
وظائف علامة تبويب جسم الحاوية. أبعادها وطريقة القيام بها.
المقدمة
تسمى الشفة بالفلنجة التي يقدمها جسم الحاوية عند كل طرف من نهاياتها ، والمطلوبة لأداء عملية الإغلاق أو الانضمام للجسم المذكور مع الغطاء / القاع. تتكون من جزء مسطح ، عمودي تقريبًا على جدار الجسم المذكور ، وقوس يربط هذا الجزء المسطح به.
يتم إجراء عملية التشفيه قبل الإغلاق ويتم إجراؤها بمجرد تشكيل الجسم. في حالة الحاويات الأسطوانية والمحززة ، فإنه يتبع تقليل القطر.
أبعاد علامة التبويب
عملية التربيط لها غرضان:
1º.- قم بمعايرة القطر الداخلي في نهايات الاسطوانة في حالة الحاويات المستديرة ، أو الأبعاد الداخلية إذا كانت مستطيلة أو بيضاوية أو غير أسطوانية الشكل. تتم إعادة المعايرة هذه عن طريق إحراق أطراف الجسم قليلاً ، ويهدف إلى ضبط هذه المناطق من الحاوية لتناسب الغطاء / الجزء السفلي بشكل مناسب في عملية الإغلاق. لذلك ، في هذه العملية ، يتم زيادة أبعاد السدادة القطنية من 0.10 إلى 0.25 مم بالنسبة للقطر الداخلي للجسم ، اعتمادًا على حجم الحاوية.
ينطبق هذا المعيار أيضًا عندما يتعلق الأمر بالحاويات ذات النهاية المنخفضة – المسننة -. يعرض الرسم رقم 1 هذه الحالة ، والجدول رقم I أدناه يعطي القيم المعتادة لأقطار منطقة التشفيه المطبقة على الحاويات المستديرة. يتم أخذ قيمة قطر الشفة عند نقطة مرجعية تقع على بعد 2.5 مم من النهاية. البيانات الواردة في هذا الجدول هي تلك المقبولة بشكل عام في المعايير الدولية المختلفة.
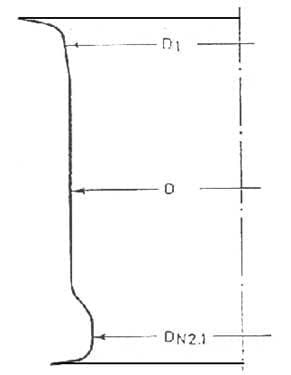
الشكل رقم 1: جسم الحاوية المستدير المسنن والحواف
| قيم قطر شفة | ||
| قطر الدائرة اسمى، صورى شكلى، بالاسم فقط |
قطر الدائرة اسمى، صورى شكلى، بالاسم فقط تركيب |
قطر ال رمشة عين D1 أو Dn2.1 |
| 52 | 52,27 | |
| 49 | 49,40 | |
| 63 | 62,41 | |
| 60 | 59,58 | |
| 65 | 65,28 | |
| 62 | 62,25 | |
| 73 | 72,80 | |
| 70 | 70,13 | |
| 83 | 83,33 | |
| 80 | 80,25 | |
| 99 | 98,99 | |
| 96 | 95,90 | |
| 105 | 105,16 | |
| 102 | 101,73 | |
| 127 | 126,45 | |
| 123 | 123,08 | |
| 153 | 153,35 | |
| 149 | 148,97 | |
| 230 | 229,67 | |
| 225 | 225,09 | |
جدول رقم I: قيم قطر الشفة للحاويات المستديرة
2º. – تشكيل الحافة. هناك تقنيات مختلفة لتشكيل الفلنجة التي سنناقشها لاحقًا. ترتبط أبعاده بنوع الإغلاق الذي نريد القيام به. لذلك فهي مرتبطة بقياسات الشفة العلوية / السفلية وحجم الحاوية.
يجب أيضًا قياس أبعاد الفلنجة من النقطة المرجعية ، 2.5 مم من النهاية ، كما هو موضح في الرسم رقم 2.
