
لطباعة العلب المكونة من قطعتين ، لدينا اليوم مصممين مليئين بالملحقات وتكنولوجيا كافية لإنتاج أكثر من 2000 علبة في الدقيقة.
في هذا المقال نعلق على أهمية الحفاظ على عملية مضبوطة جيدًا لتوفير الظروف لهذا الجهاز للحصول على نظام غذائي ممتاز وتحقيق أقصى قدر من الأداء.
هناك عدة عوامل يمكن أن تؤثر سلبًا على أداء مصمم الديكور ، ولكن أدناه سنعلق 4 التي نعتبرها أساسية.
تطور الأدوات فيما يتعلق بقطر مغزل الديكور.
نحن نعتبر أنه من العوامل الأساسية والمهمة للغاية أن يكون لديك تحكم شامل في طحن لكمات BodyMakers منذ أن تم تحديد مغازل الديكور وأقطارها وفقًا لتقدم أدوات Bodymakers والمتوسط قيمة قطر الثقب.
في المثال أدناه ، لدينا الثقب ذو القطر الأكبر باللون الأزرق ثم تقدم الطحن لعلبة الألومنيوم 12 أونصة. هذا الجدول هو مثال ، كل صانع علب سيكون له تقدمه الخاص.
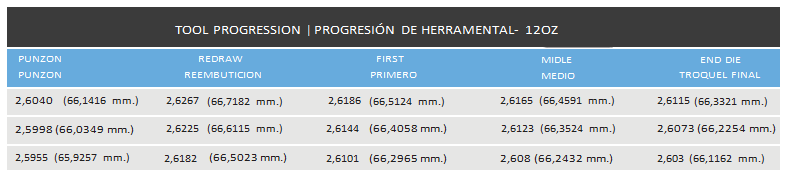
عندما نطحن المثاقب لإعادة استخدامها ، يتم فقد القطر. لذلك عليك توخي الحذر الشديد واحترام الحد الأدنى الموصى به من قبل الشركة المصنعة ، وعلى وجه التحديد سيكون هناك فجوة تبلغ 0.022 بوصة (0.5588 مم) بين قطر المغزل مع الثقب الأصغر ، أسفل هذه القياسات ، ينخفض قطر العلبة بشكل كبير وسيكون من الصعب إدخال العلبة في مغزل الديكور.
قطع / خطأ الانتهازي.
بالتمسك بـ Bodymaker ، لا يزال يتعين علينا التفكير في تقليم العلبة.
ماكينة الحلاقة هي المعدات المسؤولة عن قطع العلبة وإحضارها إلى ارتفاع قياسي ، وهناك عدة نماذج لمعدات التشذيب التي تعمل بشكل أساسي بهذه الطريقة: نظام التغذية ، النقل ، يمكن تثبيت المغزل ، قطع الرأس بنظام الفشل ، نظام الفراغ إلى امسك العلبة عند التشذيب ، قادوس التقاط الخردة وقادوس المخرج.
يتم القطع بواسطة أقراص مسطحة قابلة لإعادة الاستخدام أو بواسطة شفرات موضوعة في مجموعة الرأس ومتوفرة من المعدن الصلب أو الفولاذ.
يمكن أن يتسبب العطل في بعض الإزعاج في تشغيل المصمم وغيره من المعدات النهائية.
يمكن أن تكون المشاكل الرئيسية هي حظر العلب في صف واحد أثناء نقلها ، أو تغذية المصمم ، أو إزاحة العلبة أو الاحتفاظ بها في التغذية فيما يتعلق بمغزل الماكينة وسد العلبة في الخروج من أصابع الفرن تسد مسار نفق الفرن.
تؤثر هذه العيوب بشكل كبير على أداء المعدات مما يؤدي إلى تدهور عالٍ و 5 S في القطاع.

علب مع القليل من الحركة
فيما يتعلق بالغسالة ، بشكل عام ، يجب أن نعتبر أن العلبة في أفضل جوانبها للغسيل وحركة جيدة. لهذا علينا اتباع المبادئ الأساسية لعملية الغسيل ، والتي ستكون الغسيل الكيميائي والغسيل الميكانيكي ووقت التعرض (السرعة) ودرجة الحرارة.
