاق
يمكن إغلاق أسطواني
في الوقت الحالي ، تنتج معدات إغلاق الحاويات الأسطوانية ، الثابتة منها والدوارة على حد سواء ، عمليات إغلاق موحدة وعالية الجودة ، مع القليل من المشاكل من حيث تشكيل المعادن. ومع ذلك ، فإن التغييرات التي تم إدخالها في سمك المادة السفلية ، مع تخفيضات كبيرة فيها ، أجبرت على إعادة تصميم الحافة السفلية من أجل الحفاظ على جودة عالية للدرز. سنعود إلى هذا الموضوع لاحقًا.
الاستخدام المتكرر لأوعية النقانق في قطاعات مختلفة ، مثل الأسماك واللحوم ، قلل بشكل كبير من مخاطر نقص الجودة في الإغلاق ، والذي سينعكس في التعديلات بسبب التسريبات. إذا تم استخدام العلب المكونة من ثلاث قطع ، مع اللحام الجانبي كهربائيًا ، فهناك دائمًا منطقة منخفضة الجودة في تداخل خطافات القاع والجسم ، بالتزامن مع منطقة التماس الجانبي ، بسبب زيادة سمك الجسم خطاف نشأ عن طريق اللحام. يتم إبراز هذا التأثير إلى نقطة يمكن أن تكون خطيرة عندما يتعلق الأمر بالحاويات ذات التماس الجانبي المخيط – أو المجعد – مع إضافة الأسمنت بالحرارة كمادة مانعة للتسرب. وبالطبع ، فإن قيود استخدام هذا النوع من التعبئة على المنتجات بدون معالجة تقلل إلى حد كبير من مخاطر التسرب. في كلتا الحالتين ، يجب أن تضمن معايير قبول الإغلاق المطبقة الحفاظ على السلامة المناسبة في تلك المنطقة عالية الخطورة من التماس.
إذا تمت مقارنة جودة الإغلاق التي تم تحقيقها الآن ، مع الاستخدام الواسع للحاويات ثلاثية القطع الملحومة كهربائياً أو المسحوبة بعمق ، مع تلك التي تم الحصول عليها سابقًا باستخدام الحاويات المجعدة والملحومة باستخدام لحام القصدير والرصاص ، فقد تحسنت النتائج بشكل كبير . ، نظرًا لأن الإغلاق لا يزال موحدًا في جميع أنحاء المحيط ، دون تقديم مناطق عالية الخطورة ، على الرغم من وجود دائمًا نقطة ذات جودة أقل في منطقة التماس الملحوم كهربائيًا ، كما أشرنا بالفعل.
يمكن إغلاق غير منتظم
هناك عدد من الأسواق التي تستخدم علب غير منتظمة الشكل مثل: اللحوم والأسماك وزيوت الطعام. ومع ذلك ، فإن الحاجة إلى تحقيق إغلاق عالي الجودة يكون أكثر صعوبة إذا تم استخدام هذه العلب ذات الأجسام والقيعان غير المنتظمة ، مقارنة بالنتائج التي تحققت مع العلب الأسطوانية.
سيتم فهم هذا بشكل أفضل إذا تذكرنا كيف يتم إغلاق هذه العلب. بمجرد ترسيب القاع على جسم الحاوية ، يتم وضع التجميع على لوحة الضغط. يؤدي ذلك إلى رفعه وإيواء الوعاء السفلي في لوحة ظرف الإغلاق. تبدأ الأذرع التي تحمل بكرات الإغلاق حركتها إلى الداخل – نتذكر أن هناك عادةً زوجًا متعاكسًا تمامًا من البكرات لكل عملية – وتتلامس مع الجناح السفلي. بمجرد إجراء هذا الاتصال ، تبدأ عملية تشويه المعدن. تتحرك البكرات من العملية الأولى بشكل تدريجي إلى الداخل ، حيث تقوم بإدارة العلبة. تخلق عملية التشوه موجة معدنية أمام ملف تعريف الأسطوانة بفعل نفس الشيء. في العلب الأسطوانية ، يتم توزيع هذه الموجة بشكل موحد خلال دورة عملية الإغلاق الأولى. في العلب غير المنتظمة تعمل عملية التشكيل هذه بنفس الطريقة ، باستثناء أنه بما أن اللفة من العملية الأولى تحيط بالعلبة ، فإن موجة المادة التي تمر أمامها عند وصولها إلى كل زاوية تترسب فيها. غالبًا ما ينتج عن عدم التحكم في المعدن الموجود في الزوايا ثنيات وتجاعيد في الخطاف في الجزء السفلي من عملية الإغلاق الأولى.
