

– بالضغط هنا يمكنك الوصول إلى الجزء الأول من هذا العمل
– بالضغط هنا يمكنك الوصول إلى الجزء الثاني من هذا العمل
3rd الدفعة نظرية الإغلاق
6.- قبول الإغلاق (البارامترات الحرجة)
سلامة الإغلاق المزدوج له أهمية حاسمة ، والمستويات الدنيا للقبول هي نفسها بشكل أساسي لكل من العلب غير المنتظمة والاسطوانية.
الإصرار على ما سبق ، هناك جانبان لبناء الإغلاق ، مما ينتج عنه الختم المحكم . منطقة الختم الأساسية هي تلك التي نشأت من حافة خطاف الجسم المضمنة داخل المركب ، والموجودة داخل الخطاف في الأسفل. الختم الثانوي هو منطقة التداخل المعدني بين الجسم والخطافات السفلية الموجودة داخل خط التماس المفصل.
ال المعلمات الحرجة لقبول الإغلاق هم انهم:
1 – شد الختم (ضغط التشغيل الثاني):
يشار أيضًا إلى تأثير ضغط الخطوة الثانية على الإغلاق بإحكام الغلق. يجب أن يكون الإغلاق محكمًا لضمان أن المطاط ، الموجود في البداية في الجناح السفلي ، والذي يملأ الفراغات الفارغة للإغلاق ، يتم ضغطه بين الخطافات ، تاركًا خطاف الجسم مدمجًا فيه.
نظرًا لطبيعة عملية الإغلاق ، فإن تشكيل التجاعيد داخل الخطاف السفلي أثناء العملية الأولى أمر لا مفر منه ، وتختفي بالكامل تقريبًا في العملية الثانية. يمكن ملاحظة تلك التي تبقى بالعين المجردة وإعطاء إشارة إلى درجة ضيق الإغلاق. يمكن أن يتسبب وجود التجاعيد الواضحة في حدوث تسريبات طفيفة ، على الرغم من أنها إذا كانت طفيفة فإنها لا تؤثر عمليًا على إحكام الإغلاق. وبالتالي ، يمكن إصدار حكم تقريبي على ضيق الإغلاق من خلال ملاحظة التجاعيد المتبقية التي تنتج أو قد تؤدي إلى العملية الثانية. انظر الشكل رقم 42.

الشكل 42: تقييم التجاعيد في النسبة المئوية لارتفاع الخطاف السفلي
يُعد طول الخطاف السفلي الخالي من التجاعيد مؤشرًا على إحكام الإغلاق. يشار إلى هذه الدرجة من الشد (أو ضيق الإغلاق) على أنها طول خطاف القاع بدون تجاعيد ، معبرًا عنها كنسبة مئوية من الطول الإجمالي للخطاف المذكور. لا يمكن قياس هذا المؤشر ، يجب تقديره بصريًا ، ولأنه تقييم شخصي ، فإن تجربة معينة مطلوبة لتقييمه بشكل صحيح.
عندما لا توجد تجاعيد على الخطاف ، يكون الشد 100٪ وعندما يحتل التجعد كامل ارتفاع الخطاف يكون 0٪. هذه الدرجة من الضيق هي معلمة مهمة لجودة الختم. يجب أن تكون قيمته الدنيا 75٪ ، مع الإشارة دائمًا إلى أسوأ نقطة على الخطاف السفلي ، ويجب إيلاء اهتمام خاص لكلا جانبي منطقة مفصل اللحام الجانبي في فحصه. بالنسبة للحاويات غير المستديرة ، يجب أن يكون الحد الأدنى يتم قبول 60٪ من درجة الضيق على أنها مقبولة. يجب أن تكون التجاعيد ناعمة على شكل تموجات.
ستكون نسبة التجاعيد أقل كلما زاد قطر الحاوية. يتجلى ذلك بشكل ملموس في الحاويات المستطيلة الشكل ، حيث لا تظهر التجاعيد على الجوانب المستقيمة ، لكن وجودها يتجلى بشكل كبير في منحنيات الزاوية التي تكون نصف قطرها صغير. في نفس الشكل ، تعتمد كثافة التجاعيد الأكبر أو الأقل على ضغط بكرة العملية الثانية. تمتلئ التجاعيد الصغيرة بالحشية المطاطية ، وهذا أحد تطبيقاتها الرئيسية.
هناك ميل واضح لتقليل سمك القاع بسبب ضرورات خفض التكلفة التي لا يمكن تجنبها ، والقدرة على تحقيق التجاعيد أصبحت أكثر صعوبة ، وبالتالي تعقد مهمة التحديد الصحيح لتقييم ضيق الإغلاق. سنعود إلى هذا الجانب لاحقًا.
هناك أنواع أخرى من التموجات أو التشوهات على الخطاف السفلي ، والتي يجب عدم الخلط بينها وبين تلك المتعلقة بدرجة الترابط. بعضها مبين في الشكلين 43 و 44.
وبالتالي في الرسم رقم 43 تُظهر الأحرف A و B و C و D تموجات إغلاق نموذجية بدرجة مقبولة . يحدث النتوء E بسبب التراكم المفرط للثة في تلك المرحلة ، وهو أمر غير مرغوب فيه. تقدم النقطة F حافة صغيرة على حافة القطع للخطاف السفلي ، بسبب الضغط المفرط من العملية الثانية ، والذي يمكن أن يؤدي إلى دحرجة الإغلاق ، وهو عيب خطير.

