
وظيفة
يُعطى اسم آلة الشباك للجهاز الذي يقوم بعمل قلب حافة نفسه على الخلفية ، من الشكل الذي تقدمه عند ترك المكبس إلى ملفه الشخصي النهائي ، على غرار الخطاف. ويسمى أيضًا orleadora أو viradora أو curlingadora ، وهذا الأخير مشتق من الفرنسية أو الإيطالية أو الإنجليزية.
تم بالفعل عرض تحليل الضفيرة ووظيفتها وأنواعها في العمل:
يتم ربط مكواة التجعيد دائمًا خلف المكبس الذي يثقب القيعان ، ويتم إرفاقه من خلال قطرة – أو أدلة – بواسطة الجاذبية أو ناقل مائل مغناطيسي ، حيث يتم إلقاء القاع بواسطة الدافع الذي يوفره قاذف المكبس. في الصورة رقم 1 ، يمكنك رؤية الجزء الخلفي من المكبس ، متبوعًا بآلة لف القرص المزدوج مع تفريغها إلى ناقل في ارتفاع.

الشكل رقم 1: تجميع مكواة الشعر على مكبس
. عند الخروج من مكواة التجعيد ، يمكن إرسال الأموال إلى:
1º. – منحدر يدخل هذه الأموال في جهاز تكديس. في ذلك ، يتم تناولها بواسطة قناة مدخل تضعها في براغي دوارة لا نهاية لها ، مما يجعل من الممكن تشكيل مجموعة من القيعان الملتفة التي يتم التحكم فيها عن طريق قضبان التوجيه المكدسة. من هناك يمكن تخزينها أو إطعامها للآلات الأخرى.
2º. – منحدر يرسبهم على ناقل مرتفع ينقلهم إلى وحدة تغذية اللثة ، أيضًا في شكل قضيب ، يتم تسليمهم منه واحدًا تلو الآخر إلى نظام قضيب النقل في هذه الآلة.
يمكن نقل أدوات البكر ميكانيكيًا من المكبس الذي تخدمه ، عن طريق ناقل الحركة ، أو أن يكون لها محرك مستقل خاص بها. الطاقة المستهلكة صغيرة ، في حدود 1 كيلو واط.
الأنواع
يقدم السوق إصدارات مختلفة من الآلات التي يمكن تصنيفها عمومًا إلى مجموعتين كبيرتين:
– أ- ماكينات تجعيد القيعان / الأغطية المستديرة
– ب- ماكينات تجعيد القيعان / الأغطية المستطيلة أو البيضاوية أو غيرها.
الطريقة التي تعمل بها المجموعتان مختلفة تمامًا ، كما سنرى.
أ- لفائف الصناديق المستديرة
في نفوسهم ، يتم الحصول على تموج الحافة السفلية عن طريق تدوير القاع المذكور على نفسه بعدد كبير من الثورات في الدقيقة ، داخل أداة تعمل عند نقطتين متقابلتين تمامًا. تمت مناقشة شكل وتصميم أدوات الكيرلنج في عمل آخر بعنوان:
ضمن هذه المجموعة ، يمكن تقسيمها بدورها إلى عدة أنواع ، مرتبطة بعوامل مختلفة مثل: معدل العمل ، نوع القالب المستخدم ، تكلفة الاستثمار المقبولة …
وهكذا يمكننا الحديث عن:
– 1º. – ماكينات لف قاع القرص المستدير
– 2º. – ماكينات لف القيعان المستديرة بواسطة بكرات
1º.- قرص
في هذه الحالة ، يتم تجعيد حواف القيعان عند المرور بين قرص ومقطع حلقي. تتكون الآلة من طاولة مائلة ، يتم تركيب المجموعة بأكملها عليها ، حيث يتم نقل القيعان المراد لفها إلى الأدوات التي تمكن من عملية سلسة وتدريجية. يسمح ميل هذا الجدول عادة بالتنظيم بين 30 و 60 درجة. هناك إصدارات أخرى من نفس النوع من الآلات ، حيث يكون موضع الطاولة وجميع الأدوات عموديًا. تتكون الأدوات من قرص وجزء خارجي ، يسمى أيضًا القطاع الخارجي ؛ الأموال المتداولة بينهما.
