
ملخص
وصف العمليات اللازمة وكذلك أدواتها لتصنيع غطاء مزدوج الاحتكاك – أو إغلاق مزدوج – يستخدم في عبوات لاحتواء الدهانات أو ما في حكمها.
ديباجة
يتم استخدامه بشكل شائع لتعبئة اللوحات وغيرها من المنتجات التي يتم استهلاكها في المنزل في علب ، مع إغلاق يسمح باستخدامها عدة مرات. من الأمثلة النموذجية الحاويات ذات الإغلاق الاحتكاك ، والتي توجد أنواع مختلفة منها في السوق.
لقد تعاملنا بالفعل مع هذا الأمر في أعمال أخرى منشورة على هذا الموقع. على وجه التحديد حول الأنواع المختلفة من أختام الاحتكاك ، يمكن قراءة المقال:
سنركز الآن على طريقة وطريقة تصنيع غطاء بالخصائص المستخدمة في هذه الإغلاق. على وجه التحديد ، غطاء إغلاق مزدوج الجدار ، يسمى الاحتكاك المزدوج (DF). التفاصيل التي ترد هنا حول هذا الموضوع ، متابعة واستكمال العمل:
– أدوات الحلقات. – حاويات الدهان
الذي طور فيه ، بنفس الشروط التي سنفعلها هنا للسدادة ، العمليات والختم اللازمة لتصنيع الحلقات لهذه الأنواع من الإغلاق. بمعنى آخر ، يمكن دمج كلتا الوظيفتين في واحدة.
أدوات
لتصنيع غطاء الاحتكاك المزدوج ، يلزم تقسيمه إلى مرحلتين أو عمليات ، والغرض منها ما يلي:
– العملية الأولى: قص ودمج مخطط الغطاء
– العملية الثانية: استكمال التشكل وتحديد القياسات النهائية
كما في حالة الحلقات ، يمكن إجراء هاتين العمليتين في مكبس نقل أو أيضًا في مكبس مزدوج الفعل ، ولكن الطريقة الأبسط والأكثر اقتصادا لأداءهما على مكابس بسيطة معقوفة. الأول مجهز بمخزن لشرائط المواد ، والثاني مزود بوحدة تغذية أحادية الأجزاء
العملية الأولى
يجب أن يتلاءم الغطاء تمامًا مع الحلقة ، لذا فهو يتخذ شكل “U” يتكيف مع الجزء الداخلي منه. لذلك ، في هذا المجال ، أبعاد كلاهما مترابطة. في العمل السابق ذكره:
يشار إلى العلاقات في الوسائط ذات الأبعاد المقابلة.
يوضح الشكل 1 قسمًا من ملف تعريف العملية الأولى للغطاء ، والذي اتخذناه كمثال. يوجد فيه نوعان من الأبعاد ، أحدهما على شكل حروف ، يتوافق مع الأقطار التي تتغير حسب حجم الحاوية ، والبعض الآخر يقدر بالمليمترات ، في إشارة إلى ارتفاع القطعة. هذا الأخير مناسب لتنسيقات الحاويات بسعة بين و 1 لتر. بالنسبة لأقطار العلب الأكبر أو الأصغر ، ستختلف هذه الارتفاعات بشكل متناسب ، كما في حالة الحلقات.
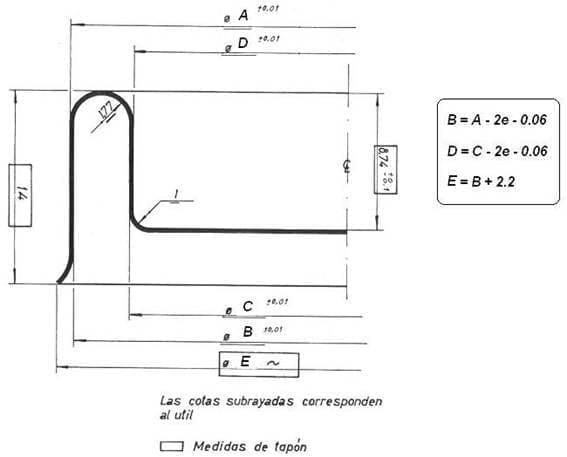
الشكل n 1: قسم من العملية الأولى لقابس تحديد الاتجاه
في رسم الأبعاد المختلفة ، يتم تحديد بعضها داخل مستطيل ، وهي تشير إلى الجزء النهائي ، والبعض الآخر يتم تسطيرها فقط وبتفاوتات ، وهذه قياسات للأداة وتنعكس علاقتها ببعضها البعض في جدول الصيغ المصاحب رسم رقم 1. يجب أن تؤخذ المعدلات المشار إليها في الارتفاع ، والتي تعتبر جزءًا ، على أنها قيم موصى بها لقطر حاوية يبلغ حوالي 100 مم.