الشكل 43: أنواع مختلفة من التجاعيد على الخطاف السفلي
إلى جانب هؤلاء ، هناك أنواع أخرى من التجاعيد غير مرغوب فيها ويجب تجنبها ، لأنها من أعراض الشذوذ ، مثل تلك المشار إليها في رسم رقم 44.

الشكل 44: الطيات والتجاعيد غير المرغوب فيها
تجعد كبير معزول: يظهر أن المواد لم يتم جمعها بالتساوي.
تجعد في “V”: إنه يمثل انعكاسًا في الموجة. تكون التجاعيد العادية مقعرة قليلاً ، بينما تكون الخطوط “V” المقلوبة محدبة وبالتالي مرتفعة على سطح الخطاف السفلي.
ص يصل: إنها تنطوي على خطوة على وجه الخطاف السفلي ، مع خطر حدوث تسريبات صغيرة.
مساحة فارغة:
بالإضافة إلى التحكم في شد الإغلاق من خلال تقييم تموجات أو تجاعيد الخطاف السفلي ، هناك طريقة أخرى للقيام بذلك ، تتكون من قياس سماكة الإغلاق ، ومقارنتها بمجموع سماكات المعادن الخمسة التي يشمل الإغلاق. سوف يعطينا فكرة عن المساحة الخالية ، والتي يجب ملؤها بالمطاط في الظروف العادية ، ولكن يمكن أن تكون فارغة إذا كانت كبيرة جدًا.
المساحة الحرة = E – (2 Gc + 3 Gf)
حيث E هي السماكة الفعلية للختم ، Gf سمك المعدن السفلي و Gc من معدن الجسم.
“الانضغاط” هو فهرس يستخدم أيضًا للتعبير عن درجة التلامس لطبقات الصفيح المقصدري الذي يشكل الإغلاق. لذلك فهي وثيقة الصلة بالمساحة الحرة. يتم التعبير عنها بواسطة:
الاكتناز = C = (2 جرام + 3 جيجا بايت) × 100
هناك طريقة أخرى للتعبير عن المساحة الحرة وهي:
مساحة حرة = (100 – ج) × هـ
سيكون للإغلاق المحكم خلوص منخفض وضغط كبير. بناءً على ذلك ، يمكن تصنيف الإغلاق إلى:
– جيد جدا………………………. ج> 85٪
– جيد ……………………………. 75% < ج < 85%
– خطير …………………………. ج< 75٪
هذا المقياس للاكتناز صالح فقط للحاويات المستديرة ، وليس من النوع المستخدم في المشروبات الغازية أو البيرة ، حيث يكون الضغط الداخلي مرتفعًا ويتطلب قيمًا أعلى للضغط. في حالة الحاويات المستطيلة والبيضاوية الشكل ، والتي يكون وزنها أعلى إلى حد ما من المركب ، يمكن قبول الحد الأدنى لقيمة الانضغاط بنسبة 60٪.
معيار صالح آخر يمكن استخدامه هو أن الحد الأقصى لقيمة هذه المساحة الحرة في الإغلاق المستدير وغير المنتظم للحاويات هو 0.19 مم (0.0075 بوصة).
لذلك هناك طريقة أخرى للتعبير عن هذا المفهوم وهي:
سمك التماس الحقيقي< (2 جرام + 3 جرام) + 0.19
2º. – اختراق خطاف الجسم
يجب أن يكون طول خطاف الجسم بالنسبة للطول الداخلي للقفل طويلًا بما يكفي لضمان غرقه جيدًا في مطاط المشبك. هذا يضمن أن الختم الأول مضمون جيدًا. يشار إلى هذه القيمة بواسطة النسبة المئوية لاختراق خطاف الجسم ، ويقيس العلاقة بين الطول الداخلي للخطاف المذكور والطول الداخلي للإغلاق ، معبرًا عنه كنسبة مئوية. ( انظر الشكل رقم 45 )

الشكل 45: معلمات الإغلاق الحرجة
هناك طريقتان لتحديد ذلك:
1.- البدء من الإغلاق “الخردة” وقياس الخطافات عن طريق خطاف أو ميكرومتر.
في هذه الحالة ، نظرًا لأنه لا يمكننا قياس الأطوال الداخلية لخطاف الجسم والإغلاق ، فسيتعين علينا تطبيق الصيغة التالية:
٪ اختراق خطاف الجسم = (LGc – 1.1 جرام) × 100
Lc – 1.1 (2Gf + Gc)
أين:
– LGc = طول خطاف الجسم
– LGf = طول الخطاف السفلي
– Gc = سماكة معدن الجسم
– Gf = سمك المعدن السفلي
– Lc = طول الإغلاق
أظهرت التجربة أنه لضمان إحكام الغلق ، يلزم الحد الأدنى للاختراق بنسبة 70٪ لحاويات التعليب و 80٪ لحاويات البيرة والمشروبات الغازية.
2. – بدءا من إغلاق مقطوع. في هذه الحالة ، يمكن قياس تغلغل خطاف الجسم مباشرة على جهاز العرض المثبت ، وتحديد القياسات باستخدام المساطر المتنقلة. ج ص ب، كما هو موضح في الشكل 46.

