
نبذة مختصرة
تستهلك صناعة الطلاء والورنيش كميات كبيرة من العبوات المعدنية. تتميز هذه الحاويات بخصوصية كونها محكمة الإغلاق ، ولكن مع سهولة الوصول إليها لاستخدامها كحاويات ، في وقت تطبيق محتواها. هذا يؤدي إلى حلول مختلفة. في هذا العمل ، تتم مراجعة تلك التي تستند إلى إغلاق الاحتكاك. يوضح تفاصيل عمليات إغلاق الاحتكاك البسيطة والمزدوجة والثلاثية ومعاييرها الأساسية وخصائصها وخصائصها.
المقدمة
لطالما استخدمت الحاويات المعدنية لنقل ومناولة واستخدام الورنيش والدهانات واللك وغيرها من المنتجات الصناعية. هذه لها سلسلة من الخصائص الخاصة التي تميزها عن تلك المستخدمة في الطعام. السبب الرئيسي هو أنهم لا يخضعون للتعقيم ومعالجة الإمداد الحراري. لهذا السبب ، يكفي أن تكون القيعان مسطحة والأجسام ملساء. لكن على العكس من ذلك ، فإن الأغطية لها تصميم خاص جدًا.
كل هذا يهدف إلى تلبية سلسلة من الشروط التي تغطي المتطلبات التالية:
– الحفاظ على المحتوى بشكل مناسب ، أي الحفاظ على ختم جيد
– بمثابة دلو في وقت الاستخدام. لذلك ، يجب أن تكون الفرشاة أو الأسطوانة قادرة على البلل فيها ، ومن ثم يجب أن تكون مجهزة بفم كبير قدر الإمكان.
– حافظ على تخزين فائض المنتج جيدًا ، وهذا يعني أن تتمكن من إغلاق هذا الفم بإحكام عن طريق غطاء بمجرد استخدامه جزئيًا.
يتم تحقيق كل ما سبق من خلال استبدال الغطاء العلوي بعنصرين في الحاوية:
– طوق أو حلقة ، وهو غطاء به فتحة مركزية كبيرة
– سدادة تستقر على الحافة.
يتم تحقيق ضغط الارتباط هذا بجعل قطر السدادة أكبر قليلاً من قطر الثقب الموجود في الحلقة. بهذه الطريقة ، يتم إنشاء قوة احتكاك أو احتكاك بين الجدران الجانبية للحلقة والقابس ، مما يضمن بقاء المجموعة ثابتة بشكل معقول.
بمرور الوقت ، تم تطوير طرق مختلفة لجعل هذا مناسبًا بين الحلقة والغطاء ، مما أدى إلى ظهور أنواع مختلفة من إغلاق حاويات الدهانات وما شابه. سنصف أدناه أهم العناصر داخلهم ، وطريقة تمثيلهم ، والمواد وعلاقات القياس. هناك أنواع أخرى من الإغلاق مثل تلك المستخدمة في “دلاء” ، دلاء ، إلخ. الا اننا لن نتعامل معه في هذا العمل.
احتكاك بسيط
إنه الإغلاق الأكثر شيوعًا في هذا السوق. تصميمه كلاسيكي للغاية وبدأ استخدامه منذ أكثر من قرن. كما يتضح من الشكل 1 ، يتكيف الغطاء مع الحلقة على طول جدار رأسي واحد ، ويتم إنتاج الإغلاق بواسطة القوة المتولدة في التشوه المرن والمتبادل لكلا العنصرين.
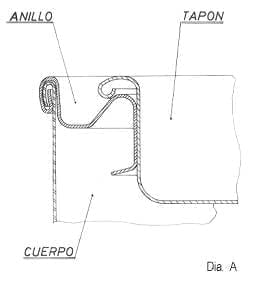
الشكل رقم 1: إغلاق بسيط للاحتكاك
إنه إغلاق يجمع بين مزايا البساطة والاقتصاد في الصفيح المقصدري ، سواء في سمكه أو في صلابته. على العكس من ذلك ، فإن له سلسلة من العيوب التي تجعله قديمًا اليوم. أهمها:
– فولاذ يُرى على حافة حافة الحلقة ، والذي يسبب عند استخدامه في الدهانات ذات الأساس المائي ، المتكرر جدًا اليوم ، أن تتكون طبقة خفيفة من الأكسيد على الجزء العلوي من المحتوى ، والتي تنشأ عن تفاعل الحديد مع الماء .
