يبدأ تصنيع علبة الألمنيوم المكونة من قطعتين في المنطقة الأمامية لخط الإنتاج، وتسمى أيضًا منطقة التشكيل أو الواجهة الأمامية بمصطلحها باللغة الإنجليزية. في هذا المجال، يتحول معدن الألمنيوم من كونه صفائح ملفوفة على شكل ملف، إلى علبة ألمنيوم لامعة، خالية من مواد التشحيم والأكاسيد وجافة تمامًا، وجاهزة لعملية الطباعة وتطبيق الورنيش.
تتكون منطقة التشكيل عادةً من الآلات التالية وأكواب الألومنيوم أو مناطق تجميع العلب: أداة تقليب الأسطوانات، عربة اللف، شياق مزدوج لفك اللف، أداة تشحيم الصفائح، مكبس الأكواب، مجمع الأكواب، أدوات تشكيل الجسم، أدوات التشذيب، ناقل العلب الرطبة، سبع محطات حمض غسالة وفرن تجفيف ومراكم علب ساطعة.
إذا نظرنا إلى منطقة التشكيل من منظور عملية، فهي تتكون من عمليات التصنيع التالية: التعامل مع اللف، تزييت الصفائح، تشكيل الأكواب عن طريق القطع والسحب العميق، نقل الأكواب وتجميعها، تشكيل العلب عن طريق سحب وكي المعادن، القبة عن طريق الرسم، وتقليم المنطقة المفتوحة للعلبة، ونقل وتجميع العلبة المبللة، وغسل وتخليل العلبة في بيئة حمضية، وتجفيف العلبة، ونقل وتجميع العلبة الساطعة.
كل من هذه العمليات المذكورة أعلاه لها تأثيرها المستحق على العملية اللاحقة، وهذا يعني أن معدن الألومنيوم المصنع جيدًا بواسطة مطحنة الدرفلة سيكون له احتمالية كبيرة لأن يكون علبة لامعة أو نهائية ضمن المواصفات. نفس الشيء سوف يحدث مع عملية تشكيل الكوب، صفائح الألمنيوم ذات السطح الخالي من العيوب، والمشحمة بشكل صحيح، ومع خواصها الميكانيكية ضمن المواصفات، سيكون لديها فرصة جيدة لأن تكون كوب ألومنيوم عالي الجودة لعملية تشكيل الكوب. .
كل ما نقوم به أو نتوقف عن القيام به في التشكيل بحيث تكون الألواح أو الزجاج أو القطع واللمعان ضمن المواصفات، سيكون له تأثير على المنطقة المزخرفة (الواجهة الخلفية) سواء كان إيجابيًا أو سلبيًا. ولهذا السبب من المهم تحديد وفهم مدخلات ومخرجات كل عملية في منطقة تشكيل العلبة (الواجهة الأمامية)، من أجل التحكم في المنتج وتقديمه ضمن المواصفات للعملية اللاحقة. دعونا لا نتوقع أن يتحول الزجاج ذو الجودة الرديئة الذي يتم إنتاجه بواسطة مكبس الزجاج، على سبيل المثال الزجاج المجعد، إلى علبة لامعة عالية الجودة لعملية العنق أو التشفيه، فليس لدى صانع الجسم القدرة على إصلاح ما تم تثبيته في مكبس الكوب .
منطقة الزخرفة أو Back End بمصطلحها باللغة الإنجليزية، تعتمد بشكل كبير على ما يتم عمله والتحكم فيه في منطقة التدريب. معظم المشاكل أو الرفضات التي نلاحظها في منطقة الزخرفة مثلاً في منطقة العنق أو Die Necker تأتي من الانحرافات أو مشاكل الجودة التي حدثت في منطقة التشكيل أو العمليات السابقة. إن التشذيب السيئ للعلبة، أو التجعد في الكوب، أو عدم اكتمال لمعان العلبة أو وجود شوائب في المعدن على سبيل المثال لا الحصر، سوف يعطينا مشكلة جديدة في العمليات اللاحقة مثل الطيات في الرقبة، أو الحافة غير المكتملة أو الثقوب الدقيقة في العلبة. جدران العلبة can.can.