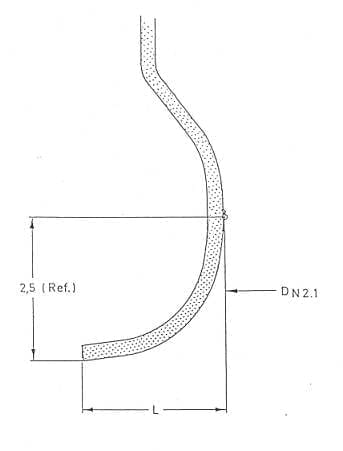
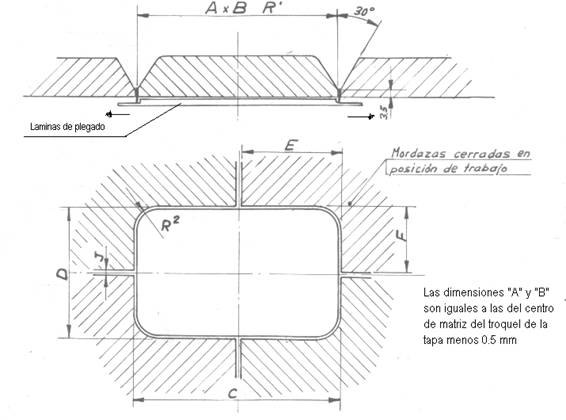
الشكل رقم 2: علامة التبويب
يظل عرض الحافة كما هو بالنسبة لأقطار الحاوية المختلفة طالما تم تطبيق نفس النوع من الإغلاق. يوضح الجدول II هذه القيم مع التسامح. تم استخدام اللوائح الأوروبية لترميز نوع الإغلاق.
| قيم التبويب L | ||
| نوع المشبك | القطر الاسمي قمة القاع |
قيمة ال علامة التبويب L |
| إغلاق صغير OIII | 52 – 49 63 – 60 65 – 62 73 – 70 |
2,25 +/- 0,20 |
| إغلاق صغير OII | 53 – 49 63 – 60 65 – 62 73 – 70 83 – 80 99 – 96 |
2,25 +/- 0,20 |
| إغلاق قياسي OI | 54 – 49 63 – 60 65 – 62 73 – 70 83 – 80 99 – 96 |
2,45 +/- 0,20 |
| إغلاق قياسي I | 63 – 60 65 – 62 73 – 70 83 – 80 99 – 96 |
2,45 +/- 0,20 |
| الإغلاق القياسي II | 65 – 62 73 – 70 83 – 80 99 – 97 105 – 102 127 – 123 |
2,65 +/- 0,25 |
| إغلاق قياسي III | 153 – 149 | 3,20 +/- 0,25 |
| إغلاق قياسي IV | 230 – 225 | 3,40 +/- 0,40 |
جدول رقم 2: قيم الشفة حسب نوع الإغلاق وقطر الحاوية.
معدات
تسمى الآلات التي تؤدي هذه المهمة علامات التبويب ، على الرغم من أنها تُعرف أيضًا باسم آلات الديكور. كما قلنا من قبل ، فإنها تطوي أطراف الجسم قليلاً ، وتكوين علامات التبويب اللازمة لتلقي الأغطية لاحقًا وتسهيل عملية الإغلاق. هناك عدة تقنيات لعمل رمش ، يمكننا تلخيصها في أربعة.
– لفة (أو بكرة). إنه أقدم نوع. إنه يصنع الألسنة عن طريق طي النهايات بفعل بكرة خارجية تعمل على مسار أو بكرة ذات قطر أكبر. لفة الإغلاق لها انحناء يطابق الشكل الخارجي للرموش. تتحرك الأجسام مع محورها في وضع أفقي. إنها قابلة للتطبيق فقط للحاويات الأسطوانية ومعدل عملها منخفض ، واليوم يقتصر استخدامها على خطوط التعبئة الصناعية ذات القطر الكبير – الخطوط العامة -. انظر الشكل رقم 3
الشكل رقم 3: آلة شفة الأسطوانة
– متعادل. عملوا من خلال تشكيل الرموش بضرب نهايات الجسد بواسطة زوج من السدادات القطنية. انظر الشكل رقم 4
الشكل رقم 4: تفاصيل ملف تعريف أداة شفة التامبون
يتم إطعامهم بمساعدة نجم التوزيع. هناك من يعملون في وضع أفقي ، أقدم ، – انظر الشكل nº 5 – أو عمودي. لطالما كان الأسلوب الأكثر شيوعًا ، على الرغم من أن استخدامه الآن في تراجع. يستخدم بشكل عام للحاويات الأسطوانية ، على الرغم من أنه من الممكن أيضًا استخدامه لأجسام مستطيلة أو مستطيلة الشكل ذات نصف قطر كبير عند الزوايا.