سيتم تحديد تغلغل خطاف الجسم من خلال الصيغة
٪ اختراق خطاف الجسم = إلى = ب × 100
يمكن أيضًا قياسه مباشرة على شاشة جهاز العرض باستخدام العداد ، كما هو موضح في الشكل رقم 47. للقيام بذلك ، يجب فتح المساطر المتنقلة قدر الإمكان ، ويجب وضع العداد بحيث يكون مرئيًا على الشاشة ، ووضعه بحيث تظهر خطوطه المرجعية موازية لخطاف الجسم. اضبط موضع العداد بحيث يقع الصفر داخل نصف قطر خطاف الجسم. ستكون قراءة الاختراق بالنسبة المئوية هي القيمة التي يميزها الخط الذي يتزامن مع نهاية خطاف الجسم.
3º. – تداخل (أو تداخل)
يجب أن يتداخل الجسم والخطافات السفلية بما يكفي للتأكد من أن مركب الإغلاق تحت ضغط بينهما مع سماكة الإغلاق الصحيحة. انظر الشكل رقم 45
يجب أن يكون تداخل الخطافات أكبر ما يمكن ، ضمن ما هو مقبول بالنسبة لعدم وجود التجاعيد. يختلف التداخل وفقًا لمواصفات نوع الإغلاق المستخدم ، ولكن في كل حالة يتم تعيين الحد الأدنى من المعايير التي يجب تحقيقها.
يمكن قياسه مباشرة على جهاز عرض الإغلاق أو بالصيغة
التداخل = LGc + LGf + 1.1 Gf – Lc
إذا تم تطبيق الصيغة ، فسيكون التداخل المحسوب أقل دقة من ذلك الذي تم الحصول عليه عن طريق القياس المباشر للقطع في جهاز العرض ، ولكن يمكن اعتباره دقيقًا بدرجة كافية لتقييم الإغلاق.
يمكن تقييم الحد الأدنى من أبعاد التداخل المقبولة للإغلاق التقليدي ، سواء تم ذلك بواسطة مقطع القطع أو عن طريق الحساب ، عند 1.1 مم لكل من الحاويات المكونة من قطعتين وثلاث قطع في الإغلاق التقليدي ، على الرغم من أن هذه القيمة هي دالة من النوع من الإغلاق المستخدمة.
4.- عدم وجود عيوب بصرية
أخيرًا ، يجب أن يكون الختم الجيد خاليًا من العيوب المرئية ، أي أنه من غير المرغوب فيه أن يكون هناك أي تشويه محلي فيه. من الصعب عمل قائمة كاملة بالعيوب المحتملة ، ولكن من بين أمور أخرى يمكن ذكر ما يلي:

– الانحدار المفرط
– قطع الإغلاق.
– كسر الشفة.
– إغلاق كاذب.
– تزلج.
– علامات على جدار الدلو.
– تلف الطلاء.
– الورنيش التالف بسبب الترميز الميكانيكي على اللوحة الخلفية
– الخ.
هذه العيوب واضحة للعيان ولديها القدرة على الإضرار بسلامة الختم المزدوج. سبق أن تعاملنا مع بعض هذه العيوب في السابق.
كملخص ، تتطلب المعلمات الحرجة لقبول الإغلاق اهتمامًا تفضيليًا. ومن الأمثلة النموذجية لأبعاد هذه المعلمات لأجسام الصفيح المقصدري والقاع: التداخل الفعال 1.1 مم ، وتغلغل خطاف الجسم بنسبة 70٪ على الأقل ، ودرجة الانضغاط 75٪ على الأقل. ومع ذلك ، مع وجود الألومنيوم كمادة ، فإن درجة الاكتناز ستكون 90٪ على الأقل.
يجب إجراء فحص بصري خارجي للإغلاق بانتظام ، وتحليل العلب من كل محطة إغلاق ، مرة كل 15 دقيقة. لتقييم العلب لجودة الإغلاق الشاملة ، يجب “إلغاء” الإغلاق بالكامل في كل محطة إغلاق وتسجيل أبعادها. سيكون تكرار التقييم نظريًا كل ساعة ، ومع ذلك ، فإن عدد الموظفين في المصنع قد يحد من تكرار الفحص.
يوفر التحكم الإحصائي في العملية درجة ثابتة من الثقة في إبقاء التماس المزدوج تحت السيطرة ، بناءً على تحليل الاتجاهات الناتجة. بافتراض أن الشركة المصنعة للمكونات تفي بالجسم ومواصفات الجزء السفلي ، فمن غير المرجح أن تنخفض قابلية الإغلاق بسرعة. من الشائع ملاحظة الاتجاه على مدار أيام ، نظرًا لأن جوانب مثل الأدوات أو إعداد الخياط لها تأثير كبير على جودة الختم. عادةً ، تُظهر تحليلات الاتجاه حالات فشل تدريجية في أبعاد الإغلاق ، قبل تجاوز معاملات القبول الحرجة.
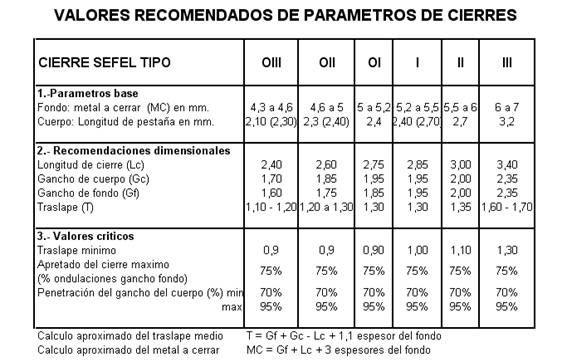
7º. – القيم الموصى بها لمعلمات الختم
قدمنا سابقًا بعض البيانات الإرشادية للقيم الحرجة بشكل عام ، لكنها غير صالحة لجميع الحاويات. اعتمادًا على شكلها ، يمكن أن تكون هذه القيم أكثر أو أقل تطلبًا. لقد ناقشنا بالفعل حالة الحاويات غير المستديرة.
ولكن أكثر ما يؤثر على كميات هذه القيم هو نوع الإغلاق المختار. يعتمد هذا النوع على أبعاد الحاوية وقبل كل شيء على سمك وصلابة المعدن المستخدم في القاع والجسم. في وقت لاحق ، عندما نناقش تطور عمليات الإغلاق ، سوف ندرس بمزيد من التفصيل كيف تؤثر خصائص المعدن على المعلمات الأساسية (كمية المعدن المطلوب إغلاقه والشفاه). بناءً على هذه الأبعاد ، يتم تحديد القيم الحرجة لعمليات الإغلاق.
المعلمات الأساسية:
أ- يتم تعريفه على أنه معدن للإغلاق منطقة القاع التي تم دمجها في إغلاق الحاوية ، أي جناحها. يتم تحديد قيمته التقريبية من خلال الصيغة الموضحة في أسفل جدول الملخص التالي.
ب- المعلمة الأساسية الأخرى ، أو معلمة البداية للإغلاق ، هي طول شفة ، التي حددناها بالفعل في مصطلحات الإغلاق.
يصنف SEFEL عمليات الإغلاق في ستة أنواع أو أحجام مختلفة ، وتقع الثلاثة الأولى ضمن ما يمكن أن نطلق عليه “عمليات الإغلاق المصغرة” والثلاثة المتبقية للإغلاق التقليدي. يوجد نوع سابع لعمليات الإغلاق الكبيرة التي لا ندرجها في جدول الملخص.
يعكس الجدول:
1º. – أنواع إغلاق SEFEL
2º. – معلمات البداية أو القاعدة
3º. – المقادير الموصى بها للمعلمات الأساسية للإغلاق نفسه
4º. – قيم المعلمات الحرجة للإغلاق
5º. – الصيغ التجريبية لتحديد تقريبي لـ:
س التداخل التماس
o معدن للإغلاق من الأسفل
8º. – الاختلافات البعدية للختم
الاختلافات الصغيرة في الإغلاق أمر لا مفر منه. ترجع هذه الاختلافات بشكل أساسي إلى العوامل التالية:
الى سماكة المعدن تعتمد على نوع وحجم الحاوية. بالإضافة إلى التفاوتات في تصنيع الصفيح المقصدري أو TFS العادي ، قد يكون هناك تباين في ليونة المعدن ودرجة حرارة المعدن.
ب- نوع الخياطه مستخدمة ، نظرًا لأن لكل آلة خصائص مختلفة ، مثل عدد دورات المغزل ، وقطر الأسطوانة ، وسرعة الإغلاق ، إلخ.
ج. – خصائص السطح صفيح أو TFS. يؤثر وجود أنواع مختلفة من الورنيش أو الطباعة الحجرية على سلوك المعدن أثناء تشكيل الإغلاق.
د.- درجة الحرارة الذي تم الإغلاق.
من أجل تقليل التأثيرات التي تحدثها هذه العوامل على أبعاد الإغلاق ، فإن الانضباط الصارم أمر ضروري في ضبط وتنظيم آلة الختم ، وكذلك في التعامل معها.
9º. – عيوب داخلية في الإغلاق ناتج عن تعديل خاطئ للقواعد وأسبابها
سنبدأ من الفرضيات التالية:
1º. – نفترض أن الأموال والهيئات – أو الحاويات – المقدمة للخياط صحيحة.
2º. – الأدوات المثبتة في الآلة مناسبة وفي حالة ممتازة.
لذلك ، فإن العيوب التي قد تظهر أثناء عملية الإغلاق تُعزى فقط إلى الضبط السيئ للجهاز.
إذا كانت الأدوات والمكونات التي سيتم إغلاقها بها مشكلات ، فسيتم فتح نطاق الأسباب المحتملة بقوة. لذلك ، عند حدوث عيب ، فإن أول ما يتعين علينا التحقق منه هو صحة الأموال والحاويات والأدوات ، وبالتالي تجاهل هذه العوامل والتركيز حصريًا على عمل التعديل.
1º. – أول عملية إغلاق
بعد عملية الإغلاق الأولى ، يكون المظهر المثالي للقسم مشابهًا للمظهر في الشكل 48.
إلى.- إذا تم تكوين الجسم والخطاف السفلي بشكل غير كافٍ ، أي إذا كانت الأسطوانة فضفاضة للغاية ، كما هو موضح في الشكل 49 ، فقد يتسبب ذلك في العيوب التالية:
1.- خطاف سفلي قصير.
2.- الطول الزائد للدرز.
3.- تشكيل طيات في الخطاف السفلي.
4.- خطاف جسم كبير
5.- تداخل صغير
6.- المسامير في قاعدة الإغلاق
يمكن تقدير العيبين 2 و 6 بسهولة دون الحاجة إلى تفكيك الإغلاق وقد تم التعامل معهم مسبقًا. تتطلب العيوب 1 و 3 و 4 و 5 فتح الإغلاق للتحليل.