وبناء على ما سبق يمكن استنتاج أنه من المهم جداً تحديد وفهم مدخلات ومخرجات كل عملية في مجال تشكيل علب الألمنيوم. على سبيل المثال، يجب أن تكون متطلبات تحقيق جودة كوب جيدة واضحة لمشغل ماكينة ضغط الأكواب، نظرًا لأن جودة الكوب الجيدة ستحظى بفرص أكبر لتشكيل علبة جيدة وهكذا في تأثير الدومينو تجاه المنطقة المزخرفة من خط الإنتاج . سيساعدنا هذا الفهم الجيد للمدخلات والمخرجات ومتطلبات العمل في العملية على إنتاج علب عالية الجودة، وزيادة كفاءات الخطوط، وتقليل النفايات المعدنية لدينا.
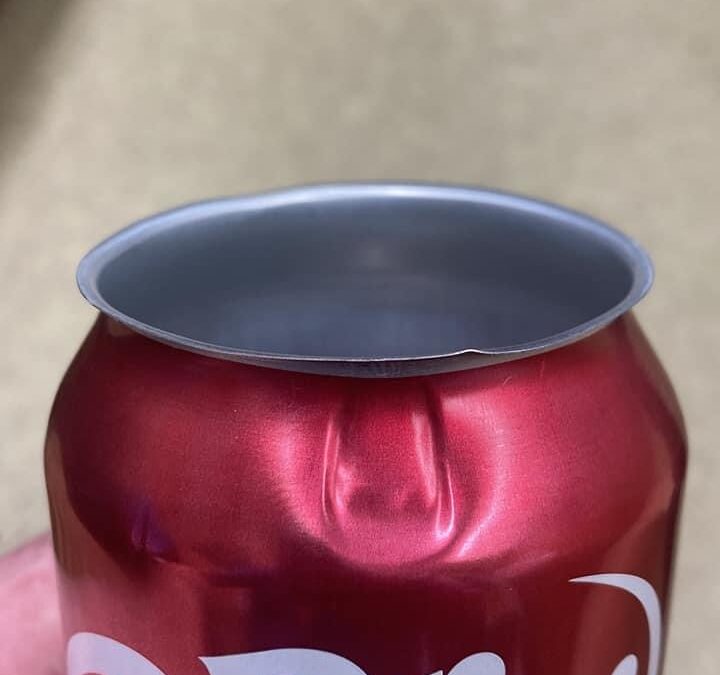
مثال على التجاعيد في الرقبة (جناح الخفاش) بسبب الاختلاف الكبير في سمك الجدار السميك، نشأت هذه المشكلة في الجسم السابق في منطقة تشكيل العلبة.
 فهم ومعالجة الدموع في صانعي الأجسام
فهم ومعالجة الدموع في صانعي الأجسام
 فهم تجاعيد القبة في صناعة العلب: الأسباب والكشف والوقاية
فهم تجاعيد القبة في صناعة العلب: الأسباب والكشف والوقاية
 كسر القباب في علب المشروبات المصنوعة من الألومنيوم
كسر القباب في علب المشروبات المصنوعة من الألومنيوم
 يمكن أن عيب: التجاعيد
يمكن أن عيب: التجاعيد
 تصنيع علب المشروبات من الألمنيوم: عملية بتقنية عالية
تصنيع علب المشروبات من الألمنيوم: عملية بتقنية عالية
 The Bodymaker: مكون رئيسي في إنتاج علب الألمنيوم
The Bodymaker: مكون رئيسي في إنتاج علب الألمنيوم
 تكوينات حزمة أدوات الجسم السابق
تكوينات حزمة أدوات الجسم السابق
 تجديد التصميم الداخلي للقبة
تجديد التصميم الداخلي للقبة
 إستراتيجية لحل المشاكل في خط إنتاج علب المشروبات الألومنيوم
إستراتيجية لحل المشاكل في خط إنتاج علب المشروبات الألومنيوم
 عمليات التشكيل في خط إنتاج عبوات الألمنيوم
عمليات التشكيل في خط إنتاج عبوات الألمنيوم



