
المقدمة
في غالبية عمليات تغليف المواد الغذائية ، يتم اللجوء إلى التخلص من الهواء الداخلي للحاوية بعد التعبئة. تتم متابعة قمع الأكسجين ، أصل عمليات انحطاط مختلفة للمحتوى. طريقة فعالة لإزالة هذا الهواء هي خلق فراغ في المساحة الحرة (فراغ رأس الحاوية). هناك عدة طرق لتحقيق هذا الفراغ. على سبيل المثال:
– املأ إلى الأعلى (بدون فراغ) وساخن. عندما يبرد المنتج ، فإنه يتقلص ويتم الحصول على غرفة تفريغ.
– ضخ البخار في فراغ الرأس. إنه يزيح الهواء وعندما يتكثف ، عندما يبرد ، يتم إنشاء نفس التأثير.
– عن طريق الفراغ الميكانيكي. للقيام بذلك ، يجب إغلاق الحاوية في وعاء مغلق ومحكم يتم فيه إنشاء فراغ مناسب ، وبالتالي داخل الحاوية أيضًا ، ومن ثم يجب تنفيذ الإغلاق.
في الحالة الأخيرة سوف نركز.
الخياطون الذين تم إعدادهم لهذا العمل لديهم رأس إغلاق مدمج في حاوية كما قلنا بالفعل محكم ، متصل بمضخة تفريغ. بمجرد إغلاق الحاوية المراد إغلاقها ، ومليئة بالمنتج ، ووضعها في الوضع المغلق ، يتم تنشيط المضخة ، مما ينتج عنه فراغ في الغرفة. بمجرد أن تصل إلى القيمة المطلوبة ، يتم تنفيذ الإغلاق. هذه العملية بطيئة ، وبالتالي فإن الإنتاج منخفض والمعدات باهظة الثمن. إنه مبرر فقط للمنتجات عالية القيمة في السوق. الأمثلة النموذجية هي حليب الأطفال أو القهوة أو بعض منتجات اللحوم. في كثير من الحالات ، بعد إجراء التفريغ ، يتم حقن غاز خامل ، مثل النيتروجين ، من أجل الحفاظ على ضغط معين داخل الحاوية في جو غير نشط.
من أجل تحقيق فراغ في مساحة رأس الحاوية المملوءة ، من الضروري السماح للهواء المحبوس فيها بالهروب بسهولة. تم وضع الغطاء بالفعل في الموضع قبل الإغلاق ، أي مع وضع الجناح على حافة الحاوية. هذا الترتيب يمكن أن يجعل من الصعب استخراج الهواء لأن الغطاء المذكور يعمل بمثابة مصراع. يلائم جناح الغطاء حافة جسم الحاوية على محيطين: أ) الأولى التي تحددها حافة الحافة عند ملامستها للمنطقة المصابة بالجناح. ب) الثانية تحددها ملاءمة جدار صينية الغطاء عند قاعدة الشفة. لذلك ، من الضروري رفع الغطاء المذكور قليلاً ، بحيث يتم إنشاء أخدود بين الجناح والحافة.
يتحقق هذا التأثير من خلال عمل سلسلة من الشقوق على الجناح. الشقوق المذكورة هي تلك التي تستقر على الحافة ، تاركة بقية محيط الجناح مرفوعة وبالتالي مع ممر حر لخروج الهواء من حيز الرأس. تُعرف هذه الشقوق في اللغة الإنجليزية باسم “الدمامل” ، وهي تسمية تُستخدم أيضًا في الصناعة الناطقة بالإسبانية.
ندخل الآن الدافع الأساسي لهذا العمل ، والذي يركز على الأنواع المختلفة من الشقوق (“البسيطة”) التي يمكن استخدامها وكيفية صنعها.
شقوق دائرية في مركز جناح الغطاء
سلسلة من النقوش الدائرية الصغيرة 0.35 مم مصنوعة في وسط الجناح. عميقة تقريبًا وقطرها 2.4. يعتمد عددهم على قطر الغطاء ، ولكن على أي حال ما لا يقل عن 6 إلى 60 درجة مئوية للأغطية التي يبلغ قطرها أقل من 100 مم ومن 8 إلى 45 درجة مئوية لأكبر من هذه القيمة. انظر الرسم رقم 1. لذلك ، تظهر سلسلة من النتوءات على الوجه الداخلي للجناح ، والتي على الرغم من أن تطبيق مطاط الإغلاق يخفف من ارتياحه إلى حد ما ، إلا أنه يمكن ملاحظته بوضوح.