– قص الشعر بالفرش ، عندما يتم تشريبها بالطلاء لأن حافة الحلقة عادة ما تكون حادة للغاية. تستقر هذه الشعيرات على الطلاء وتلوثه.
– لا يُظهر سطحها الفريد مانع للتسرب صلابة شديدة على الإحكام وبالتالي فهي غير موثوقة للغاية.
– الحلقات غير قابلة للتكديس وبالتالي تؤدي إلى بعض الصعوبات في إطعامها في ماكينة الخياطة الآلية.
– الأغطية أيضًا غير قابلة للتكديس وتعقد عملية الإغلاق التلقائي في منزل الحشو.
على الرغم من هذه القيود ، فإن أداؤها جيد بما يكفي للبقاء في السوق ، مع حصة كبيرة منها.
بعض خصائص هذا النوع من الإغلاق هي:
– صفيح يستخدم عادة:
الأطواق: 0.26 إلى 0.27 T3. ه 2.8
المقابس: 0.25 إلى 0.26 درجة حرارة T3 E2.8
حسب قطر الحاوية. لذلك فهي طبيعية جدا.
– قطر الفم إلى انظر الشكل 1 ، يقل قطر الحاوية بحوالي 10 إلى 12 مم.
– الارتفاع الصافي لجدار الإغلاق من 4 إلى 6 مم في الحلقة و 9 إلى 12 في الغطاء.
يتم دائمًا الإشارة إلى كل مراجع القياس هذه ، وتلك التي سنشير إليها لأنواع أخرى من الإغلاق ، لأقطار حاوية تصل إلى 110 مم. في الرؤساء تزيد قيمتها.
من أجل التصميم الصحيح للأدوات ، من الضروري معرفة أن قياسات القطع المتشابهة التي تشكل جدار الإغلاق لا تتوافق تمامًا مع القياسات النهائية للحلقة والمقبس ، وهو أمر مهم جدًا ، حيث يمكن يؤدي إلى إغلاق الظهر المعيب. لذلك ، من الضروري مراعاة الاسترداد المرن – التشوه – للصفيحة المقصدرة في المكونات النهائية ، لتعويضها بقياسات أجزاء الأدوات.
يوضح الجدول التالي لثلاث مجموعات من أقطار الحاوية المختلفة ، الصيغ التي تحدد تقريبًا قياسات قطر فوهة الحاوية ، في الحلقة ويموت الغطاء ، لتحقيق القيمة إلى على الحلقة بمجرد الانتهاء من الحاوية. تم تحديد هذه الصيغ من خلال الممارسة وظروف الاستخدام العادية ، وباستخدام جوارب من الصفيح والحلقة والغطاء مماثلة لتلك المذكورة أعلاه.
|
احتكاك بسيط |
||||||
|
قيم قطر الاحتكاك أ |
||||||
|
حلقة |
سدادة |
|||||
|
قطر الحاوية |
< 73 |
73 إلى 99 |
> 99 |
< 73 |
73 إلى 99 |
> 99 |
|
قيمة ال إلى في الغرفة |
إلى |
إلى |
إلى |
أ + 0.22 |
أ + 0.30 |
أ + 0.50 |
|
قيمة ال إلى في الأدوات |
أ + 0.07 |
أ + 0.10 |
أ + 0.15 |
أ + 0.17 |
أ + 0.25 |
أ + 0.40 |
على سبيل المثال ، بالنسبة لحاوية قطرها 83 مم ، إذا أردنا أن يكون للحلقة فتحة فم إلى، لكي يعمل مانع الاحتكاك جيدًا ، يجب أن يكون قطر السدادة أ + 0.30 . لهذا ، جزء من أداة الطوق الذي يحدد القطر إلى يجب أن يكون لها قيمة أ + 0.10 ملم وتلك الخاصة بأدوات الغطاء أ + 0.25.
تحسن الاحتكاك البسيط
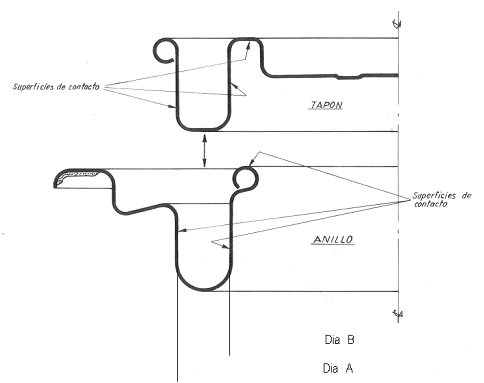
في أوروبا الوسطى ، وخاصة في فرنسا ، لحل المشاكل التي يطرحها إغلاق الاحتكاك البسيط ، تم تطوير نسخة أكثر تفصيلاً منه. يوضح الشكل 2 خصائصه.