الشكل 5: Flanger بواسطة المخزن المؤقت الأفقي
– يلف. إنها الطريقة الأكثر حداثة. انتشر استخدامه على نطاق واسع مع ظهور القصدير المزدوج المخفض. إنه يسمح بصنع الفلنجة على صفيح رفيع للغاية وعالي درجة الحرارة ، دون التسبب في كسرها. في نفوسهم ، يتم استبدال السدادات القطنية برؤوس بها سلسلة من البكرات الصغيرة ، منقوشة في محيط يتزامن مع قطر الحاوية. وبالتالي ، فإن عددهم هو دالة على حجم الحاوية. هذه البكرات أو “الدوران” لها صورة ظلية على شكل شفة. انظر الشكل رقم 6.
الشكل رقم 6: تفاصيل “الدوران”
يتم تثبيت “الدوران” على عمود المحامل ، وبالتالي تدور على نفسها عندما يتعرض الرأس لحركة دورانية. يمكن تشغيل هذه اللفات من “الدوران” بمحرك أو بسبب الاحتكاك بنهاية جسم الحاوية. نظرًا لطريقة عملها ، لا يمكن استخدام هذه التقنية إلا في حاويات مستديرة وتسمح بسرعات عالية.
– عصارة. يسمح بعلامات تبويب من أي شكل من أشكال الحاويات. يعمل عن طريق التوسع. إنه النوع المستخدم عادة في الحاويات المستطيلة ، أو بشكل مختلف عن المستدير. في الواقع ، يمكن اعتبار هذه التقنية مجموعة فرعية متمايزة ، والتي بدورها تنقسم إلى طريقتين مختلفتين للعمل:
– عن طريق الطي – أو يسمى أيضًا “عصارة” نقية. يتم تشكيل الحافة من خلال طي حافة الجسم فوق الفكين الخارجيين اللذين يحتضنانها ، مدفوعة بشفرات التمدد التي تفتح. انظر الشكل رقم 7.
الشكل رقم 7: مبوب بعلامة “عصارة”
– عن طريق أداة مختلطة تجمع بين تقنية الطي – التمدد – بواسطة صفائح على الجوانب الأربعة المستقيمة للحاوية ومخزن في الزوايا الأربع. هذا يجعل رمش العين غير متجانس في ملفه الشخصي. في الأجزاء المستقيمة من نفس الشكل ، يكون نصف القطر صغيرًا وتميل الحافة نحو الأفقي ، بينما يكون نصف القطر في الزوايا أكبر والشفة أصغر وذات ميل معين. هذه مشكلة مظهر أكثر من مشكلة جودة. إذا كانت الشفة ذات أبعاد جيدة ، فإن هذه الاختلافات في الشكل على طول المحيط لا تتجاوز الإغلاق. من بين النظامين هذا هو الأفضل.
في كلتا الحالتين ، يمكنك العمل مع الحاوية في وضع أفقي أو رأسي. انظر الشكل 8 كمثال على شفة أفقية مختلطة. تكون سرعات هذه الأشكال من الفلنجات دائمًا أقل من تلك التي يتم تحقيقها بواسطة السدادة القطنية أو “الدوران” ، لكنها أفضل تقنية لتحقيق جودة شفة في حاويات مستطيلة.

الشكل رقم 8: فلانجر مختلط – “عصارة عازلة” – أفقي
 تغليف العبوات FACIL® ، ثورة جديدة في عالم التعبئة والتغليف
تغليف العبوات FACIL® ، ثورة جديدة في عالم التعبئة والتغليف
 علبة مشروب الألمنيوم ذات التصميم المبتكر
علبة مشروب الألمنيوم ذات التصميم المبتكر
 نسبة المرتفعات في تصنيع حاويات الأيروسول
نسبة المرتفعات في تصنيع حاويات الأيروسول
 قياسات أداة رمش العين بواسطة “سبين”
قياسات أداة رمش العين بواسطة “سبين”
 قطعتان حزم DRD
قطعتان حزم DRD
 التراكبات ومقابس الضغط للحاويات المعدنية
التراكبات ومقابس الضغط للحاويات المعدنية
 تأثير الجزء السفلي أو جناح الغطاء على الختم المزدوج
تأثير الجزء السفلي أو جناح الغطاء على الختم المزدوج
 أبعاد القبة الهوائية المنحوتة
أبعاد القبة الهوائية المنحوتة
 أغلفة علب الدهان
أغلفة علب الدهان
 تصميم وتقليل حجم الليثوجراف والورنيشات
تصميم وتقليل حجم الليثوجراف والورنيشات




0 تعليق