عندما تبدأ دورة عملية الإغلاق الثانية ، عادة أيضًا عن طريق ذراعي حامل البكرة ، يتم ضغط المفصل لإنتاج ختم محكم بمساعدة حشية مطاطية ، مع الحفاظ على ضغط كافٍ لإنتاج مانع التسرب خالٍ من التسرب. منطقيا ، كلما كان نصف قطر زاوية العلبة غير المنتظمة أصغر ، زاد خطر تكوين تجاعيد قوية تشوه الختم. يتم استخدام طرق مختلفة لتقليل مخاطر التجعيد والتجعيد في الزوايا. يلعب تصميم الصندوق دورًا مهمًا في حل هذه المشكلات.
إذا تم تقليل مادة الحافة السفلية في كل زاوية ، فسيتم تقليل حجم الموجة المعدنية التي يتم ترسيبها في هذه المرحلة أثناء عملية الإغلاق الأولى. ينتج عن ذلك خطاف سفلي أكثر اتساقًا على الجوانب والزوايا المستقيمة. من الواضح أنه من الضروري تحديد بعض المعايير الحرجة الدنيا ، ومن بينها حساب تقليل عرض الحافة ، من أجل موازنة المواد التي سيتم إيداعها في كل زاوية أثناء الإغلاق. لتوسيع هذه المعلومات نوصي بقراءة العمل:
قام صانعو الآلات ، بالاشتراك مع عمال المعادن ، بدراسة تصميم عمليات الإغلاق للتحكم بشكل مناسب في المواد في زوايا العلب غير المستوية. يتم تصغير مادة الجناح في المتحدث بشكل تدريجي ، بدءًا من الجزء المستقيم من الجناح المذكور. عادةً ما تبدأ بكرات التشغيل الأولى في حركة المنحنيات تدريجياً ، قبل أن ينتهي الجانب المستقيم بقليل ، وقبل أن تصل إلى نصف قطر العلبة. هذا يتحكم بشكل أفضل في تشكيل الخطاف على المتحدث.
هناك طريقة أخرى لتحسين الإغلاق وهي أن العملية الأولى لها تتم في دورتين حول العلبة بدلاً من واحدة وكسر ، كما يحدث في الحاويات المستديرة. هذا يسمح بتشكيل معدن الجناح بشكل أكثر سلاسة وتدريجية ، وبالتالي تقليل خطر الطيات والتجاعيد.
– بالضغط هنا يمكنك الوصول إلى الجزء الثاني من هذا العمل
العودة إلى علب مزدوجة إغلاق العالم
 أدوات إغلاق علب الألمنيوم
أدوات إغلاق علب الألمنيوم
 عملية الإغلاق الثانية لـ RULINAS
عملية الإغلاق الثانية لـ RULINAS
 عملية إغلاق RULINAS الأولى
عملية إغلاق RULINAS الأولى
 نظرية الإغلاق – الجزء الرابع
نظرية الإغلاق – الجزء الرابع
 نظرية الإغلاق – الجزء الثالث
نظرية الإغلاق – الجزء الثالث
 نظرية الإغلاق – الجزء الثاني
نظرية الإغلاق – الجزء الثاني
 أداة الإغلاق بطلاء نيتريد التيتانيوم
أداة الإغلاق بطلاء نيتريد التيتانيوم
 إجراءات الختم المزدوج
إجراءات الختم المزدوج
 تأثير الجزء السفلي أو جناح الغطاء على الختم المزدوج
تأثير الجزء السفلي أو جناح الغطاء على الختم المزدوج
 الورنيشات. – (الجزء الأول)
الورنيشات. – (الجزء الأول)



0 Comments