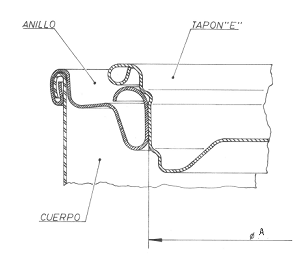
الشكل رقم 2: تحسن إغلاق الاحتكاك البسيط
لا يزال إغلاق الاحتكاك بسيطًا ، لأنه يحتوي على سطح إحكام واحد فقط ، ولكن له المزايا التالية على الإغلاق الكلاسيكي:
– يتم وضع حافة القطع من فم الحلقة خارجًا على الإغلاق وبالتالي بعيدًا عن ملامسة الطلاء ، وبالتالي لا يوجد خطر من الأكسدة.
– لن ينتج عن هذه الحافة قصات شعر على الفرش أيضًا لأنها منحنية للداخل وبالتالي فهي محمية.
– تسمح أشكال الحلقة والغطاء بتحكم أفضل في تكوينها والحصول على دقة أكبر في قياساتها. يسمح التصميم “V” للجدار الدائري بقدر معين من المرونة ، مما يخلق ضغطًا أكبر على جدار السدادة. التعزيزات في جدار القابس تمنحه صلابة أكبر. كل هذا يولد إغلاقًا أكثر اتساقًا وأمانًا.
– بفضل تصميمه ، يمكن خفض سمك الصفيح المقصدري المستخدم في كلا العنصرين بما لا يقل عن 0.01 مم.
– يتم التعامل مع الحلقات بشكل أفضل في وحدة التغذية الخاصة بالخياطة نظرًا لعدم إمكانية تكديسها تمامًا ، إذا كانت أكثر من الحالة الأولى.
– في الأغطية ، تسمح درجة القاعدة والخرز الجانبي في الجزء العلوي بإمكانية تكديس مقبولة. في كومة السدادات ، تخترق السدادة العلوية الجزء السفلي من منطقة التجويف ، وتستقر على حافة الجزء السفلي.
كل هذا يجعل هذا الحل أفضل بكثير من الإصدار الأول لإغلاق احتكاك بسيط.
على العكس من ذلك ، يتطلب تصنيعها أن يتم تنفيذها في عدة عمليات ، وتحديداً ثلاث للحلقة واثنتان للغطاء ، مما يجعل التركيب والأدوات أكثر تكلفة.
بعض خصائص هذا النوع من الإغلاق هي:
– صفيح يستخدم عادة:
الحلقات والمقابس: 0.24 إلى 0.25 T3 المزاج. ه 2.8. حسب قطر الحاوية. لذلك فهي طبيعية جدا.
– قطر الفم إلى انظر الشكل 1 ، يقل قطر الحاوية بحوالي 12 إلى 14 مم.
– الارتفاع الصافي لجدار الإغلاق من 5 إلى 6 مم في الحلقة و 9 إلى 11 في الغطاء.
هناك نوع آخر من هذا الإغلاق ، حيث باستخدام نفس النوع من الحلقات ، يكون للأغطية شكل آخر ، غطاء من النوع “U” ، انظر الشكل 3.
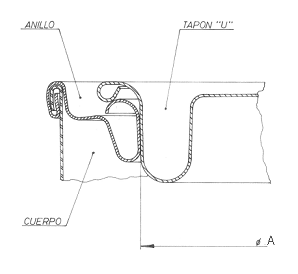
الشكل رقم 3: تم تحسين إغلاق الاحتكاك البسيط باستخدام غطاء من النوع “U”
تتميز بميزة أن هذا النوع من السدادات قابل للتكديس بالكامل ، وبالتالي يتم تسهيل عملية تغطية الحاوية في منزل الحشو بشكل كبير ، حيث يمكن زيادة إيقاع العملية بشكل كبير.