القرص كبير القطر ويدور بسرعة معينة. يمكن تنظيم عدد الدورات في الدقيقة في بعض الأجهزة عن طريق مغير السرعة. في الحقيقة يتكون من جزأين. حلقة مركزية ثابتة لأي ملف تعريف تجعيد ، وحلقة حلقية خارجية ، مثبتة على الجزء المركزي. يمكن صنع هذه الحلقة من عدة قطع ، وعلى جانبها يوجد حلق بالشكل الذي يجب أن يتخذه الضفيرة ؛ لذلك تتغير هذه الحلقة عندما يتغير معيار الضفيرة. عادة ما يتم تشكيل الحلق مرتين في الاتجاه المعاكس ، بحيث عندما يكون ملفه الشخصي قد تآكل ، يكفي لف الحلقة لاستخدام الحلق الثاني. يتصل القرص بأسفل عند ملامسته له بسرعة دوران عرضية مماثلة لتلك الخاصة به ، مما يترجم إلى عدد أكبر من الثورات على نفسه للثورة الأخيرة.
هذا المقطع هو الجزء الخارجي من أدوات الآلة. إنه ثابت ويتكون من عدة أقسام متتالية متحدة المركز على القرص المركزي. لديهم أيضًا أخدود مقابل الحلقة الحلقية للقرص المركزي وبنفس المظهر الجانبي. يمكن تعديل كل قسم بشكل طفيف في المسافة من محور الآلة ، بحيث يتم تقليل المسافة بين الحلقة الحلقية والجزء شيئًا فشيئًا. وبالتالي ، في البداية ، تكون هذه المسافة أكبر قليلاً من القطر الخارجي للقاع عند مخرج القالب ، وفي المنطقة الأخيرة تتوافق مع القطر النهائي لنفس العقص النهائي. بهذه الطريقة ، عندما يمر الجزء السفلي على طول الماكينة ، يتم تقليل قطرها في نفس الوقت الذي يتم فيه تشكيل الضفيرة المائلة. انظر الرسم رقم 2. تتحرك الخلفية في حركتها على طول المقطع
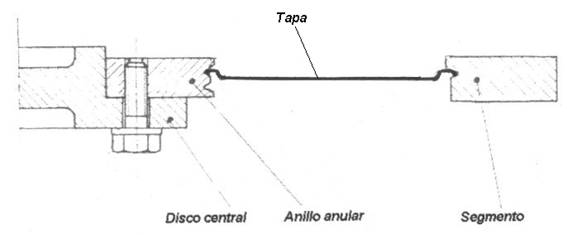
شكل رقم 2: مقطع من حديد الشباك
تُظهر الصورة 3 مثالاً على قرص لف الحديد. تتوافق القطعة المستديرة باللونين الأزرق والأبيض مع الجزء المركزي من القرص. مناطق الدرجة اللونية للصلب هي الأدوات ، أي الحلقة الحلقية والقطعة
الشكل ن 3ª: بكرة قرص للقيعان المستديرة
تصل الأموال عادةً إلى منطقة عمل مكواة التجعيد عند خروجها من آلة الضغط ، أي مع دلوها لأعلى ، وفي هذا الوضع يتم تجعيدها. حركتها هناك تتم بواسطة حزام ناقل مغناطيسي أو بالسقوط بفعل الجاذبية كما قلنا من قبل. قد تكون هناك حالات خاصة حيث يكون من المثير للاهتمام بالنسبة لهم الدخول في الاتجاه الآخر ، على سبيل المثال قيعان حاويات الأيروسول ، والتي بسبب شكل الغطاء الكروي تجعل وضع وجههم غير مستقر. في هذه الحالة ، يمكن عكسها عند خروج الضغط عن طريق وضع دليل الدوران. يجب أن تقدم الأدوات الموجودة في هذا الشكل صورة حلقهم المقلوبة
داخل الآلة ، تقوم القيعان برحلة تبلغ حوالي 270 درجة يسحبها القرص المركزي الذي ينقلب على نفسها على التوالي على طول مسارها. بهذه الطريقة ، يتم الحصول على تجعيد موحد في جميع أنحاء محيطه.