ب.- إذا تم تطبيق ضغط زائد في العملية الأولى ، كما هو موضح في الشكل 50 ، فقد يتسبب ذلك في حدوث العيوب التالية في مانع التسرب:
1.- خطاف قصير للجسم.
2.- خطاف سفلي طويل للغاية.
3.- طول التماس غير كاف.
4.- عدم كفاية إحكام إغلاق الجزء السفلي من الإغلاق
باستثناء العيب 3 ، يجب إزالة الإغلاق لاكتشافه.

2º. – عملية الإغلاق الثانية
لا يمكن تبسيط تحليل النتائج التي تم الحصول عليها بعد تطبيق العملية الثانية في الإغلاق بقدر ما هو الحال في العملية الأولى (بكرة مفكوكة أو ضيقة) ، حيث يمكن أن تحدث سلسلة من الآثار الضارة ، والتي يمكن أن تكون أصولها متعددة. لهذا السبب سنقوم بالتحليل في الاتجاه المعاكس ، وسنبدأ من النتيجة لتحديد الأسباب المحتملة.
أ- خطاف قصير للجسم
إذا كان قسم الإغلاق يحتوي على خطاف جسم قصير جدًا ، كما هو موضح في الشكل 51 ،

قد تكون أسباب هذا الخلل في:
1.- الضغط غير الكافي في لوحة الضغط.
2. – عجلات التشغيل الأولى ضيقة للغاية.
3. – بكرات التشغيل الثانوية ليست ضيقة للغاية.
4.- تعديل ارتفاع الإغلاق غير الصحيح ، أي أن المغزل مرتفع جدًا بالنسبة إلى لوحة الضغط.
ب- خطاف طويل
من ناحية أخرى ، إذا كان قسم الإغلاق يحتوي على خطاف جسم طويل جدًا ، كما هو موضح في الشكل 52 ، فقد تكون الأسباب في هذه الحالة كما يلي:

1.- ضغط شديد على لوحة الضغط.
2. – تعديل ارتفاع الإغلاق غير الصحيح.
3. – بكرات العملية الأولى ليست ضيقة للغاية.
4. – بكرات العملية الثانية ضيقة للغاية.
ج- خطاف سفلي قصير
قسم الإغلاق في هذه الحالة معروض في الشكل 53. أسبابه المحتملة هي:
1.- بكرات العملية الأولى معبأة بشكل فضفاض للغاية.
2.- ضغط شديد على لوحة الضغط
3.- لوحة ضغط عالية جدا.
4. – العملية الأولى لفة عالية فيما يتعلق بالشياق
5.- بكرة خياطة العملية الثانية عالية بالنسبة للمغزل

الشكل 53: خطاف سفلي قصير
د- خطاف سفلي طويل
انظر الشكل رقم 54. الأسباب المحتملة:
1.- عجلات العملية الأولى ضيقة للغاية

الشكل 54: خطاف سفلي طويل
هـ- الطول الزائد للدرزة
انظر الشكل رقم 55. الأسباب المرجحة:
1.- بكرات ضيقة جدًا للعملية الأولى.
2. – بكرات العملية الثانية ضيقة للغاية.
3. – العملية الأولى لفة منخفضة مقارنة بالشياق
4. – بكرة خياطة العملية الثانية منخفضة مقارنة بالشياق

شكل رقم 55: طول الإغلاق المفرط
و- عدم كفاية طول التماس
انظر الشكل رقم 56. الأسباب المرجحة:
1.- بكرات العملية الأولى ضيقة للغاية
2. – بكرات عملية ثانية فضفاضة جدا
3. – أول عملية لفة عالية فيما يتعلق بالشياق

الشكل 56: طول إغلاق غير كافٍ
10º. – تصنيف العيوب في الختم
عيوب الإغلاق ليست كلها بنفس الأهمية. بعد التقسيم الكلاسيكي لكل من “النقاد” و “كبير” و “ثانوي” ، هناك أولئك الذين يجب أن يتم تأطيرهم دائمًا في فئة واحدة فقط ، لأن لديهم باستمرار نفس النوع من الوقوع ، ولكن هناك أيضًا البعض الذي وفقًا لـ الحجم الذي يتم تقديمها به ، يمكن إدراجها في فئتين أو حتى في الفئات الثلاث.
مع الأخذ في الاعتبار أنواع العيوب المختلفة التي رأيناها حتى الآن ، يمكن بشكل عام إجراء التصنيف التالي:

11º. – التحكم والتكيف البعدي للأحواض
جودة التماس هي انعكاس حقيقي لقدرة الخياط على العمل بشكل صحيح.
من السهل أن نفهم ، خاصة مع العلب غير المستوية ، أنه على سبيل المثال إذا كانت بكرات الختم لا تتبع بدقة مغزل الختم ، فإن درجة ضبط الأسطوانة لن تحقق نتائج مثالية. وبنفس الطريقة ، إذا كان المغزل السفلي غير صحيح ، أو لم يكن لمحات بكرات الإغلاق الشكل الأمثل للتحكم فيه وتشكيله ، فلن يتم الحصول على نتيجة جيدة في الأبعاد.
يسمح التصميم الجيد للخياطة للماكينة بإنتاج جودة موحدة للإغلاق ، مع الحد الأدنى من التوقفات التي تهدف إلى إصلاح الأعطال الميكانيكية أو إجراء التعديلات.
من الضروري فحص العملية الأولى بشكل متكرر ، مع تسجيل ارتفاعها وعرضها. يوفر هذا المعلومات اللازمة لتحديد وقت تغيير لفة الإغلاق. في العقود الأخيرة ، تم إجراء تحسينات كبيرة في أدوات الإغلاق ، وإدخال مواد مقاومة للتآكل بأسطح لها ، بسبب صلابتها ، عمرًا أطول للاستخدام دون الحاجة إلى الاستبدال. ترتبط هذه التحسينات ، إلى حد ما ، بإدخال مواد لتغليف أرق وأصعب أو حتى عبوات جديدة مثل TFS.
بالتأكيد ، يؤدي التغيير من الصفيح المقصدري إلى الفولاذ الخالي من القصدير (TFS) إلى انخفاض كبير في عمر النصف للفة التي تتلامس مع طلاء أكسيد الكروم في الجزء السفلي ، مقارنةً بقيعان الصفيح الأكثر نعومة. ومع ذلك ، فإن التحول إلى TFS يحسن الفعالية من حيث التكلفة ؛ ومع ذلك ، تعد تكلفة الأداة جزءًا ملحوظًا من الاقتصاد المرتبط بإدخال TFS.
إذا تم صيانة أدوات اللحام بشكل صحيح ، وكانت أدوات الإغلاق (الشياق والبكرات) في حالة جيدة ، فإن تحليلها سيوفر فقط المعلومات التي ستؤكد أن العملية تحت السيطرة. لضمان عدم خضوع عمال اللحام للتعديلات المستمرة ، تم إدخال عملية تسمى “تحديد الهدف” عالميًا في صناعة التعليب وتشغيل المعادن ، والتي تضمن تنفيذ الإغلاق بشكل صحيح.
12º. – التعديل حسب الأهداف
يجب ضبط وتنظيم كل خياط وفقًا لمواصفاته الخاصة ، وفقًا لنوع القيعان / الأغطية والهيئات التي سيعمل بها ، والمقاييس المعدنية ، وأقطار أو أشكال الحاوية. بشكل عام ، يجب اتباع الإجراء التالي.
1º. – التحقق من الحالة الميكانيكية لآلة الختم
لبدء عملية تحديد الهدف ، من الضروري أولاً تحديد الحالة الميكانيكية للخياط. نظرًا لبساطتها الكبيرة ، سنصف إعداد الخياط متعدد الأغراض للعلب الأسطوانية ، من نوع الحاوية الدوارة.
الخطوة الأولى التي يجب اتخاذها هي تحديد المحاذاة بين محور صفيحة المغزل وتجميع لوحة الضغط أو لوحة الرفع. للقيام بذلك ، يجب إزالة إحدى مجموعات لوحات الضغط هذه من محمل الدعم الخاص بها. يمكن الآن قياس هذا المحاذاة بدقة ، وتسجيل تقييمه ، عن طريق وضع مسبار مدعوم مغناطيسيًا على محور المغزل. عند رفع وخفض محور لوحة الضغط ، سنرى تباين الإبرة. من الناحية النظرية ، يجب أن تكون القراءة أقل من 0.005 بوصة (0.16 مم) ، ولكن من الضروري إجراء تعديل فقط إذا تجاوز 0.012 بوصة (0.30 مم). لكل جهاز نظام ضبط خاص به ، والذي يمكن أن يختلف من استخدام مفاتيح مناسبة إلى أنظمة أكثر تعقيدًا. هذه مهمة صعبة في بعض الأحيان ، لكن المواءمة ضرورية لتحقيق جودة جيدة للإغلاق.
بمجرد إنشاء المحاذاة ، يجب قياس الخلوص الرأسي والجانبي لمحامل عمود الدوران ويجب أن يكون أقل من 0.002 بوصة (0.05 مم). تتطلب القيمة الزائدة للعب العمودي ، على سبيل المثال 0.005 بوصة (0.13 ملم) ، فحصًا إضافيًا واستبدالًا إذا لزم الأمر. بعد ذلك ، يجب فحص محامل وأعمدة بكرات الإغلاق من حيث التشغيل الجانبي والعمودي. يجب عدم قبول القيم التي تتجاوز 0.002 بوصة (0.05 ملم) في اللعب الجانبي و 0.005 بوصة (0.13 ملم) في الوضع الرأسي بأي حال من الأحوال.
أخيرًا يتم تمريره إلى ألواح الضغط. لضمان جودة جيدة للإغلاق ، يجب أن يكون كل من فقدان التوازي والمحاذاة مع المغزل واللعب المفرط مع الحافة ، إذا كان لإغلاق حاوية فارغة ، كما هو الحال مع علبة الغطاء الموجودة بالفعل ، في حالة الإغلاق يتم تصحيحه. حاوية ممتلئة.
بمجرد أن يتم تحديد الحالة الجيدة للنقاط الرئيسية للخياط ، والتي تحدد جودة الإغلاق ، يمكن أن تبدأ عملية التعديل حسب الأهداف.
2º. – التحقق من أن الشياق والبكرات مناسبة لنوع الحاوية المراد إغلاقها
الهدف الأول هو فحص المقعد بين المغزل والقاع. من غير المجدي ضبط آلة الخياطة إذا كان الجزء السفلي مناسبًا جدًا أو ضيقًا جدًا في ظرف الظرف. في حالة الأغطية التي ليست من النوع السهل الفتح ، يجب بذل جهد إيجابي لإيواء الجزء السفلي في المغزل. انظر الشكل 57. يجب أن تكون درجة التداخل بين المغزل والقاع 0.10 مم. من الصعب جدًا قياس هذه القيمة ، ولكن من حيث المبدأ ، مع وضع المغزل في الأسفل ، يجب أن يكون هناك فجوة قدرها 0.10 مم بين نهاية نصف قطر شفة المغزل وعمق الوعاء السفلي. وبالتالي ، عندما يتم دفع المغزل بقوة على القاع ، ويستقر على قاعدة الجرافة ، سيتم التغلب على تداخل بهذه القيمة (0.10 مم). يعد تصميم شفة الظرف نقطة مهمة للعناية بعملية الإغلاق.