كما هو الحال في إغلاق الاحتكاك البسيط الكلاسيكي ، يجب أن يأخذ المرء في الاعتبار استعادة الصفائح المعدنية. لذلك ، من الضروري أيضًا تصحيح قياسات الأدوات فيما يتعلق بالعناصر النهائية. باتباع معيار مشابه للحالة الأولى ، نعرض في الجدول التالي قيم هذه التعديلات للأقطار المختلفة.
|
احتكاك بسيط محسّن |
||||||
|
قيم قطر الاحتكاك أ |
|
|
|
|
||
|
|
||||||
|
حلقة |
سدادة |
|||||
|
قطر الحاوية |
< 73 |
73 إلى 99 |
> 99 |
< 73 |
73 إلى 99 |
> 99 |
|
قيمة ال إلى في الغرفة |
إلى |
إلى |
إلى |
أ + 0.35 |
أ + 0.45 |
أ + 055 |
|
قيمة ال إلى في الأدوات |
أ + 0.10 |
أ + 0.15 |
أ + 0.20 |
أ + 0.30 |
أ + 0.40 |
أ + 0.50 |
في هذا الصدد ، تعد الصيغ أيضًا تجريبية ولقيم المواد والأجزاء مماثلة لتلك المشار إليها. لذلك يجب أن تؤخذ هذه البيانات كمؤشر فقط ، والتحقق العملي مطلوب دائمًا في كل حالة محددة.
احتكاك مزدوج
تقدم آخر مهم في تحسين أختام الاحتكاك هو إدخال الأختام المزدوجة. كان هذا حقًا بعد الإغلاق الثلاثي ، والذي سنراه أدناه ، وهو في الواقع تبسيط للأخير. ظهرت كطريقة للتحايل على براءات الاختراع التي غطت الإغلاق الثلاثي ، ونتائجها العملية قريبة جدًا منه.
في هذا التطور ، تتمثل المساهمة الرئيسية في تكرار أسطح الختم ، وبالتالي تحقيق حاجز مانع للتسرب مزدوج. في الشكل 5 ، يتم رسم إغلاق من هذا النوع والإشارة إلى المناطق التي تحتك ببعضها البعض.
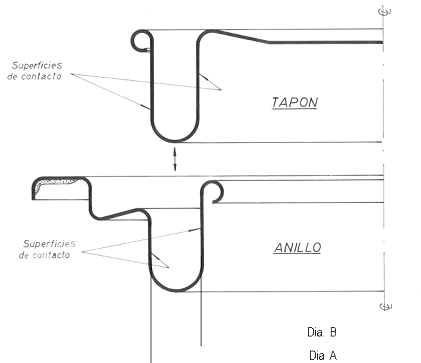
الشكل رقم 5: إغلاق مزدوج للاحتكاك
التحسينات التي يقدمها هي كما يلي:
– كما قلنا سابقًا ، فإن الإحكام أكثر اكتمالًا ، بسبب عمل جدار إغلاق الاحتكاك المزدوج.
– إمكانية تكديس الحلقات بشكل جيد ، على الرغم من أنه من الضروري تعديل وحدة تغذية الخياط لجعلها فعالة ، نظرًا لارتفاعها العالي.
– قابلية تكديس ممتازة للأغطية.
على العكس من ذلك ، فإن لها عيوبًا معينة ، مثل:
– الحاجة إلى استخدام صفيح أغلى ثمناً
– قطع حافة في فم الحلقة بالداخل وبالتالي مع خطر الأكسدة.
بعض خصائص هذا النوع من الإغلاق هي:
– صفيح يستخدم عادة:
الحلقات: 0.25 T1 للأقطار الصغيرة و 0.26 T2 من 99 ملم.
المقابس: 0.25 T2 للأقطار الصغيرة إلى 0.26 T2 للباقي.
معلب دائما E 2.8.
لذلك ، فهي أغلى قليلاً من الحالات السابقة.
– قطر الفم ، انظر الشكل رقم 1 ، أصغر بنحو 18 إلى 26 مم من قطر الحاوية. القطر ب 7 إلى 8 مم أقل من إلى.
– إرتفاع السدادة الإجمالي من 7 إلى 9 حسب القطر.