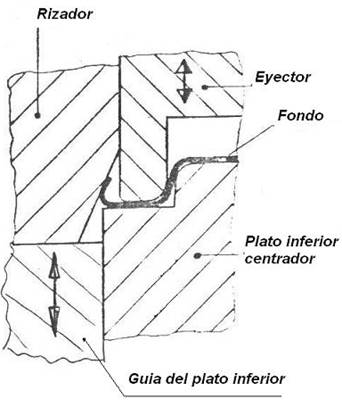
نظرًا لأن الأغطية يجب أن تصل إلى الصمغ ، وهي الآلة التالية في عملية التصنيع الخاصة بها – مع وجود قناة الجناح لأعلى – وبالتالي مع وجود الجرافة لأسفل – لإيداع المركب المناسب فيه ، حسب الضرورة. اقلبهم عند المخرج من حديد الشباك ، باستخدام الدافع الناتج عن عمل القرص المركزي لمكواة الشباك. يمكن تحقيق الالتفاف بسهولة عن طريق وضع أدلة منحنية – انظر الشكل رقم 4 – التي تودعها على ناقل المدخل إلى الصمغ.

الشكل رقم 4: آلة تجعيد مع تدوير القاع عند المخرج
إذا تم تدوير الغطاء قبل دخول مكواة الشباك ، – كما أشرنا في حالة قيعان الهباء الجوي – ، فإن الدوران الثاني ليس ضروريًا عند مغادرة الماكينة. تعمل مكواة التجعيد المعروضة في الصورة رقم 3 على هذا النحو ، ودليل المنفذ الأزرق الموجود عليها ليس زعنفة.
الخصائص العامة لهذه الآلات هي:
قطر الصناديق المراد تجعيدها بحيث تسمح: بين 50 إلى 175 ملم
إنتاج يصل إلى: 300 خلفية / دقيقة
الوزن التقريبي 350 كجم.
الطاقة المستهلكة: 1 كيلو واط. تقريبا. الأعلى
عندما تعمل آلة الضغط بقلب مزدوج وبالتالي يتم ثقب قاعتيْن في كل شوط ، فإن آلة اللف المناسبة تكون من نوع القرص المزدوج. إنه يختلف عن الذي تم وصفه أعلاه في أن كل شيء مكرر: مدخلين ، قرصين ، جزأين ، إلخ. كل هذا تم وضعه بشكل متماثل فيما يتعلق بمحور وصول الأموال. في الصورة رقم 5 ، يمكنك رؤية مكواة تجعيد مزدوجة ، بدون أدلة خروج للأموال وبدون حماية.
شكل رقم 5: مكواة تجعيد مزدوجة القرص
الأكثر شيوعًا هو استخدام هذا النوع من حديد الشباك في المنشآت الصناعية الحالية. يمكن تشغيلها بواسطة زوج من المحركات المستقلة ، مثل المحرك الموجود في الصورة رقم 5 ، أو بواسطة محرك واحد أو حتى من نفس محرك الضغط.
2º. – بواسطة RULINA
حاليًا في إجراء نادر الاستخدام ، يقتصر استخدامه على أغطية ذات قطر كبير. تقوم الآلة التي تقوم بتنفيذها بشكل متكرر أيضًا بتطبيق المطاط على الجناح السفلي في نفس الوقت ، مستفيدة من دورانه. تُظهر الصورة 6 مكواة من هذا النوع. معدل إنتاجها منخفض.