قطر القطع ، الضروري لتشكيل الغطاء ، أكبر بحوالي 28 إلى 32 مم من القطر A للرسم ، متفاوتًا مع تنسيق الحاوية ، وكل ذلك للسعات بين ½ و 1 لتر. يتم تحديد عرض “U” للإغلاق المزدوج بأبعاد الحلقة كما ذكرنا سابقًا ، وعادة ما يكون حوالي 6 مم. يتم تحديد نصف قطر انحناء المعدن في “U” من خلال قيم أقطار الاحتكاك ، انظر الشكل رقم 1
يوضح الشكل 2 مثالاً على قالب نرد لهذا الغطاء. سنعلق بإيجاز على خصائصه لأنه أداة تقليدية للغاية.
يقوم هذا القالب بتنفيذ الإجراءات المتسلسلة التالية:
– يقطع قرصًا معدنيًا من الشريط المغذي إلى المكبس من الخزنة الشريطية
– نقش الجدران الاحتكاكية للقابس
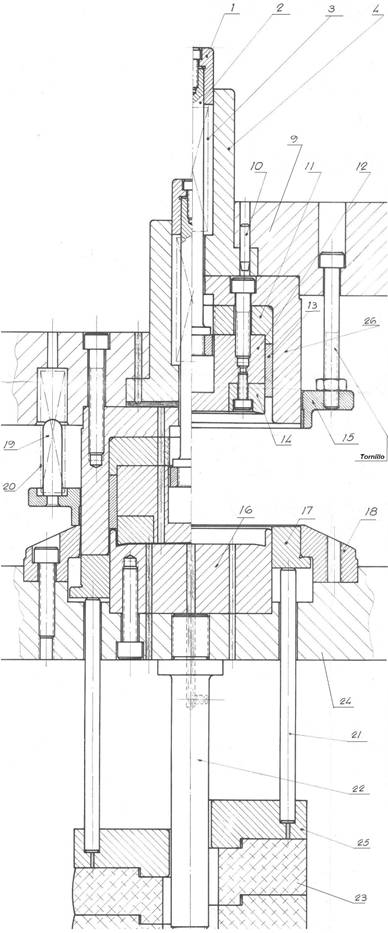
الشكل رقم 2: قالب للعملية الأولى لأغطية تحديد الاتجاه
نظرًا لأنه قالب يؤدي عملية القطع ، فمن المستحسن أن يتم توجيهه ، فهذا سيضمن جودة القطع وعمر الثقب والشفرة والأجزاء الأخرى التي تتكون منها. إنه مشابه تمامًا لأداة التصنيع السفلية ، حيث يولد المركز رسمًا عميقًا ، ويكون الجدار الخارجي – تجعيد الجناح – أكبر بكثير. لتسهيل أداء العملية الثانية ، يجب أن تكون حافة القطع الخارجية منحنية قليلاً ، انظر الشكل رقم 1 ، وبهذه الطريقة سيبدأ التجعيد الخارجي جيدًا في العملية المذكورة.
سيكون لأبعاد جدران “U” نفس القيمة في كل من العمليتين الأولى والثانية. للاطلاع على قانون تشكيل الأقطار التي تشكل هذه الجدران نعود إلى العمل:
كما ذكرنا سابقًا في حالة الحلقة ، عند تحجيم قطع الأداة ، يجب أن يؤخذ في الاعتبار أن هناك دائمًا تشوهًا طفيفًا بسبب مرونة السدادة ، فيما يتعلق بمقاييس الأداة. يحدث هذا بشكل خاص في أقطار جدران الاحتكاك. نظرًا لأن الضبط بين الحلقة والغطاء يجب أن يكون دقيقًا للغاية للحفاظ على ختم فعال ، يجب أن يؤخذ هذا الاسترداد للمادة في الاعتبار ، بحيث لا تتطابق قياسات القالب مع القياسات المرغوبة للحصول عليها على القطعة.
العملية الثانية
تقع الفراغات التي تم الحصول عليها في العملية الأولى في تفريغ ، مما يؤدي إلى ترسيبها على مصعد مغناطيسي ، والذي بدوره يضعها في حالة سقوط بالجاذبية ، مما يجعلها أقرب إلى مكبس العملية الثانية. يجب أن تكون مجهزة بنظام تغذية أوتوماتيكي للجزء ، يتم تشغيله ميكانيكيًا أو هوائيًا ، متزامنًا مع ضربة القالب.