الشكل رقم 57: مقعد تشاك في الأسفل
تُعد ملامح المسطرة وظيفة لنوع الإغلاق المراد استخدامه ، والذي يرتبط بدوره بأبعاد الشفة السفلية وشفة الجسم وسماكة المعدن المستخدم. كما أنها مرتبطة بالشكل الدائري أو غير المنتظم للحاوية.
3º. – قم بإعداد الجهاز لتعديل ارتفاع الإغلاق
بافتراض أن إعداد الظرف إلى الأسفل صحيح ، فيجب تعديل “ارتفاع إعداد القفل” (Hc). هذه هي المسافة بين الوجه العلوي للوحة الضغط والوجه السفلي لشياق الإغلاق.
لتنفيذ هذه المهمة بشكل صحيح ، سيكون من الضروري توفر المواصفات الخاصة بمورد الحاويات والقيعان.
يعد ضبط ضبط ارتفاع الإغلاق جيدًا على ماكينة الخياطة أمرًا مهمًا لسببين:
– من تعديل ارتفاع الإغلاق المناسب ، يعتمد ذلك على الحصول على البعد الصحيح لخطاف الهيكل في الإغلاق.
– في محطات التعبئة ، يجب تحقيق الموضع المناسب لشفة الجسم بالنسبة للأجزاء المتغيرة لتدفق البخار والمحافظة عليها.
الصيغة لحساب هذا البعد هي:
– ارتفاع العلبة غير المفتوحة (M) مطروحًا منه ارتفاع حافة الظرف (A) بالإضافة إلى ثابت يأخذ قيمة 0.043 بوصة (1.09 مم) “
Hc = M – A +1.09
تمثل القيمة 0.043 بوصة (1.09 مم) ارتفاع لوحة الضغط أثناء دورة التشغيل لعملية الإغلاق الأولى ، والتي تبلغ 0.022 بوصة (0.56 مم) ، بالإضافة إلى تقليل ارتفاع الحاوية هذه الدورة ، وهو 0.021 بوصة (0.53 مم) ). يجب قياس “ارتفاع الضبط القريب” أثناء العملية الأولى. انظر الشكل رقم 58. يجب ضبط مقياس الارتفاع عندما يتزامن متابع الكامة في عملية الإغلاق الأولى مع أعلى أو أقصى نقطة للكاميرا.

الشكل 58: تعديل المسافة بين الظرف إلى لوحة الضغط.
4.- ضبط ضغط لوحة الضغط
الخطوة التالية هي ضبط قوة لوحة الضغط ، أي ضغط زنبرك اللوح. إنه عامل له تأثير كبير على تشكيل الختم الصحيح. أثناء دورة الإغلاق ، وحتى يتم تشكيلها ، يتم تقليل ارتفاع جسم الحاوية تدريجياً ، لتحقيق التكوين الصحيح لخطاف الجسم والقاع ، لذلك من الضروري ممارسة ضغط ثابت ومنضبط على الجسد من العلبة.
يرتبط حمل لوحة الضغط بسمك مادة جسم العلبة ، أي بنفس تنسيق العبوة ، كلما كانت مادة الجسم أكثر سمكًا ، يجب أن يكون الضغط أكبر. كما أنها مرتبطة بحجم الحاوية. للحصول على سمك نموذجي للجسم يبلغ 0.18 مم ، يمكن تعديله إلى قيمة 200 رطل ، مع انحراف يبلغ 0.022 بوصة (0.56 مم) ، انظر الشكل 59.