والغرض منه هو إزالة الأوساخ العضوية وغير العضوية ومعالجة سطح العلبة وتطبيق مكثف الحركة وتجفيف العلبة. هناك سلسلة من المعلمات التي يجب اتباعها ويجب أن نكون منتبهين جدًا لجميع عناصر التحكم والتحقق التي يتم إجراؤها على هذا الجهاز ، أي انحراف عن هذه المتغيرات يمكن أن يؤثر بشكل مباشر على العمليات التالية ، ولا سيما مصمم الديكور.
المرحلة الأخيرة ، والتي ستكون تطبيق المنتج الذي يمنح العلبة القدرة على الحركة ، مهمة للغاية لأن هذا المنتج يساعد العلبة على التجفيف وتكييفها بحيث تتلاءم جيدًا مع مغزل الديكور. أحد الأنماط التالية هو إمالة من 16 إلى 20 درجة على Til Table. يقيس هذا الجهاز الزاوية التي تنزلق عندها العلبة في الاحتكاك مع علبتين أخريين ويمنحك زاوية للتنقل ، والعلب ذات الحركة الأكبر من 20 درجة هي تنبيه بالفعل وتعتبر مشكلة لإطعام المصمم الخاص بك.
تعديل من وسائل النقل
جانب آخر مهم للغاية هو تعديل وسائل النقل. يجب إجراء هذا الضبط بشكل جيد للغاية ، بشكل استثنائي ، لأنه سيضمن أن تنتقل العلبة عبر مسار الناقلات بالكامل ، باتباع منطق التعديل دون ضغط أو انقلاب ، ونتيجة لذلك ، فرك بين العلب نفسها ، مما يؤدي إلى إتلاف بعضها البعض .
يمكن أن ينتج عن التعديل السيء الكثير من النفايات في المصنع ، مثل الوقت الضائع ، والهدر ، وقصر وقت تعطل المعدات ، والمظهر السيئ من حيث النظام ونظافة القطاعات. هذه بعض المتغيرات التي يمكن أن تؤثر على عملية تصنيع علب الألمنيوم فيما يتعلق بقوة الديكور. يجب مراجعة تعديلات ضغط الهواء والفراغ في جميع المعدات ومراقبتها من خلال قائمة الفحص ويجب أن يقوم بها فنيو المعدات.
يجب تنظيم أي انحراف وفي حالة عدم تحقيق التعديلات ، يجب أن يتدخل فريق الصيانة.
أندريه مالتا
مستشار Mundolatas
مستشار Mundolatas
 شركة جبيل للبصريات تفوز بجائزة أفضل جهاز استشعار 2021
شركة جبيل للبصريات تفوز بجائزة أفضل جهاز استشعار 2021
 تقوم شركة APATIN BREWERY بتحديث ورشة الإنتاج الخاصة بها وتختار KHS لحشو العلب الخاص بها
تقوم شركة APATIN BREWERY بتحديث ورشة الإنتاج الخاصة بها وتختار KHS لحشو العلب الخاص بها
 صيانة حديثة
صيانة حديثة
 إستراتيجية لحل المشاكل في خط إنتاج علب المشروبات الألومنيوم
إستراتيجية لحل المشاكل في خط إنتاج علب المشروبات الألومنيوم
 أوعية معدنية أفضل خيار لحفظ زيت الزيتون
أوعية معدنية أفضل خيار لحفظ زيت الزيتون
 طلاء داخلي على علب المشروبات المصنوعة من الألومنيوم
طلاء داخلي على علب المشروبات المصنوعة من الألومنيوم
 قائمة التحقق التشغيلية
قائمة التحقق التشغيلية
 أهمية اتباع مواصفات الجدار العلوي لصانع الجسم مقابل عملية تشكيل رقبة العلبة
أهمية اتباع مواصفات الجدار العلوي لصانع الجسم مقابل عملية تشكيل رقبة العلبة
 توصيات لاستخدام العلب سهلة الفتح
توصيات لاستخدام العلب سهلة الفتح
 يموت من أجل الأموال
يموت من أجل الأموال



0 تعليق