الشكل رقم 6: آلة لف البكرة
طريقته في العمل هي كما يلي: يصل الغطاء ، في وضع مقلوب ، إلى نقطة الشباك ، ويسقط على طول طاولة مع أدلة ؛ بمجرد دخوله ، يتم محاصرته بين لوحة سفلية تتكيف مع دلوها وصفيحة علوية أصغر. يدور الجزء السفلي بمحرك عند عدد معين من الدورات في الدقيقة ويسحب الغطاء ، الذي يتم ضغطه على اللوحة المذكورة بواسطة الجزء العلوي ، والذي يدور أيضًا بحرية مدفوعًا به. في الوقت نفسه ، يقترب ذراع جانبي ، ويحمل لفة درز تقدم حلقًا مع المظهر الجانبي المناسب لأداء الضفيرة. تدور البكرة بشكل جنوني على محورها عندما تتلامس مع حافة جناح الغطاء. اعتمادًا على التقريب الأكبر أو الأصغر لذراع حامل البكرة ، يتم الحصول على التفاف ملحوظ بدرجة أو بأخرى. تتطلب الدورة أن يقوم الغطاء بإجراء عدة دورات على نفسه ، لجعل الضفيرة تدريجيًا وكاملة في كل محيطها.
كما قلنا من قبل ، في نفس الوقت ، يمكن لذراع أخرى أن تقوم بوضع الحشية المطاطية المناسبة عن طريق فوهة ، والتي سيتم توزيعها على الجناح مع الاستفادة من سرعة دوران الغطاء. يمكن أن تكون محركات الذراع ميكانيكية أو تعمل بالهواء المضغوط. يمكن تغذية هذه البكرات مباشرة من مكبس أو من خلال وحدة تغذية ، على الرغم من أنه يمكن أيضًا إدخال الأغطية يدويًا. يعد ضبط الماكينة على قطر سفلي مختلف سريعًا نسبيًا لأنه يكفي لتغيير اللوحة السفلية وضبط موضع الأذرع والموجهات. يمكن القيام بذلك في حوالي 15 دقيقة.
نظرًا لطريقة عمل هذا النوع من الماكينات ، فمن الممكن استخدامه على قيعان شفة مسطحة تمامًا ، أي تم الحصول عليها بقالب تصميم بدون تجعيد ، وهذا هو السبب في أنها مثالية للإنتاج الصغير للأغطية ذات القطر الكبير .
الخصائص العامة لهذه الآلات هي:
قطر الصناديق المراد تجعيدها بحيث تسمح: بين 50 إلى 250 ملم
إنتاج يصل إلى: حتى 45 خلفية / دقيقة
الوزن التقريبي 350 كجم.
الطاقة المستهلكة: 0.33 كيلو واط. تقريبا. الأعلى
ب- كورلر للخلفيات المستطيلة
تمثل القيعان المستطيلة ، وكذلك القيعان البيضاوية أو غير المستديرة ، صعوبة عدم القدرة على صنع الضفيرة عن طريق تدوير القيعان المذكورة. لذلك من الضروري اللجوء إلى إجراء آخر لإنتاجه. تتمثل إحدى طرق القيام بذلك عن طريق استخدام نوع مختلف من مكواة التجعيد ، وهي مزودة بزوج من الأقراص ذات القطر المتساوي – بحجم أصغر من تلك المستخدمة في القيعان المستديرة – ، سواء أثناء القيادة أو الدوران في الاتجاه المعاكس ، دائمًا في الاتجاه المعاكس .. وصول الغطاء. يحتوي كلا القرصين على حلق على جانبهما مع ملف تعريف الضفيرة المطلوب تحقيقه. عند تمرير الأغطية بين كلا القرصين ، يتم تجعيد الجانبين المتقابلين من نفس القرصين اللذين يتلامسان معهما. في الصورة رقم 7 يمكنك رؤية مكواة من هذا النوع.
الشكل رقم 7: مكواة تجعيد مزدوجة القرص
مع هذا النظام ، يظل جانبان من الغطاء المستطيل – الأصغر سناً – غير ملتفين ، مما لا يؤثر على قابليته للتكديس وقليل جدًا عند الإغلاق. تشبه طريقة تغذية الأغطية وتخزينها تلك المذكورة أعلاه بالنسبة للآلات الأخرى.
يمكن استخدام نفس النوع من مكواة التجعيد في القيعان المستديرة ، على الرغم من أنه من الضروري لهذا الغرض أن تدور الأقراص بسرعات مختلفة وفي الاتجاه المعاكس ، وهو ما يتحقق من خلال زيادة عدد دورات أحد العمودين وتغييرها اتجاه الدوران. بهذه الطريقة ، نظرًا لأن السرعات العرضية للقرصين مختلفة ومتقابلة ، فإن الجزء السفلي عند ملامسته لهما يدور على نفسه ليولد تجعيدًا.