الرسم رقم 1: أبعاد الشق الموجود على حافة الغطاء
عند وضع الغطاء على حافة الحاوية كخطوة أولية للإغلاق ، فإن هذه النقاط المرتفعة هي تلك التي تقع في نهاية الحافة. لذلك ، يتم رفع جناح الغطاء قليلاً عليه. وبهذه الطريقة يمكن استخراج الهواء الموجود في فراغ الرأس ، مما ينتج عنه الفراغ المقابل.
للمساعدة في هذه الوظيفة ، من الملائم أن تكون شفة الحاوية مائلة جيدًا ، على الأقل 7 30 ‘، بحيث يكون الاتصال بين الشقوق والحافة دقيقًا ، فقط في نهاية الأخير. وبالتالي ، فإن عقبة خروج الهواء ستكون ضئيلة.
هذه الشقوق مصنوعة أثناء تثقيب الغطاء. لهذا ، يجب تقديم المساهمات التالية في الموت:
– “حلقة مركزية” (الجزء السفلي الثابت من القالب): اصنع سلسلة من العلب التي ستعمل كأنثى في عملية القطع.
– “حلقة القاذف” (الجزء العلوي المتحرك من القالب): قم بتجميع نفس العدد من الذكور الصغار. انظر الرسم رقم 2. يجب أيضًا تزويد هذه القطعة بنظام أدلة يضمن أنها لا تدور أو تتحرك.
رسم رقم 2: تفصيل على قالب من الأجزاء المكونة للشق
“حلقة القاذف” هي قطعة تحافظ في الظروف العادية على خلوص معين لتسهيل حركتها داخل القالب. ولكن في هذه الحالة ، نظرًا لأنه هو الناقل للذكور لتحديد النقاط على الجناح ، يجب ضمان تحديد موقعه بدقة. ومن ثم يجب إضافة زوج من قضبان التوجيه. انظر الرسم رقم 3
الرسم رقم 3: قالب القاذف المعدل بقضبان التوجيه
يتمتع هذا النظام الخاص بتوليد الشقوق بميزة الموثوقية المثبتة ، نظرًا لأنه بغض النظر عن مدى قلة الراحة التي قد يحصلون عليها ، من خلال الاستناد على حافة حافة الحاوية ، فإنها تضمن قناة مخرج. من المحتمل أن يكون الأكثر استخدامًا ، على العكس من ذلك ، لديهم عيوب مقارنة بالأنظمة الأخرى ، من حيث التعقيد الكبير في تحضير القالب. إن تحقيق مجموعة أزواج حشو الذكور والإناث مهمة تتطلب دقة كبيرة. كما أن صغر الذكور يسهل تدهورها أثناء عمل الموت.
شظايا في نصف ريد في عرض الجناح
في عرض الجناح بالكامل ، تصنع الشقوق على شكل نصف دائري ، في رقم مشابه للحالة السابقة – بين 6 و 8 ، حسب القطر – وموزعة بشكل متماثل. عادة ما يكون عمقها 0.35 مم ، أي نفس الشقوق الدائرية. عرضه حوالي 3 إلى 3.5 ملم. انظر الرسم رقم 4. بهذه الطريقة ، تظهر الأضلاع الشعاعية داخل الجناح الذي يظهر في مركب الإغلاق. يؤدون وظيفة مماثلة لحالة المعصمين الدائريين من حيث فعل خلق الفراغ.
التوصية المتعلقة بزاوية ميل الحافة قابلة للتطبيق أيضًا في هذه الحالة.
الرسم رقم 4: موضع الشق في نصف دائري على حافة الغطاء
لتنفيذ هذه “البسيطة” ، يكفي تشغيل القنوات المقابلة في الجزء العلوي من “حلقة مركز الموت”. يشار إلى أبعادها في الرسم رقم 5. ليس من الضروري تركيب أي نوع من الذكور على “حلقة القاذف” ، لأن القصدير ينسخ شكل الذبيحة أثناء رسم الغطاء.