العملية الثانية تنتهي من القابس ، وتحول الرسم الأولي. يوضح الشكل 3 القطعة الناتجة عن هذه العملية الثانية. مهام هذه العملية هي كما يلي:
– إعادة معايرة جدران “U” لتأكيد قياساتها المناسبة.
– اقلب الحافة الخارجية للغطاء ، مكونًا التفافًا حلقيًا ، مما يسهل التعامل معه ، خاصة في وقت فتح الحاوية ، حيث يمكن تحريكه لإزالة الغطاء من غلافه في الحلقة.
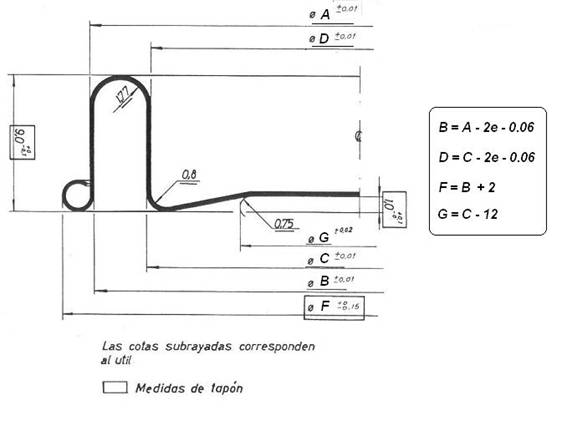
الشكل ن º 3: قسم من العملية الثانية لقابس تحديد الاتجاه
في الرسم رقم 3 ، تم تحديد الأقطار المختلفة باستخدام نفس الأحرف الموجودة في الرسم رقم 1 ، باستثناء القطر الخارجي واللوحة المركزية ، وهما مختلفتان.
إلى يمين الرسم ، تظهر الصيغ الخاصة بتحديد كل قطر ، والتي تتوافق جزئيًا مع تلك الخاصة بالعملية الأولى. يشار أيضًا إلى الارتفاعات المناسبة لهذا المثال ، والتي تتعلق بتلك المطبقة على العملية الأولى.
بعد تحديد ملف تعريف الغطاء بهذه الطريقة ، سنشرع في تصميم الأداة المقابلة. عليه أن يقوم بالمهام المذكورة أعلاه. يوضح الشكل 4 قسمًا رأسيًا منه.
إنه قالب تشكيل ، بدون أي وظيفة قطع. هذا يبسط بنائه إلى حد ما. يتم وضع قطعة العملية الأولى التي يتم دفعها على الجزء السفلي من الأداة عن طريق وحدة التغذية ، بشكل صحيح بمساعدة زوج من المحطات ، مما يوقف القصور الذاتي في حركة الرسم. شاهد القطع من 17 إلى 21 من الرسم. تقع هاتان المحطتان على الجانب الآخر من وصول القطعة و 90 درجة على حدة. عندما ينخفض الجزء العلوي من الأداة ، يتم التراجع عن طريق عمل مستوى مائل يتم وضعه على الوجه الخارجي للجزء رقم 6 من الجزء العلوي من الأداة المذكورة. في نهاية الدورة ، يعودون إلى موقعهم الأولي بسبب عمل الربيع رقم 11.

الشكل 2: يموت من أجل العملية الثانية لأغطية DF
يمكن تصنيع القطعة رقم 16 ، التي تشكل الضفيرة الخارجية ، بقناة على كلا الجانبين ، من أجل قلبها عندما تتآكل القناة المذكورة مع العمل ، وبالتالي مضاعفة عمرها. القطعة رقم 5 عبارة عن رقاقة تسمح ، بناءً على ارتفاعها ، بضبط عمل رقم 7 بدقة ، وهو قاذف للكي للبطانة
تشغيل القالب بسيط نسبيًا ويمكن اتباعه بدراسة الرسم رقم 4.
فلز
بتكرار ما قيل بالفعل في حالة الحلقات ، يجب أن يكون الصفيح المقصدري أو TFS المستخدم في تصنيع الأغطية ذات مزاج منخفض ومقياس سميك ، من أجل القضاء على مخاطر التشققات والكسر والتشوهات المبالغ فيها بسبب الضغوط الداخلية هذه المادة. بالنسبة لأغطية الحاوية التي تحتوي على إلى 1 لتر من المنتج ، ستكون القيم المناسبة هي: درجة الحرارة T2 ، المقياس 0.24 إلى 0.27 مم ، أي أقل بمئتين أو ثلاث مائة من المادة المستخدمة للحلقات ، لأنه في هذه الحالة الضغوط المطلوبة من المعدن أقل قليلاً. سيعتمد طلاءه على عدوانية المنتج الذي سيتم احتواؤه.













0 تعليق