البديل من هذا النوع ، والذي يعمل على تحسينه بشكل كبير ، هو تصميم الجهاز بزوج مزدوج متتالي من الأقراص ، مما يسمح بتنفيذ الضفيرة على مرحلتين ، الأولى لتقريب شكل وأبعاد الضفيرة ، و الثاني حتى النهاية. النتائج أفضل مع هذا الترتيب. انظر الصورة رقم 8

الشكل رقم 8: زوج مزدوج من آلة لف القرص.
على الرغم من قلة استخدامها ، إلا أن هناك أيضًا مكواة تجعيد من هذا النوع مع ثلاثة إلى أربعة أزواج من الأقراص ، مما يسمح بجعل الضفيرة أكثر تقدمًا وسلاسة.
الخصائص العامة لهذه الفرق هي:
قطر الصناديق المراد تجعيدها بحيث تسمح: بين 50 إلى 200 ملم
إنتاج يصل إلى: حتى 120 خلفية / دقيقة
الوزن التقريبي 250 كجم.
الطاقة المستهلكة: 1 كيلو واط. تقريبا. الأعلى
ج- طرق أخرى للالتواء
هناك بدائل أخرى لعمل تجعيد الأغطية ، والتي تُستخدم خصوصًا عندما لا تكون مستديرة الشكل ، من أجل تجعيد محيط الغطاء بالكامل ، وليس فقط جانبين متقابلين كما رأينا في الحل السابق. من بين الأشياء الأخرى الأكثر استخدامًا:
أ- مجعد في الصحافة. تتم العملية على مكبس مزود بأداة خاصة. انظر الرسم رقم 9. الأداة مثبتة على المكبس وكأنها قالب ، يمكن تثبيت هذا النظام على أي آلة مزودة بمنضدة ورأس ، ومجهزة بحركة بديلة بقوة معينة ، مثل صمغ بواسطة عازلة للقيعان المستطيلة.
الشكل رقم 9: الشباك لكل ضربة في الضغط
تمت مناقشة هذا الإجراء بالفعل في العمل:
ب- كرة لولبية في الخياطه. في القيعان غير المستديرة ، يمكن تحقيق قاع ممتاز باستخدام آلة الخياطة كمكواة تجعيد. النوع المناسب من الخياطه هو النوع الذي يعمل مع الحاوية الثابتة ، أي برأس إغلاق دوار. يكفي استخدام بعض بكرات الإغلاق مع ملف تعريف الشباك المناسب ، وتكملة لوحة الضغط حتى تتمكن من تثبيت الغطاء من الأسفل. من الضروري أيضًا استخدام كاميرا ناسخة مصممة بشكل مناسب لهذا الغرض.
يعمل النظام بشكل جيد للغاية على الرغم من وجود عيبين أساسيين:
– سرعة عمل منخفضة
– صعوبة تغذية الأغطية ، حيث أنها غير مجعدة ، إذا كانت مكدسة مسبقًا ، فهناك دانتيل بينها. يمكن حل ذلك بطريقتين:
o تجعيد مسبق في آلة تجعيد ذات قرصين تسمح بالتلاعب بها دون تشابك.
o تغذية الأغطية واحدًا تلو الآخر إلى الخياط ، بإجراءات مختلفة مثل: يدويًا ، مباشرة من المكبس أو اللثة ، باستخدام عوامات مغناطيسية ، إلخ.
نكرر أن هذين الخيارين لا يستخدمان إلا عندما تكون هناك حاجة لتجعيد محيط الغطاء بالكامل بطريقة غير دائرية. يمكن طلب ذلك لأسباب مختلفة مثل: تحقيق نوعية جيدة جدًا من الضفيرة ، ومتطلبات العملاء ، وما إلى ذلك. إنها إجراءات مكلفة بسبب سرعتها المنخفضة ومعداتها عالية التخصص.












0 Comments