رسم رقم 5: تشغيل الجزء العلوي من حلقة مركز المصفوفة
تتميز طريقة تشكيل الأخاديد الفراغية هذه بميزة البساطة في إعداد الأدوات. يتأثر جزء واحد فقط وبالتالي لا توجد صعوبة في التوافق مع الآخرين. القالب غير معقد ويظل قويًا. من ناحية أخرى ، فإن العيب الرئيسي الذي تم اكتشافه باستخدام هذا النظام “البسيط” هو إغلاق الحاوية. يمثل تجعيد الغطاء في مناطق الشقوق ارتفاعًا أكبر ، وهو أمر منطقي نظرًا لوجود تشوه أقل في هذه النقاط – ارتفاع أقل للدرج. اعتمادًا على نوع الخياط ، يمكن أن تسبب هذه الاختلافات في ارتفاع الضفيرة في نفس الغطاء صعوبات في التغذية وحتى مشاكل في جودة الإغلاق.
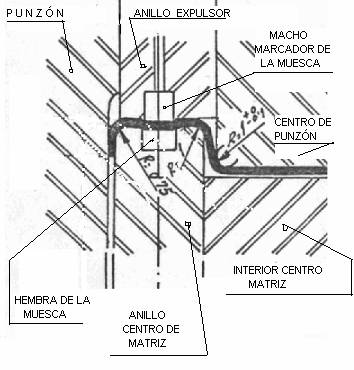
شقوق في القوس الداخلي لجناح الغطاء
في هذه الحالة ، تُصنع الشقوق في القوس الذي يربط الجناح بصينية الغطاء ، أي في نصف القطر الداخلي للجناح. هم على شكل نصف عكاز مائل. عمقها 0.6 ملم. ويبلغ طوله 1.5 مم تقريبًا ، وكلاهما في وضع مائل. في الرسم رقم 6 يمكن رؤية موقعه. يمكن أن يختلف عددهم من 6 إلى 16 ، حسب قطر الغطاء. مع هذا النوع من الشق ، على عكس الأنواع السابقة ، يتم تنفيذ الدعم على الحافة على نصف قطرها ، بدلاً من الحافة. لذلك فإن الزاوية النهائية للحافة لا تهم كثيرًا.
رسم رقم 6: وضع الشقوق في القوس الداخلي للجناح
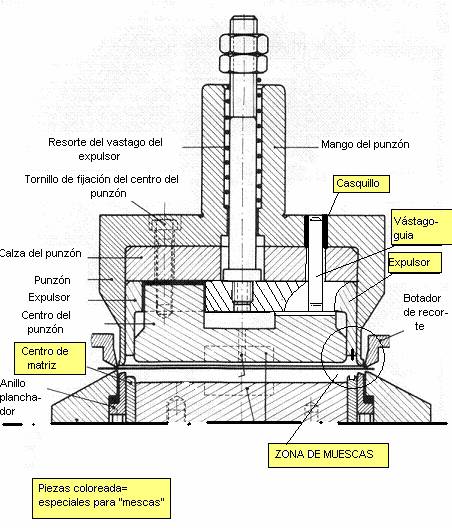
على غرار النظام السابق ، يركز تحضير القالب لتحقيقه على تحقيق “حلقة القالب المركزية” لبعض الآلات ذات الميل والقياسات المناسبة. في الرسم 7 تنعكس.
رسم رقم 7: تفاصيل تحضير “حلقة مركز المصفوفة”
في الرسم رقم 8 يمكنك أن ترى كيف تعمل الأداة وكيف يتم تشكيل الشق.
تتمثل ميزة هذا النوع من “البسيط” ، مثل السابق ، في سهولة تحضير القالب ، لأنه مرة أخرى قطعة واحدة – حلقة القالب المركزية – والتي يجب أن تكون كافية. لذلك فإن بساطته وقوته مضمونة. ليس لها عيوب كبيرة. بصريًا فقط ، تظهر علامات طفيفة على جدار الدرج بعد الإغلاق. يجب أن يكون الخياط أيضًا قويًا لتوفير الجهد الإضافي اللازم لسحق هذه الشقوق.