يوضح الجدول التالي الصيغ التجريبية التي سيتم استخدامها لحساب الأقطار إلى ص ب من الأجزاء والأدوات. إنها تخدم نفس الاعتبارات التي تم إجراؤها من قبل ولكنها تمتد الآن إلى قطرين بدلاً من قطر واحد.
|
احتكاك مزدوج |
|||||||
|
قيم قطر الاحتكاك A و B |
|
|
|
|
|||
|
|
|
||||||
|
حلقة |
سدادة |
||||||
|
قطر الحاوية |
< 73 |
73 إلى 99 |
> 99 |
< 73 |
73 إلى 99 |
> 99 |
|
|
جزء |
القطر أ |
إلى |
إلى |
إلى |
أ + 0.04 |
أ + 0.06 |
أ + 0.08 |
|
القطر ب |
ب |
ب |
ب |
ب + 0.13 |
ب + 0.15 |
ب + 0.23 |
|
|
أدوات |
القطر أ |
أ + 0.02 |
أ + 0.03 |
أ + 0.04 |
أ + 0.10 |
أ + 0.13 |
أ + 0.16 |
|
القطر ب |
ب + 0.10 |
ب + 0.10 |
ب + 0.15 |
ب – 0.05 |
ب – 0.10 |
ب – 0.10 |
|
يجب تصنيع كل من الحلقة والغطاء في عمليتين.
احتكاك ثلاثي
هذا التحسن ، كما قلنا سابقًا ، يسبق الاحتكاك المزدوج ، تم طرحه في الأسواق في أمريكا الشمالية في منتصف القرن الماضي. يشار إلى رسم تخطيطي في الشكل 6.
الشكل رقم 6: إغلاق الاحتكاك الثلاثي
يحتوي على التحسينات التالية:
– منطقة إغلاق ثالثة بين أعلى حلقة الحلقة والقناة الداخلية للغطاء.
– الموضع الخارجي لحلقة الحلقة.
– تكديس الحلقات والأغطية.
يمكن أن يكون القصدير هو نفسه المستخدم في الإغلاق المزدوج ، بالإضافة إلى معايير تحجيم فوهة الحاوية وارتفاع السدادة.
تتشابه الصيغ أيضًا مع حالة الإغلاق المزدوج ، وتنعكس في الجدول التالي:
|
احتكاك ثلاثي |
|||||||
|
قيم قطر الاحتكاك A و B |
|
|
|
|
|||
|
|
|
||||||
|
حلقة |
سدادة |
||||||
|
قطر الحاوية |
< 73 |
73 إلى 99 |
> 99 |
< 73 |
73 إلى 99 |
> 99 |
|
|
جزء |
القطر أ |
إلى |
إلى |
إلى |
أ + 0.04 |
أ + 0.06 |
أ + 0.08 |
|
القطر ب |
ب |
ب |
ب |
ب + 0.13 |
ب + 0.15 |
ب + 0.23 |
|
|
أدوات |
القطر أ |
أ + 0.02 |
أ + 0.03 |
أ + 0.04 |
أ + 0.10 |
أ + 0.13 |
أ + 0.16 |
|
القطر ب |
ب + 0.10 |
ب + 0.10 |
ب + 0.15 |
ب – 0.05 |
ب – 0.05 |
ب – 0.05 |
|
تتطلب الحلقة ثلاث عمليات لتشكيلها واثنتين من المكونات. سيكون تصميم كل منهم موضوع عمل آخر.
تتيح هذه الحلول الأربعة المقدمة لكل مصنع أن يختار الخيار الأكثر انسجاما مع مناهجهم التجارية. من الواضح أن الزيادة في جودة التماس مرتبطة باستثمار أكبر في الأدوات وزيادة تكلفتها المباشرة.
 الحساب النظري لحجم المطاط اللازم لإغلاق حاوية معدنية
الحساب النظري لحجم المطاط اللازم لإغلاق حاوية معدنية
 تقييم طرد الغطاء في حاويات الطلاء
تقييم طرد الغطاء في حاويات الطلاء
 أدوات الخواتم – حاويات الدهان
أدوات الخواتم – حاويات الدهان
 غسل العين
غسل العين
 تجميع الأكياس البلاستيكية
تجميع الأكياس البلاستيكية
 ثقوب الكرات / كبسولات
ثقوب الكرات / كبسولات
 التراكبات ومقابس الضغط للحاويات المعدنية
التراكبات ومقابس الضغط للحاويات المعدنية
 تأثير الجزء السفلي أو جناح الغطاء على الختم المزدوج
تأثير الجزء السفلي أو جناح الغطاء على الختم المزدوج
 أبعاد القبة الهوائية المنحوتة
أبعاد القبة الهوائية المنحوتة
 شقوق على قيعان الغطاء لإغلاق الفراغ
شقوق على قيعان الغطاء لإغلاق الفراغ



0 Comments