شكل رقم 59: تعديل لوحة الضغط
هناك حاجة إلى مقياس ديناميكي خاص لضبط لوحة الضغط لهذا الحمل المحدد مسبقًا. يقدم معظم مصنعي آلات الخياطة هذه المعدات في الكتالوج الخاص بهم ، ويقدمون معلومات عن القيم المناسبة لهذا الضغط اعتمادًا على الحاوية المراد إغلاقها.
إذا كان من الضروري أثناء التحليل النهائي للإغلاق ، زيادة أو تقليل طول خطاف الجسم للوصول إلى الأهداف المرغوبة ، فيجب القيام بذلك عن طريق زيادة أو تقليل الحمل وعدم تغيير ارتفاع ضبط الإغلاق مطلقًا.
في المقالة استقرار ضغط لوحة الضغط في ماكينة الخياطة تم تطوير هذا العمل بمزيد من التفصيل.
5. – تحقق من مسافات البكرات فيما يتعلق بشفة المغزل
أسطوانة العملية الأولى:
أثناء ضبط بكرات التشغيل الأولى ، من الضروري تجنب الاتصال المباشر ، دون تحكم ، بين ملف تعريف البكرات وشفة المغزل ، حيث يمكن أن يتلف هذا الملف الشخصي بفعل حركة حافة الشفة المذكورة مغزل. لوضع الأسطوانة بشكل صحيح ، يجب إجراء هذا الضبط عندما يعمل الجزء العلوي من الكامة التي تحكم حركة ذراع هذه البكرات ، أي في وضع الاقتراب الأقصى من المغزل.
بمجرد بروز كاميرا التشغيل الأولى ، اضبط أولاً المسافة من الأسطوانة إلى حافة المغزل ، لذلك يجب معرفة قيمة سمك عملية الإغلاق الأولى ، والتي يجب الإشارة إليها في مواصفات الإغلاق. تستخدم مقاييس الأسلاك أو قضبان المعايرة لتعديلها.
بعد ذلك يتم ضبط الأسطوانة على ارتفاع الأسطوانة بالنسبة لشفة المغزل. هذه القيمة عادة 0.003 بوصة (0.07 مم) لأول عملية فوق حافة الظرف. انظر الشكل 60.

الشكل رقم 60: ضبط ارتفاع بكرات الإغلاق
يمكن تحقيق التنظيم الدقيق لهذه الارتفاعات بمساعدة مجموعة من مقاييس المحسس. بالنسبة للحاويات غير المستديرة ، يجب تنظيم هذه اللفة عند أدنى مستوى ممكن لتجنب التصفيح في الجزء العلوي من الإغلاق.
تتمثل إحدى طرق تبسيط تعديل ارتفاع البكرات فيما يتعلق بالمغزل في استخدام شاحنات التوجيه ذات “التوجيه المزدوج”. في نفوسهم ، يتم إنشاء قناة تناسب الكعب أو الإسقاط الذي يمثل الجزء العلوي من المغزل. انظر الشكل رقم 61.

الشكل رقم 61: بكرة دليل مزدوجة
وبهذه الطريقة ، فإن بكرة العملية الأولى التي تميل إلى الارتفاع أثناء عملها ستواجه الجزء السفلي من كعب الظرف. تقدم لفة العملية الثانية الحالة المعاكسة
لفة العملية الثانية:
يتم تكرار نفس الإجراء الموضح في لفة التشغيل الأولى في لفة التشغيل الثانية. يتم إجراء التعديل أيضًا في الجزء العلوي من كاميرا العملية الثانية.
الارتفاع بالنسبة للحافة العلوية لشفة الظرف في هذه الحالة هو 0.005 بوصة (0.13 مم) انظر الشكل رقم 60. في غرز الحاوية غير المستديرة ، يجب تنظيم هذه اللفة أعلى إلى حد ما من الحاويات الأسطوانية.
6º. – تحقق من ضغوط إغلاق الأسطوانات والتعديلات النهائية.
بعد ضبط العملية الأولى ، يمكن تشغيل الماكينة بالعلب والقيعان ، وقياس أبعاد هذه العملية وتحليل مقاطعها العرضية. إذا كان هذا صحيحًا ، فسيتم تكرار الإجراء لبكرات التشغيل الثانية. إذا لم يكن الأمر كذلك ، فيجب مراجعة تعديل ضغط الأسطوانات مرة أخرى. يجب أيضًا التحقق من عمق الجرافة الناتج بعد الإغلاق.
وبهذه الطريقة يكون الإغلاق جاهزًا بالفعل لتقييمه ، إما بطريقة “التخريد” أو بإسقاط قسمه كما علقنا سابقًا. انظر الشكل رقم 62.

الشكل 62: طرق تقييم الإغلاق
7º. – القاذفات
تم تناول هذه المسألة بالفعل في قسم “عملية الإغلاق” – “الأجزاء الأساسية من الأدوات”
– بالضغط هنا يمكنك الوصول إلى الجزء الرابع من هذا العمل
العودة إلى علب مزدوجة إغلاق العالم
 تاريخ التعبئة المعدنية الجزء الثالث: التوحيد
تاريخ التعبئة المعدنية الجزء الثالث: التوحيد
 أنواع الإغلاق حسب سمك المعدن
أنواع الإغلاق حسب سمك المعدن
 عملية الإغلاق الثانية لـ RULINAS
عملية الإغلاق الثانية لـ RULINAS
 نظرية الإغلاق – الجزء الرابع
نظرية الإغلاق – الجزء الرابع
 نظرية الإغلاق – الجزء الثاني
نظرية الإغلاق – الجزء الثاني
 نظرية الإغلاق – الجزء الأول
نظرية الإغلاق – الجزء الأول
 استقرار ضغط لوحة الضغط في الختم
استقرار ضغط لوحة الضغط في الختم
 أداة الإغلاق بطلاء نيتريد التيتانيوم
أداة الإغلاق بطلاء نيتريد التيتانيوم
 إجراءات الختم المزدوج
إجراءات الختم المزدوج
 تأثير الجزء السفلي أو جناح الغطاء على الختم المزدوج
تأثير الجزء السفلي أو جناح الغطاء على الختم المزدوج



0 تعليق