تحضير العبوات
لتحقيق أفضل النتائج مع أي من أنواع الشقوق التي وصفناها في النقاط السابقة ، من الملائم أيضًا تكييف جسم الحاوية مع استخدام الأغطية مع هذا النوع من الشق.
الإجراءات الواجب اتخاذها على الجثث هي كالتالي:
– 1.- كما أشرنا أعلاه ، من الملائم أن تكون شفة الحاوية مائلة جيدًا ، على الأقل 7 ´ 30´ ، بحيث يكون التلامس بين الشقوق والحافة دقيقًا ، فقط في نهاية الأخير. وبالتالي ، فإن عقبة خروج الهواء ستكون ضئيلة.
– 2.- من الطبيعي أن يتلاءم الغطاء قليلاً بالقوة على الجسم. تشير الممارسة الجيدة إلى أن قطر إدخال الغطاء يكون 0.20 مم تقريبًا. أكبر من داخل الجسم (على الرغم من أن هذه القيمة هي دالة لحجم الحاوية). ومع ذلك ، في الحاويات التي سيتم إغلاقها بالفراغ الميكانيكي ، باستخدام الشقوق ، يجب أن يكون هذا التعديل عكس ذلك ، أي يجب أن يكون هناك تلاعب بين الغطاء وجسم الحاوية. يجب أن يكون قطر الجسم أكبر بحوالي 0.30 مم من الغطاء. والسبب في ذلك هو منع الغطاء من العمل كغالق ، مما يسمح للهواء بالهروب بين الاثنين. هذا لا يعني أن عليك إعطاء المزيد من المواد لنمو الجسم للحصول على قطر أكبر. يتم استخدام نفس مقياس تطوير الأسطوانة كما هو الحال في الحالة العادية ، وبالتالي أيضًا نفس القطر في البداية. يتم تحقيق زيادته من خلال توسيع قطر أداة التشفيه – السدادة – بهذه الكمية ، وبالتالي شد الجسم في نهايته في عملية التشفيه.
– 3.- في بعض الحالات ، يتم استخدام الشقوق في حافة الجسم كمكمل للشقوق “البسيطة”. يبلغ عمق هذه الأخاديد 1-1.5 مم ولها شكل دائري. يتم وضعها بشكل شعاعي. يتم إجراؤها في عملية التربيط ، وتعديل ضمادة التثبيت بشكل مناسب. يجب أن يكون عددهم دائمًا مختلفًا عن العدد “البسيط” بحيث لا يتطابق أحدهم مع الآخر أبدًا عند تركيب الغطاء على الحاوية. يمكن أن يحل هذا الحل محل الحل المقترح في رقم 2 ، لأنه يحقق نفس التأثير لتحقيق التوافق بين الغطاء والجسم ليس محكمًا.
 الحساب النظري لحجم المطاط اللازم لإغلاق حاوية معدنية
الحساب النظري لحجم المطاط اللازم لإغلاق حاوية معدنية
 تويست قبالة خط إنتاج الغطاء
تويست قبالة خط إنتاج الغطاء
 تقييم طرد الغطاء في حاويات الطلاء
تقييم طرد الغطاء في حاويات الطلاء
 تجميع الأكياس البلاستيكية
تجميع الأكياس البلاستيكية
 ثقوب الكرات / كبسولات
ثقوب الكرات / كبسولات
 التراكبات ومقابس الضغط للحاويات المعدنية
التراكبات ومقابس الضغط للحاويات المعدنية
 تأثير الجزء السفلي أو جناح الغطاء على الختم المزدوج
تأثير الجزء السفلي أو جناح الغطاء على الختم المزدوج
 تحديد قطع الغطاء الخلفي
تحديد قطع الغطاء الخلفي
 أبعاد القبة الهوائية المنحوتة
أبعاد القبة الهوائية المنحوتة
 لمحات الغطاء / الظهر للتغليف الدائري
لمحات الغطاء / الظهر للتغليف الدائري



0 تعليق